Four tubulaire haute qualité - Zetasinter
Le four Zetasinter permet de fritter les objets imprimés en 3D avec les filaments de la marque Nanoé, pour obtenir des objets en céramique ou en métal.
- Essais du four : frittage de pièces cubiques en Zircone
- Mise en route
- Confection des objets de référence
Essais du four : frittage de pièces cubiques en Zircone
1. Contexte et objectifs
Dans le cadre des premiers essais réalisés avec le four tubulaire (Nanoe), une série d’échantillons a été produite par impression 3D, puis soumise aux processus de déliantage et de frittage. L’objectif principal de ces essais était d’évaluer la qualité du frittage de pièces en céramique, en se concentrant notamment sur la densité et la rétraction des pièces finales.
2. Procédure d’impression des échantillons
Pour fabriquer les échantillons, nous avons utilisé un filament commercial de zircone YSZ (zirconium stabilisé à l’yttrium) de la marque Zétamix (Nanoe). Ce filament, d’un diamètre de 1,75 mm, est composé à parts égales de poudre YSZ et de liant. (1) Le modèle utilisé pour la fabrication des échantillons a également été fourni par Zétamix, et se présente sous forme de cubes avec des marquages X, Y, Z sur les faces.
Quatre échantillons ont été imprimés, dont deux n’ont pas été entièrement terminés. En effet, comme aucune application spécifique est attendu dans ce contexte, la géométrie des échantillons n’a pas d’importance. Les échantillons ont été fabriqués à l’aide d’une imprimante 3D à dépôt de filament fondu (Raise 3D Pro2) équipée d’une buse de 0,4 mm de diamètre. Une image optique des pièces imprimées, ainsi que les paramètres d’impression utilisés, sont présentés respectivement dans la figure 1 et 2.
|
|
|
|
* |
|
|
|
||
|
Corps1 |
Corps 2 |
Corps 3 (droite) et 4 (gauche) |
|






Figure 1 : Image optique des quatre "corps verts" après impression
|
|
- Nozzle diameter : 0.4 mm - Layer height : 0.2 mm - Infill pattern : à chercher - Infill density : à chercher - Infill overlap : à chercher - Nozzle temperature : 180°C - Speed : 10 mm.s-1 - Heat bed temperature : 40°C
|
Figure 2 : Image numérique du modèle de l’échantillon (a) avec les paramètres d’impression (b)
Après impression, les échantillons ont été laissés à l’air libre pour un séchage initial avant d’être préparés pour les étapes suivantes. A ce stade, les échantillons sont appelés « corps verts », un mélange de poudre céramique YSZ et de liants organiques (polymères). Pour obtenir les pièces finales, deux étapes supplémentaires sont nécessaire : le déliantage et le frittage. Ces post-traitements sont cruciaux pour obtenir des pièces finales denses et composées uniquement de céramique.
La première étape, le déliantage, est particulièrement critique car c'est là que les premières porosités apparaissent dans la pièce. Cette étape permet d’éliminer le liant de la structure et se divise en deux phases : le déliantage chimique et thermique. Le déliantage chimique dissout le premier composant (soluble binder) tandis que le déliantage thermique élimine le deuxième composant, appelé "backbone", en le chauffant au-delà de sa température de dégradation, comme illustré dans la figure 3.
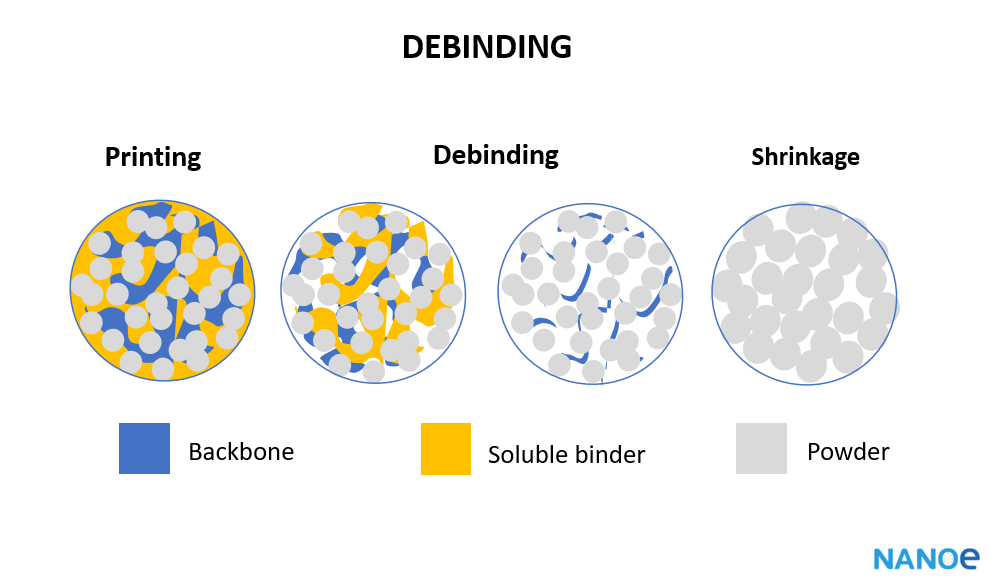 Figure 3 : Schéma de la composition des corps vert pendant le processus de déliantage (chimique et thermique)
Figure 3 : Schéma de la composition des corps vert pendant le processus de déliantage (chimique et thermique)
3. Déliantage
3.1 Déliantage chimique
Le déliantage chimique des échantillons, a été réalisé en utilisant les équipements suivants :
- Un bain à ultrasons avec option de chauffage (Nanoe),
- De l’acétone (WVR Chemicals, pureté 99,8 %)
- Une balance de précision (KERN)
- Les corps verts imprimés en 3D
Chaque échantillon a été pesé à l'aide d'une balance avant d'être immergé dans un bain d'acétone chauffé à 40 °C.
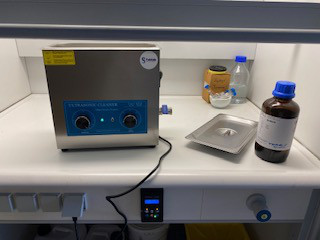

Figure 4 : Images du matériel utilisé pour le déliantage chimique (a) et du corps vert immergé dans un bain d’acétone (b)
La durée d'immersion des pièces dépend de leur épaisseur, le fabricant recommandant un trempage de 4 heures par millimètre de paroi pleine. Toutefois, l'épaisseur exacte des parois, définie lors de la conception, n'étant pas précisément connue (car réalisé par une autre personne), notamment pour les pièces finies (corps 3 et 4), il a été décidé de les immerger jusqu'à atteindre une perte de masse d'au moins 5 %. Pour suivre cette évolution, des mesures de masse ont été effectuées environ toutes les heures.
Lors de ce processus, des délaminations sont apparues sur les corps 3 et 4. Cela serait probablement dû au fait que :
- Les pièces ont été immergées avant que le bain d'acétone n'ait atteint les 40 °C, et/ou
- Les pièces ont été retirées trop tôt du bain d'acétone pour vérifier la perte de masse, puis remises dans le bain.
 |
 |
 |
 |
Figure 5 : Image optique du corps vert 4 après déliantage chimique
Remarque : Pour les pièces 3 et 4, les délaminations sont apparues durant la première heure dans le bain d'acétone, sans pour autant avoir été retirées du bain.
Recommandations du fabricant
Pour les prochains essais, il faudra être particulièrement attentif à immerger les pièces uniquement lorsque la température du bain d'acétone aura atteint 40 °C. De plus, il ne faudra pas retirer les pièces pour vérifier la perte de masse. Il est préférable de connaître précisément l'épaisseur des pièces et d'en déduire la durée d'immersion nécessaire pour atteindre une perte d'au moins 5 % en masse.
Par ailleurs, en cas de doute, il est recommandé par le fabricant de prolonger le trempage des pièces aussi longtemps que possible, voire jusqu'à ce que l'acétone refroidisse naturellement. Il serait même préférable de laisser la pièce refroidir dans l'acétone pendant une demi-journée avant de la sortir. (3)
| Corps verts | Corps 1 |
Corps 2 |
Corps 3 |
Corps 4 (marqué au crayon à papier) |
| Vinitiale (post-impression) | 4,937 cm3 |
6,491 cm3 |
8,027 cm3 | 8,214 cm3 |
| Vfinal (après déliantage chimique) | N/A |
6,267 cm3 | 7,864 cm3 | 7.959 cm3 |
| Delta V (Vinitiale - Vfinal) |
N/A |
0,224 cm3 | 0,163 cm3 | 0.255 cm3 |
| Perte de volume en % |
N/A |
3.5 % |
2.03 % |
3.1 % |
| minitiale (avant déliantage) |
9.9936 g |
13.1396 g |
18.5592 g | 19.9485 g |
| mfinale (aprés déliantage chimique) |
9.1783 g |
12.3107 g |
17.3486 g |
18.3885 g |
| Delta m (minitiale - mfinale) |
0.8153 | 0.8289 | 1.2106 | 1.56 |
| Perte de masse en % |
8.2 % | 6.3 % |
6.5 % | 7.8 % |
3.2 Déliantage thermique (pré-frittage) et frittage
Cette opération a été réalisé dans le four tubulaire Zetasinter (Nanoe).

Les pièces ont été déposé sur le creuset. Ce processus a été réalisé dans le four avec la programme suivant :
- Montée en température :
- Maintien à 500°C : pendant 2 heure pour s’assurer la dégradation complète du liant.
- Refroidissement : jusqu’à température ambiante du four (50°C).
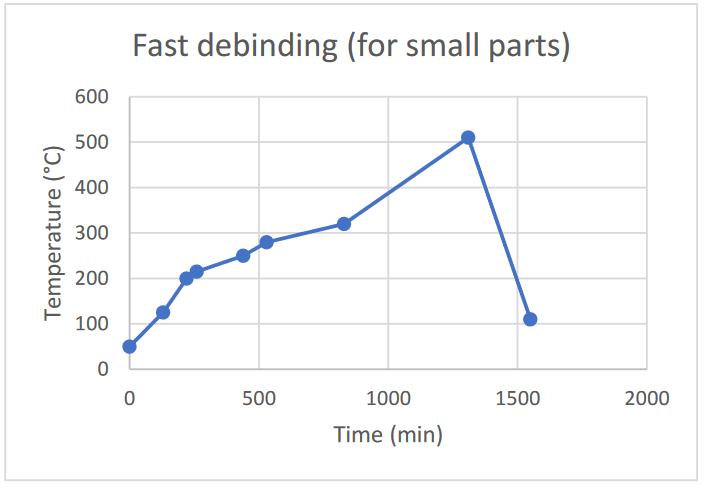
Figure 4 : Cycle thermique standard (pour les petites pièces) de pré-frittage des pièces en filament de Zircone blanc selon les recommandations du fournisseur (2)
Ce cycle thermique a été utilisé uniquement pour l'échantillon 1, car il a rendu la pièce trop fragile, au point qu'elle s'est désintégrée sous une légère pression. Nous avons donc supposé que ce cycle n'était pas approprié, puisqu'il se basait sur une ancienne version du guide des cycles thermiques pour ce type de filament. Pour les échantillons 2, 3 et 4, nous avons suivi les recommandations du fabricant en combinant le déliantage thermique et le frittage selon la version actualisée du guide. Le programme choisit était le suivant :
- Montée en température :
- Maintien à 500°C : pendant 2 heure pour s’assurer la dégradation complète du liant.
- Refroidissement : jusqu’à température ambiante du four (50°C).

Figure 4 : Cycle thermique standard de pré-frittage et frittage des pièces en filament de Zircone blanc selon les recommandations du fournisseur (4)
| Échantillons | Échantillon 1 |
Échantillon 2 |
Échantillon 3 |
Échantillon 4 (marqué au crayon) |
| V (après déliantage thermique et frittage) | N/A |
|||
| mfinale (après déliantage thermique et frittage) | N/A |
5. Résultats
5.1 Observation macroscopique
Comme prévu, les échantillons ont révélé une réduction significative de taille. La surface est devenue lisse et brillante, ce qui témoigne d'un bon niveau de frittage. Cependant, des fissures ont été observées sur les échantillons 3 et 4. En effet, ces fissures, une fois formées, sont irréversibles et restent visibles même après le frittage des pièces.
6. Conclusion
Ce procédé, combinant le déliantage et le frittage, se révèle être une méthode prometteuse pour la fabrication de pièces céramiques de haute précision et de haute performance. Cependant, la durée du déliantage (thermique) et frittage reste très longue. De plus, il a été montrer que manipuler un même cycle était préférable
Pour optimiser davantage la qualité des pièces, il serait pertinent d'expérimenter avec différents cycles de déliantage et de frittage.
(1) https://zetamix.fr/wp-content/uploads/2023/11/Datasheet-Zetamix-White-Zirconia.pdf
(3) Fissures/délaminations à la suite du déliantage chimique – Zetamix
|
Pièce cubique en Zircone |
Volume du cube (après déliantage thermique et frittage) |
Masse finale en g (après déliantage thermique et frittage) | |
|
Pièce cubique 1 |
|
||
|
Pièce cubique 2 |
327 cm3 |
322.1 cm3 |
|
|
Pièce cubique 3 |
|||
|
Pièce 4 (marqué au crayon) |
Mise en route
Opérations réalisées par C. Simon, 22/11/2023.
Dès la mise en route, en branchant le four, on entend une turbine qui se met en action.
Un voyant vert "Power" s'allume en façade, mais le contrôleur de température reste éteint. Il faut basculer l'interrupteur "Lock" pour pouvoir enclencher l'alimentation du contrôleur.
Les documentations originales de Nanoé sont ici :
zetasinter tubular operation manual.pdf
La documentation n'est pas difficile à suivre, et il est inutile de la reprendre ici. C'est à peine plus compliqué qu'un programmateur de four domestique.
La première mise en fonction nécessite un traitement de la chambre à 300°C pour 2h.
Le programme de chauffe est indiqué dans la notice : je crois comprendre que la montée va durer 85 min (période t01).
On observe le chauffage progressif, par impulsions inférieures à 1s de 80 à 90A sous 20V, la ligne de base du courant s'élevant progressivement (20-30 A sous 10V lorsqu'on atteint 85°C par exemple). Chaque impulsion provoque des vibrations audibles (au niveau de la turbine pré-citée ?).
A 90°C, l'ensemble de la carcasse est restée froide. L'ensemble des éléments métalliques accessibles (gainage du tube, bouchons) restent froids. Le dessus du four est également à température ambiante, sauf peut-être au centre (circulation d'air ?)
A 150°C, la grille qui ceint le tube tiédit, du côté droit uniquement. Le côté gauche reste à température ambiante (pourquoi ?).
Après 30 min à 300°C, on prend les clichés suivants :
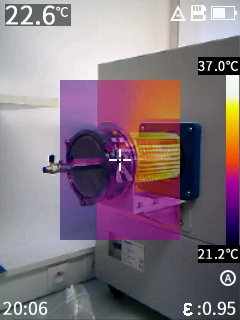


(images prises avec une caméra PC210 Guide-IR de la plateforme de physique. La plage de mesure est limitée à 550°C)
On voit que la grille monte plus haut à droite qu'à gauche, mais reste non-brûlante. Le cordon d'alimentation électrique étant moins sollicité, sa température se stabilise autour de 30°C.
Ultérieurement, lors de la baisse de température, une nouvelle prise montre que la grille de droite est montée à 80°C, ce qui peut présenter un risque de brûlure. Il faudra donc prévoir une signalétique appropriée.
La différence de température droite/gauche s'explique peut-être par le fait que l'introduction du gaz de balayage est censé se faire par la droite. A vérifier.
La première montée à haute température (au-delà de 400°C) nécessitera une passivation des éléments chauffants, en montant à 1200°C pour 2h. Elle est prévue pour le lendemain, 23/11. Ce sera également l'occasion de tester certains paramètres de qualité de l'air.
Opération réalisée par F. Zouhir, le 27/05/2024.
Pour la mise en service du four, deux cycles thermiques doivent être réalisés. Le premier cycle, à 300°C, permet de conditionner le tube d'alumine, suivi d'un second cycle à 1200°C pour passiver les éléments chauffants (résistances en siliciure de molybdène MoSi2). L'intérêt étant d’éviter tout endommagement de ces éléments.
Le premier cycle à 300°C a été effectué le 22/11/2023, et le second cycle à 1200°C devait suivre le jour suivant (23/11/2023) mais n’a pas été réalisé. Par précaution, il a donc été décidé de refaire ce premier cycle.
Étape 1 : Cycle de cuisson "baked cycle"
Au cours de cette étape, le four est chauffé pendant 2 heures à 300°C. Le cycle comprend 4 étapes. Tout d'abord, le programme commence à 50°C (température ambiante du four). Ensuite, le four monte de 50°C à 300°C (étape 1). Cette montée en température dure 85 minutes, avec une rampe de chauffage de 2.9°C/min, soit 176°C/h. La température est ensuite maintenue à 300°C pendant 120 minutes (étape 2). Après 2 heures à 300°C, le four redescend à 100°C en 65 minutes (étape 3) et avec une rampe de refroidissement de 3.3°C/h, soit 200°C/min.

Le chauffage se fait de manière progressif avec des impulsions toutes les secondes à 80-90 A sous 20V. De plus, chaque impulsion génère des vibrations. A environ 100°C, la carcasse et les grilles du four sont accessible au touché (froides).
A 300°C, la carcasse est chaude mais reste encore accessible au touché (néanmoins prévoir une signalétique adéquate pour des température supérieure à cette température°C).
Voici quelques clichés prise avec la caméra thermique fluke.
Concernant, le deuxième cycle (passivation des éléments chauffants). Elle est prévue demain, le 29/05/2024.
Opération réalisée par F. Zouhir, le 29/05/2024.
Comme prévu, le deuxième cycle de passivation des éléments chauffants a été lancé.
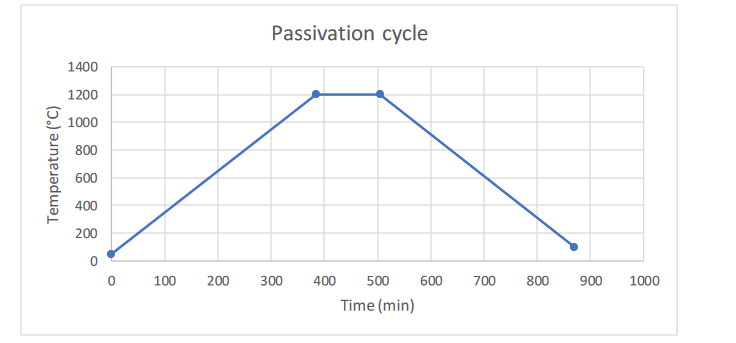
Étape 2 : Cycle de passivation "passivation cycle"
Tout comme le premier cycle, le four est chauffé pendant deux heures mais cette fois-ci à 1200°C. Le cycle comprend également 4 étapes et dure 14h30. Le programme commence à 50°C (la température ambiante du four) puis monte à 1200°C pendant 385 min (étape 1) soit durant 6h41. La rampe de chauffage est 179°C/h. Ensuite, le four est maintenu a cette température pendant 120 min (étape 2). Après 2h à 1200°C, le four redescend à 100°C. La durée de la descente est de 365 min, soit environ 6h (étape 3). La rampe de refroidissement est de 181°C/h pour cette étape.
| Température du four (°C) |
Intensité (A) |
Tension (V) |
Température de la salle (°C) |
| 250 |
80-90 |
10 |
20.6 |
| 650 |
80-90 |
20-30 |
20.6 |
| 850 |
70-80 |
30-40 |
20.6 |
| 900 |
65-70 |
40-50 |
20.8 |
| 950 |
65-70 |
50 |
20.9 |
| 1050 |
70 |
50-60 |
21.1 |
|
1200 |
70 |
70 |
21.4 |
La carcasse du four est très chaude. La grille droite est plus chaude que la grille gauche (??)
Les programmes de chauffe "baked et passivation cycle" sont disponible dans le guide d'utilisation à l'adresse suivante : https://zetamix.fr/wp-content/uploads/2024/02/ZETASINTER-TUBULAR-OPERATION-MANUAL.pdf
Le fabricant conseille d'installer ce four sous un système d'extraction adéquat (hotte) en raison des vapeurs produites par la décomposition des polymères utilisés comme liants. Il est donc nécessaire de prévoir l'installation d'une hotte pour le four.
Confection des objets de référence
Le déliantage et le traitement thermique sont annoncés comme causant une contraction de l'objet imprimé à la fois reproductibles et isométrique.
Il est important de le vérifier et mesurer ce facteur de contraction.
Le mieux est probablement de repartir de l'idée du cube aux faces marquées X-Y-Z, et de le produire de plusieurs tailles, pour obtenir une abaque contraction/taille. Mais la chambre est cylindrique, et tous les objets n'auront pas une enveloppe cubique. Il semble donc utile de prévoir également un objet de référence allongé.