# Imprimante résine ELEGOO
# Introduction
Pour les curieux, à voir : **[Stéréolithographie](https://fr.wikipedia.org/wiki/St%C3%A9r%C3%A9olithographie)**
Dans le monde de l'ingénierie d'aujourd'hui, les méthodes d'impression 3D pour la fabrication additive sont généralement divisées en deux, l'une étant réalisée avec des matériaux comme le PLA et l'ABS (composants à base de plastique) ou la résine.
L'impression 3D en résine est généralement préférée car elle permet de réaliser des pièces avec des détails fins, des surfaces lisses, le plus haut niveau de précision et d'exactitude en employant aussi une méthode qui permet de rassurer **l'isotropie** - les imprimantes 3D généralement font des pièces une "couche" à la fois, donc la résitance de l'impression peut dépendre de son orientations dans les axes X,Y,Z du plateau.
Comment ça marche ? Pour l'expliquer avec les termes les plus simples possibles, le processus de l'imprimante résine envoie de la UV dans un réservoir de liquide (de la résine) déclenchant une réaction qui solidifie la résine en un plastique dur.
Vous voulez concevoir un tel projet ? Alors on vous invite à regarder le chapitre intitulé "[Imprimante résine ELEGOO Saturn](https://wiki.fablab.sorbonne-universite.fr/BookStack/books/appareils-biologie-chimie/chapter/imprimante-resine-elegoo)" pour plus d'information sur la machine **Elegoo Saturn** qui fait exactement ça !
# Calibration de la plateforme
Pour procéder à la calibration de la plateforme, il faut:
Matériel:
- la clé allen dédiée: [Clé allen.jpeg](https://wiki.fablab.sorbonne-universite.fr/BookStack/attachments/713)
- le papier de nivellement: [Leveling paper.jpeg](https://wiki.fablab.sorbonne-universite.fr/BookStack/attachments/714)
Etapes à suivre:
- Allumer l’imprimante
- Enlever la cloche en plastique
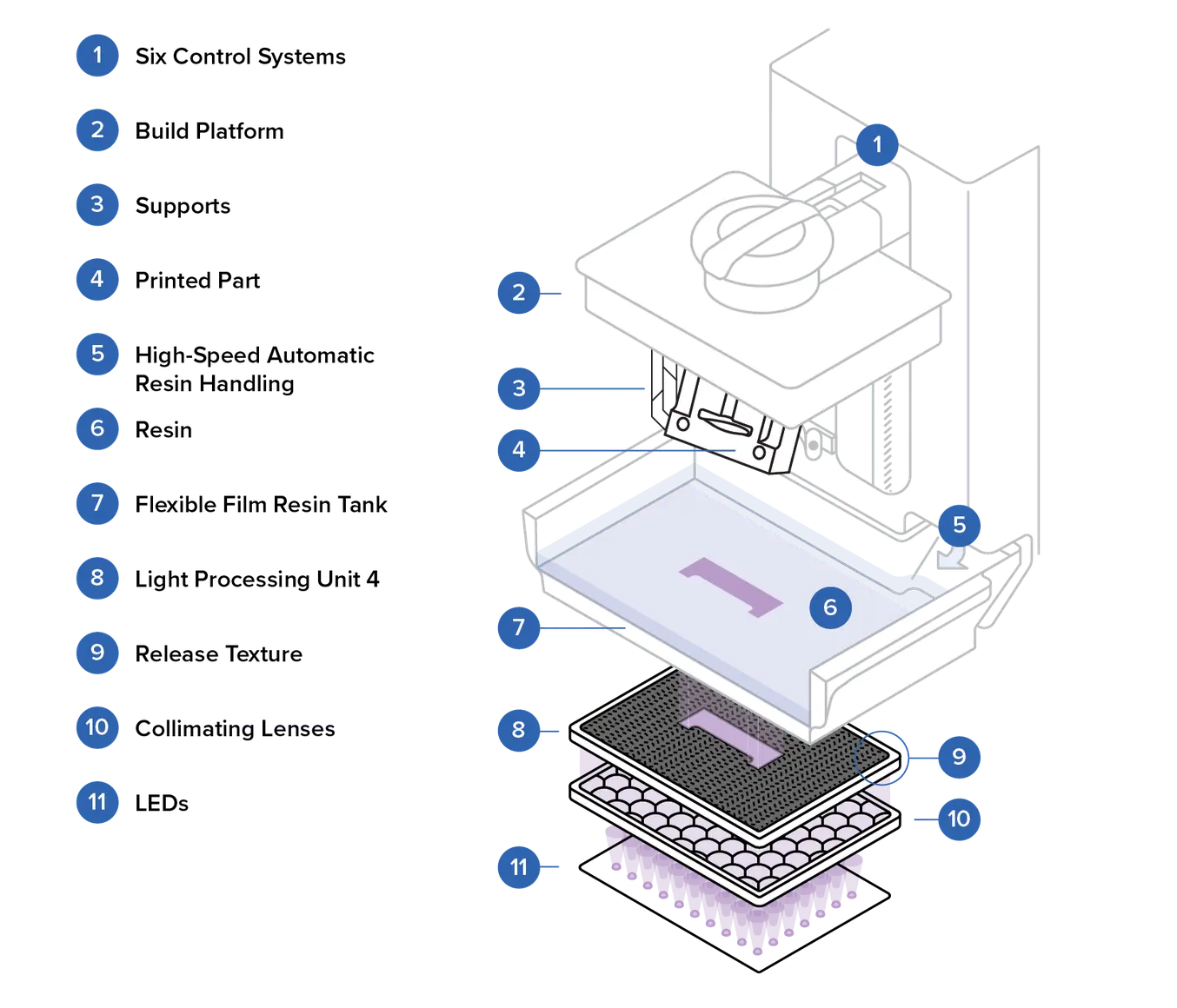
- Verifier si la plateforme de construction est bien attachée (avec la vis entourée en vert) et dévisser les vis démarqués en rouge pour permettre a la plateforme (entourée en bleu) de pivoter [Building platform.jpeg](https://wiki.fablab.sorbonne-universite.fr/BookStack/attachments/716)
- Dévisser la cuve[ Cuve.jpeg](https://wiki.fablab.sorbonne-universite.fr/BookStack/attachments/715)
- L’enlever et placer le papier de nivellement en le calant ainsi [Nivellement.jpeg](https://wiki.fablab.sorbonne-universite.fr/BookStack/attachments/717)
- Sur l’écran, appuyer sur « Tool » , puis « Manual » et enfin le logo avec une maison pour remettre la plateforme à la position z0. [Tools.jpeg](https://wiki.fablab.sorbonne-universite.fr/BookStack/attachments/718) => [Manual.jpeg](https://wiki.fablab.sorbonne-universite.fr/BookStack/attachments/719) => [Home.jpeg](https://wiki.fablab.sorbonne-universite.fr/BookStack/attachments/720)
-
- Une fois la position atteinte, verifier l’alignement de la plateforme avec le papier de nivellement [Alignement.jpeg](https://wiki.fablab.sorbonne-universite.fr/BookStack/attachments/722), puis, une fois la plateforme remise en position optimale, resserrer les vis à l’aide de la clé allen [Vis plateforme.jpeg](https://wiki.fablab.sorbonne-universite.fr/BookStack/attachments/723)
- Une fois la plateforme fixée en position rigide, revenir dans le menu « Tool », « Manual » et sélectionner l’option 0.10mm, puis soulever la plateforme très légèrement jusqu’à ce que le papier de calibration puisse bouger mais en rencontrant toujours une résistance de la plateforme.
- [0.10mm.jpeg](https://wiki.fablab.sorbonne-universite.fr/BookStack/attachments/721)
-
- Une fois la bonne position atteinte, revenir dans « Tools », puis « set Z=0 » pour définir cette position comme la position de départ [Set Z=0.jpeg](https://wiki.fablab.sorbonne-universite.fr/BookStack/attachments/724)
- Finalement, aller dans « Tool », « Manual » puis sélectionner l’option 10mm et appuyer autant de fois sur la flèche de haut que nécessaire pour remonter la plateforme jusqu’à la position de départ.[10mm.jpeg](https://wiki.fablab.sorbonne-universite.fr/BookStack/attachments/725)
- Remettre et revisser la cuve.
Lien tuto YouTube: [https://www.youtube.com/watch?v=3AmnRFHuCto](https://www.youtube.com/watch?v=3AmnRFHuCto)
# IMPRIMANTE ELEGO SATURN 2 - GUIDE UTILISATION
## IMPRIMANTE ELEGO SATURN 2
### Guide d'utilisation
#### **1. Généralites**
##### **Principe**
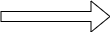
L'imprimante **[ELEGO SATURN 2](https://www.elegoo.com/en-gb/products/elegoo-saturn-2-8k-10-inches-mono-lcd-3d-printer?srsltid=AfmBOoojom5ArIhjoONlSV1V5SzR1oMExcuEs69hRY9ZHbDjxNgATJUl)** utilise une technologie de photo curation appelle **MSLA** (Masked Stereolithography). Cet type d'imprimantes utilisent un ensemble de LED UV (Ultra violet) placé sous un écran LCD (Liquid Crystal Display). L'écran **active** ou **désactive** sélectivement les **pixels**, permettant ainsi à la lumière UV de **durcir** la résine photopolymère dans le bac.
[https://formlabs.com/blog/technology-behind-form-4/](https://formlabs.com/blog/technology-behind-form-4/)
Les résines économiques ont souvent des temps de durcissement inférieurs à 2,5 secondes, tandis que les temps de couche pour les résines d'ingénierie peuvent varier de 3 à 10 secondes.
Une fois la couche durcie, le plateau de fabrication se soulève, séparant l'impression du film FEP ou PFA dans le bac. Le plateau continue de monter jusqu'au niveau spécifié par l'utilisateur, puis redescend pour commencer la couche suivante.
[](https://wiki.fablab.sorbonne-universite.fr/BookStack/uploads/images/gallery/2024-10/2Kvimage.png)
##### **Caractéristiques**
- **LCD :** Écran LCD Mono de 10 pouces 8K
- **Poids net :** 11 kg
- **Poids total :** 15,1 kg
- **Précision de l'axe Z :** 0,00125 mm
- **Résolution XY :** 0,0285 mm (7680 x 4320)
- **Dimensions :** 306 x 273 x 567 mm³
- **Système :** EL3D-3.0.1
- **Logiciel de tranchage :** Chitubox
- **Source de lumière :** COB (longueur d'onde 405 nm)
- **Opération :** Écran tactile de 3,5 pouces
- **Électricité :** 100-240V 50/60Hz 24V 4A
- **Résines :** Compatible avec la majorité des résines sur le marché (standard, ABS, à base végétale, à base d'eau, lavable, etc.)
- **Méthode de dissipation de chaleur :** 4 caloducs en cuivre + double ventilateurs
- **Purificateur d'air :** Enfichable
- **Épaisseur des couches :** 0,01-0,2 mm
- **Vitesse d'impression :** 30-70 mm/h
- **Connectivité :** USB
- **Technologie :** Photopolymérisation MSLA
##### **Applications:**
- Imprimantes et résine abordables
- Bonne résolution
- Finition de surface lisse - pas de lignes de couches
- Variété de matériaux - flexible, durable, transparent, céramique, etc.
- Capacité d'imprimer des géométries complexes
- Fonctionnement silencieux de l'imprimante
- Sécurité - nécessite des EPI et une ventilation
- Petits volumes de construction par rapport au prix
- Processus de nettoyage et de post-durcissement étendu
- La résine nécessite une température ambiante chauffée ou chaude, généralement entre 20-30°C
- Retrait en XYZ selon la résine et les réglages
- Déformation possible sur les impressions grandes et mal soutenues
**Note:** Si vous manquez de résine dans l'imprimante pendant l'utilisation, vous pouvez faire pause et en remettre.
4\. Une fois l'impression faite, attendez jusqu'il n'y ait pas de résine qui coule en dessous votre impression.
5\. Enlevez le couvercle, dévissez le système d'ancrage de la plateforme et séparez-la de l'imprimante.
[](https://wiki.fablab.sorbonne-universite.fr/BookStack/uploads/images/gallery/2024-10/img-3721.jpeg)
6\. Raclez la plateforme pour séparer le modèle de celle-ci.

7\. Nettoyez la plateforme après chaque impression. S'il y a de la résine restante, filtrez-la et remmetez-là dans la bouteille de résine.
##### **Processus de curation**
1. Plongez le modèle dans un bain d'isopropanol et programmez un cycle de lavage de 5 min.
2\. Sortez le modèle du bain à l'aide du grille spéciale pour les modèles.
3\. Mettez-le a nouveau et programmez une cure de 2 min en appuyant sur le bouton ¨CURE¨.

Bibliographie:
- [https://www.elegoo.com/en-gb/products/elegoo-saturn-2-8k-10-inches-mono-lcd-3d-printer?srsltid=AfmBOoojom5ArIhjoONlSV1V5SzR1oMExcuEs69hRY9ZHbDjxNgATJUl](https://www.elegoo.com/en-gb/products/elegoo-saturn-2-8k-10-inches-mono-lcd-3d-printer?srsltid=AfmBOoojom5ArIhjoONlSV1V5SzR1oMExcuEs69hRY9ZHbDjxNgATJUl)
- [https://4dfiltration.com/resources/3d/what-is-msla?srsltid=AfmBOoqnjaVXMBvbAPJtBlB4GDqqLFUkfWPG6FoLKbuKr79qD2GiuFEA](https://4dfiltration.com/resources/3d/what-is-msla?srsltid=AfmBOoqnjaVXMBvbAPJtBlB4GDqqLFUkfWPG6FoLKbuKr79qD2GiuFEA)
- [https://drive.google.com/file/d/19dcHVP4HL8yb87HJKTQLds1azKqI6sp5/view](https://drive.google.com/file/d/19dcHVP4HL8yb87HJKTQLds1azKqI6sp5/view)
- [https://nexa3d.com/blog/msla-3d-printing/](https://nexa3d.com/blog/msla-3d-printing/)
Pour aller plus loin:
[https://youtu.be/aOt5n1LfRXc](https://youtu.be/aOt5n1LfRXc)
# Imprimante résine ELEGOO Mars 5 Ultra
[](https://wiki.fablab.sorbonne-universite.fr/BookStack/uploads/images/gallery/2025-02/F58image.png)
####
### **N'oubliez pas d'agiter la bouteille de résine avant/après utilisation!**
####
#### **Caractéristiques :**
- Logiciel Slicer : CHITUBOX
- Connectivité : Interface USB & WiFi
- Technologie : Stéréolithographie MSLA
- Source de lumière : COB (longueur d'onde 405 nm)
- XY Résolution: 18x18 um (8520x4320)
- Précision de l'axe Z : 0.02 mm
- Épaisseur de la couche : 0.01-0.2 mm
- Vitesse d'impression : MAX 150mm/H
#### **Principe :**
L'imprimante résine ELEGOO Mars 5 Ultra repose sur la technologie de stéréolithographie (SLA) ou plus précisément sur la méthode de Photopolymérisation par laser (ou MSLA, pour "Masked Stereolithography"). Voici le principe de son fonctionnement :
- **Projections de lumière UV** : L'imprimante utilise un écran LCD monochrome haute résolution pour afficher des images de chaque couche du modèle 3D à imprimer. L'écran agit comme un masque, et un laser UV sous l'écran polymérise la résine photosensible, durcissant la matière couche par couche.
- **Base mobile** : Le plateau de construction, sur lequel l'objet est formé, commence par être plongé dans un bain de résine liquide. Au fur et à mesure de l'impression, le plateau monte progressivement pour permettre à chaque nouvelle couche d'être imprimée.
- **Résine photosensible** : La résine utilisée est un liquide qui durcit sous l'action de la lumière UV, et chaque couche de l'objet imprimé est durcie de manière sélective selon le modèle 3D envoyé à l'imprimante.
- **Précision et détails** : Grâce à l'écran monochrome et la précision du laser, la Mars 5 Ultra offre une haute résolution et longévité, permettant des détails fins et une finition lisse des impressions.
##### **Avant l'impression :**
Veuillez slicer votre modèle 3D au format .stl à l'aide du logiciel CHITUBOX, puis exporter votre fichier slicé .ctb sur une clé USB.
Assurez vous que la plaque de construction et le réservoir de résine sont propres et qu'il n'y a pas de bosses ou de bavures. Si c'est le cas, nettoyez les avec des serviettes en papier et de l'alcool.
#### **Processus d'impression :**
**1)** Allumer l'imprimante (le bouton d'alimentation est situé à droite de l'imprimante)
[](https://wiki.fablab.sorbonne-universite.fr/BookStack/uploads/images/gallery/2025-02/MFdimage.png)
**2)** Au démarrage, l'imprimante effectue une **auto-vérification** de l'appareil, notamment des composants matériels clés pour éviter toute panne d'impression due à des dysfonctionnements matériels.
**Ne touchez pas l’imprimante pendant le processus d’auto-vérification.**
[](https://wiki.fablab.sorbonne-universite.fr/BookStack/uploads/images/gallery/2025-02/7KSimage.png)
**3)** Remplissez le réservoir de résine à au moins 1/3 de son volume, mais ne dépassez pas la position de la ligne MAX. Si le niveau de résine est insuffisant, l'impression ne pourra pas débuter.
[](https://wiki.fablab.sorbonne-universite.fr/BookStack/uploads/images/gallery/2025-02/ujBimage.png)
**4)** Couvrez le capot anti-UV de l'imprimante.
**5)** Insérez la clé USB contenant votre fichier préalablement slicé dans le port USB de l’imprimante.
**6)** Accédez au menu de l’écran tactile. Sélectionnez votre fichier slicé. Vérifiez les paramètres d’impression sur l'écran (type de résine, temps de durcissement, etc).
**7)** Appuyez sur **Démarrer l'impression** pour commencer.
**8)** Pendant l’impression, surveillez l’avancement pour vous assurer que la première couche adhère correctement à la plaque de construction. Si nécessaire, vous pouvez mettre l'impression en pause ou l'arrêter pour ajustez les paramètres.
##### **Une fois l'impression terminée:**
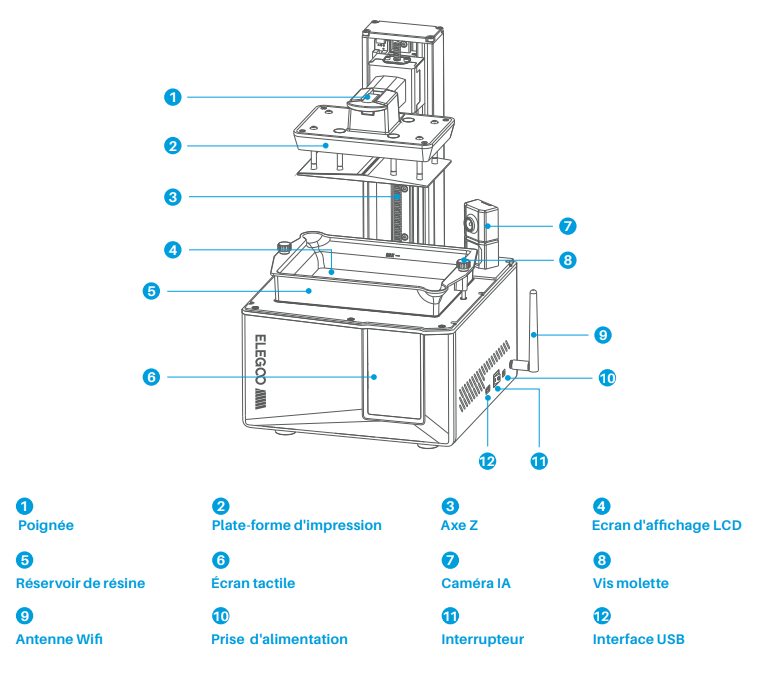
Soulevez la poignée pour retirer la plaque de construction et utilisez une spatule pour enlever délicatement le modèle.
[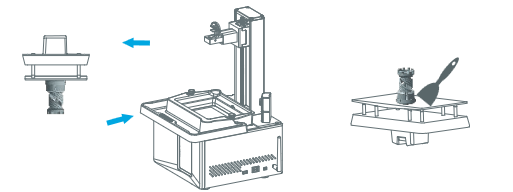](https://wiki.fablab.sorbonne-universite.fr/BookStack/uploads/images/gallery/2025-01/iS0image.png)
##### **Post-traitement** :
L'objet doit être nettoyé à l'alcool isopropylique (isopropanol) pour éliminer l'excédent de résine. Ensuite, il est essentiel de durcir l'impression sous lumière UV pendant quelques minutes afin de compléter la solidification.
Enfin, n'oubliez pas de nettoyez la plaque de construction et le réservoir de résine avec des serviettes en papier et de l'alcool.
##### **Caméra IA**
Dans l'interface de gestion de l'imprimante, vous pouvez activer la caméra AI pour observer la situation d'impression en temps réel. Vous pouvez également activer l'option time-lapse avant de commencer une impression. Les vidéos vont être sauvegardées dans l'historique.
Notes :
- La qualité de l'enregistrement peut diminuer sous de mauvaises conditions d'éclairage.
- Time-lapse ne peut être utilisée que lorsque la hauteur du modèle dépasse 50 mm. L'enregistrement de time-lapse commence à une hauteur de 30 mm et nécessite un temps de traitement supplémentaire après la fin de l'impression afin de générer les vidéos time-lapse. Le temps de traitement est directement proportionnel à la hauteur du modèle.
- L'appareil peut stocker jusqu'à 20 time-lapse vidéos. Une fois le stockage plein, les vidéos seront automatiquement remplacées dans l'ordre où elles ont été générées. Par conséquent, veuillez télécharger vos vidéos rapidement.
- Ce n'est que lorsque la hauteur du modèle dépasse 90 mm que la caméra AI détectera des conditions anormales telles que des anomalies sur la plaque de construction ou des bords déformés.
- Avec l'apprentissage continu, la détection et le jugement des anomalies par la caméra IA deviendront plus précis. Veuillez prêter attention aux informations de mise à jour de la caméra pour vous aider à accomplir vos tâches d'impression plus efficacement.
### **Précautions**
- Lors de l'utilisation de l'imprimante 3D, veuillez porter un masque et des gants pour éviter tout contact direct de la peau avec la résine photopolymère.
- Veuillez nettoyer le réservoir de résine avant de changer la résine pour une autre couleur.
- Veuillez ne pas utiliser d'outils tranchants ou pointus pour racler le réservoir de résine afin d'éviter d'endommager le film liner.
- En cas d'urgence lors de l'utilisation, veuillez d'abord éteindre l'alimentation de l'imprimante 3D.
- Si l'impression échoue, vous devez nettoyer l'excès de résine durcie dans le réservoir de résine et changer la résine, sinon cela pourrait endommager l'imprimante.
- Veuillez utiliser de l'alcool éthylique à 95 % (ou plus) ou de l'alcool isopropylique pour laver votre modèle, sauf si vous utilisez une résine lavable à l'eau.
##### **Utilisation de Chitubox (slicer):**
Il faut vérifier si les réglages du slice correspondent aux réglages optimales pour la combinaison résine/imprimante. Pour référence, des indications sont données dans le tableau ci-dessous (information pas infaillible, en fonction de votre modèle des ajustements peuvent être nécessaires)
| **Manufacturer** | **Resin Type** | **Resin Color** | **Layer Height** | **Bottom Layer Count** | **Bottom Exposure Time (s)** | **Exposure Time (s)** | **Light Off Delay (s)** | **Bottom Light Off Delay (s)** | **Lift Speed (mm/min)** | **Lift Distance (mm)** | **Retraction Speed (mm/s)** |
|---|
| **Elegoo** | **Rapid Standard Resin** | **Grey** | 0.05 mm | 3-5 | 60-80 | 6-8 | 0-2 | 0-2 | 60-80 | 6-8 | 5-10 |
| **SuperFlex 3DMaterial** | **Flexible Resin** | **Varies** | 0.05-0.1 mm | 4-6 | 40-60 | 5-7 | 2-3 | 2-3 | 50-60 | 4-6 | 5-10 |
| **Anycubic** | **UV Sensitive Resin** | **Black** | 0.05 mm | 3-5 | 60-80 | 6-8 | 0-2 | 0-2 | 60-80 | 6-8 | 5-10 |
| **Anycubic** | **UV Sensitive Resin** | **High Clear** | 0.05 mm | 3-5 | 60-80 | 6-8 | 0-2 | 0-2 | 60-80 | 6-8 | 5-10 |
| **Elegoo** | **Standard Photopolymer** | **Translucent** | 0.05 mm | 3-5 | 60-80 | 6-8 | 0-2 | 0-2 | 60-80 | 6-8 | 5-10 |
| **Elegoo** | **Standard 2.0 Resin** | **Black** | 0.05 mm | 3-5 | 60-80 | 6-8 | 0-2 | 0-2 | 60-80 | 6-8 | 5-10 |
| **Elegoo** | **Standard 2.0 Resin** | **White** | 0.05 mm | 3-5 | 60-80 | 6-8 | 0-2 | 0-2 | 60-80 | 6-8 | 5-10 |
| **Elegoo** | **Standard Resin** | **Red** | 0.05 mm | 3-5 | 60-80 | 6-8 | 0-2 | 0-2 | 60-80 | 6-8 | 5-10 |
| **Elegoo** | **Standard 2.0 Resin** | **Grey** | 0.05 mm | 3-5 | 60-80 | 6-8 | 0-2 | 0-2 | 60-80 | 6-8 | 5-10 |
| **Esun** | **Standard Resin** | **Mix** | 0.05 mm | 3-5 | 60-80 | 6-8 | 0-2 | 0-2 | 60-80 | 6-8 | 5-10 |
| **Esun** | **Standard Resin** | **Clear** | 0.05 mm | 3-5 | 60-80 | 6-8 | 0-2 | 0-2 | 60-80 | 6-8 | 5-10 |
| **Esun** | **Standard Resin** | **Red** | 0.05 mm | 3-5 | 60-80 | 6-8 | 0-2 | 0-2 | 60-80 | 6-8 | 5-10 |
| **Esun** | **Milky White S200** | **Milky White** | 0.05 mm | 3-5 | 60-80 | 6-8 | 0-2 | 0-2 | 60-80 | 6-8 | 5-10 |
| **Esun** | **eResin-PLA Clear** | **Clear** | 0.05 mm | 3-5 | 60-80 | 6-8 | 0-2 | 0-2 | 60-80 | 6-8 | 5-10 |
Ces réglages sont à faire de manière suivante:
- Dans Chitubox, après l'avoir configuré en séléctionnant la bonne machine ( si le logiciel n'est pas encore configuré), passer toutes les autres dialogues jusqu'a arriver sur l'image du slice.
- [](https://wiki.fablab.sorbonne-universite.fr/BookStack/uploads/images/gallery/2025-03/capture-decran-cbox-1.png)
- Dans slice settings, choisir print
- [](https://wiki.fablab.sorbonne-universite.fr/BookStack/uploads/images/gallery/2025-03/capture-decran-cbox-2.png)
- régler les paramètres en accord avec le tableau
# IMPRIMANTE ELEGOO SATURN 4 ULTRA (résine)
# Guide d'utilisation
L'espace biologie dispose de trois modèles d'imprimante ELEGO en résine : Saturn 2, Saturn 4 ULTRA et Mars 5 ULTRA.Vous trouverez dans ce guide le principe de fonctionnement global de la gamme ELEGO ainsi qu'un tableau comparatif pour orienter votre choix d'imprimante en fonction de vos besoins.
#### Fonctionnement global
L'impression résine est une forme d'impression 3D qui se base sur les propriétés photo-polymérisantes de certaines résines pour modeler des objets 3D. En effet, sous l'irradiation de rayons UV de telles résines, une réaction de polymérisation va s'enclancher : la résine liquide devient solide et se durcit. C'est par irradiation contrôlée de ces résines que nos imprimantes 3D parviennent à construire des objets.
On comprend donc déjà que les imprimantes à résines se composent de 2 éléments essentiels : un bac à résine et une lampeUV.
[](https://wiki.fablab.sorbonne-universite.fr/BookStack/uploads/images/gallery/2025-03/RbFimage.png)[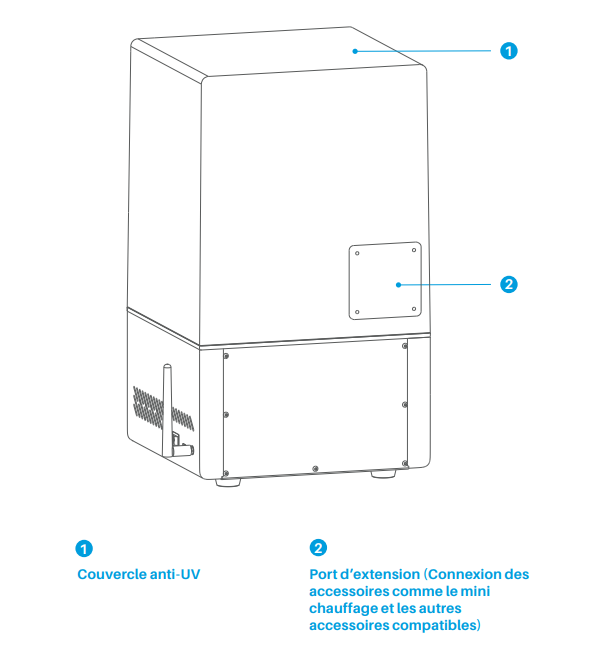](https://wiki.fablab.sorbonne-universite.fr/BookStack/uploads/images/gallery/2025-03/wGzimage.png)
#### Quelle imprimante pour quel besoin ?
La taille, l'esthétisme, la densité ou encore la vitesse de l'impression sont autant de critères à prendre en compte pour l'impression résine. Il est important de bien définir son projet car le choix de la bonne imprimante vous fera économiser du temps ( et de l'argent ). Pour vous guider dans ce choix, voici donc un tableau comparatif des 3 modèles disponibles au FabLab.
|
| ##### **Saturn 2**
[](https://wiki.fablab.sorbonne-universite.fr/BookStack/uploads/images/gallery/2025-02/wl1image.png)
| ##### **Saturn 4 Ultra**
[](https://wiki.fablab.sorbonne-universite.fr/BookStack/uploads/images/gallery/2025-02/lDpimage.png)
| ##### **Mars 5 Ultra**
[](https://wiki.fablab.sorbonne-universite.fr/BookStack/uploads/images/gallery/2025-02/Pb8image.png)
|
| Technologie | Photopolymérisation MSLA | Photopolymérisation MSLA | Stéréolithographie MSLA |
| Type de résine | Compatible avec la majorité des résines sur le marché (standard, ABS, à base végétale, à base d'eau, lavable, etc.) | Soutient la plupart des résines sur le marché (lavage à l'eau, standard, absorbant les abdominaux, à base de plantes, etc.) | Soutient la plupart des résines sur le marché (lavage à l'eau, standard, absorbant les abdominaux, à base de plantes, etc.) |
| Volume d'impression | 218,88 x 122,88 x 250 mm³ | 218,88 x 122,88 x 220 mm³ | 153,36 x 77,76 x 165 mm³ |
| Épaisseur des couches | 0,01-0,2 mm | 0,01-0,2 mm | 0,01-0,2 mm
|
| Vitesse d'impression | max 70 mm/h | max 150 mm/h | max 150 mm/h |
| Précision de l'axe z\* | 0,00125 mm | 0,02 mm | 0,02 mm
|
| Résolution XY\*\* | 0,0285 mm (7680 x 4320) | 19x24 μm (11520x5120) | 18x18 μm (8520x4320)
|
| Suivi Camera | Non | Oui | Oui |
| Logiciel de slicing | Chitubox | Chitubox & Autodesk Fusion | Chitubox |
\*Précision de l'axe z :
\*\*Résolution XY :
#### Lancer sa première impression
Une fois l'imprimante choisie, il est temps de plonger au coeur du sujet : l'impression. Cette impression se fait en trois étapes clés : le slicing, le calibrage et l'impression. A ces trois étapes peut s'en ajouter une dernière qui est le post-processing mais qui n'est pas obligatoire.
Précaution d'utilisation :
Remplir le bac de résine d'au moins 1/3 de son volume mais ne pas dépasser la ligne MAX.
En cas de l'échec de l'impression, il est impératif de nettoyer le bac de résine et de changer de résine pour éviter tout endommagement de l'imprimante.
Porter un masque et des gants à chaque utilisation de l'imprimante/manipulation de la résine afin d'éviter tout contact entre cette dernière et la peau.
Une fois le modèle imprimé, le laver avec de l'alcool éthylique ou isopropylique à 95 % (ou plus), sauf si
il a été fait dans une résine lavable à l'eau.
En cas d'urgence, commencer par couper l'alimentation électrique de la batterie.
#### Sources
[https://eu.elegoo.com/fr/products/elegoo-saturn-2-8k-10-inches-mono-lcd-3d-printer?srsltid=AfmBOoojom5ArIhjoONlSV1V5SzR1oMExcuEs69hRY9ZHbDjxNgATJUl&utm\_source=officiallisting&utm\_medium=referral&utm\_id=eustorefr](https://eu.elegoo.com/fr/products/elegoo-saturn-2-8k-10-inches-mono-lcd-3d-printer?srsltid=AfmBOoojom5ArIhjoONlSV1V5SzR1oMExcuEs69hRY9ZHbDjxNgATJUl&utm_source=officiallisting&utm_medium=referral&utm_id=eustorefr)
[https://eu.elegoo.com/fr/products/mars-5-ultra-9k-7inch-monochrome-lcd-resin-3d-printer](https://eu.elegoo.com/fr/products/mars-5-ultra-9k-7inch-monochrome-lcd-resin-3d-printer)
[https://eu.elegoo.com/fr/collections/saturn-series/products/elegoo-saturn-3-resin-3d-printer-12k](https://eu.elegoo.com/fr/collections/saturn-series/products/elegoo-saturn-3-resin-3d-printer-12k)
[https://download.elegoo.com/04%20LCD%20Printer/22%20Mars%205%20Ultra/ELEGOO%20MARS%205%20Ultra%20User%20Manual%20Version-Multilingual-20240504-V2.pdf](https://download.elegoo.com/04%20LCD%20Printer/22%20Mars%205%20Ultra/ELEGOO%20MARS%205%20Ultra%20User%20Manual%20Version-Multilingual-20240504-V2.pdf)
[https://download.elegoo.com/04%20LCD%20Printer/10%20Saturn%202/Manual/ELEGOO%20SATURN%202-Manual%20Book-English-20220615.pdf](https://download.elegoo.com/04%20LCD%20Printer/10%20Saturn%202/Manual/ELEGOO%20SATURN%202-Manual%20Book-English-20220615.pdf)
[https://download.elegoo.com//04%20LCD%20Printer/20%20Saturn%204%20Ultra/Saturn%204%20Ultra-User%20Manual-20240315-V1.pdf](https://download.elegoo.com//04%20LCD%20Printer/20%20Saturn%204%20Ultra/Saturn%204%20Ultra-User%20Manual-20240315-V1.pdf)
# Imprimante résine ELEGOO Saturn 4 Ultra
[](https://wiki.fablab.sorbonne-universite.fr/BookStack/uploads/images/gallery/2025-03/saturn4ultrafrontview-1220x1220-crop-center.webp)
### **N'oubliez pas d'agiter la bouteille de résine avant/après utilisation!**
#### **Caractéristiques :**
- Logiciel Slicer : CHITUBOX
- Connectivité : Interface USB & WiFi
- Technologie : Stéréolithographie MSLA
- Source de lumière : COB (longueur d'onde 405 nm)
- XY Résolution: 19x24 µm (11520x5120)
- Précision de l'axe Z : 0.02 mm
- Épaisseur de la couche : 0.01-0.2 mm
- Vitesse d'impression : MAX 150mm/H
#### **Principe :**
L'imprimante résine ELEGOO Saturn 4 Ultra repose sur la technologie de stéréolithographie (SLA) ou plus précisément sur la méthode de Photopolymérisation par laser (ou MSLA, pour "Masked Stereolithography"). Voici le principe de son fonctionnement :
- **Projections de lumière UV** : L'imprimante utilise un écran LCD monochrome haute résolution pour afficher des images de chaque couche du modèle 3D à imprimer. L'écran agit comme un masque, et un laser UV sous l'écran polymérise la résine photosensible, durcissant la matière couche par couche.
- **Base mobile** : Le plateau de construction, sur lequel l'objet est formé, commence par être plongé dans un bain de résine liquide. Au fur et à mesure de l'impression, le plateau monte progressivement pour permettre à chaque nouvelle couche d'être imprimée.
- **Résine photosensible** : La résine utilisée est un liquide qui durcit sous l'action de la lumière UV, et chaque couche de l'objet imprimé est durcie de manière sélective selon le modèle 3D envoyé à l'imprimante.
- **Précision et détails** : Grâce à l'écran monochrome et la précision du laser, la Saturn 4 Ultra offre une haute résolution et longévité, permettant des détails fins et une finition lisse des impressions.
##### **Avant l'impression :**
Veuillez slicer votre modèle 3D au format .stl à l'aide du logiciel CHITUBOX, puis exporter votre fichier slicé .ctb sur une clé USB.
Assurez vous que la plaque de construction et le réservoir de résine sont propres et qu'il n'y a pas de bosses ou de bavures. Si c'est le cas, nettoyez les avec des serviettes en papier et de l'alcool.
#### **Processus d'impression :**
**1)** Allumer l'imprimante (le bouton d'alimentation est situé à droite de l'imprimante)
[](https://wiki.fablab.sorbonne-universite.fr/BookStack/uploads/images/gallery/2025-03/b9Fimg-20250320-151820.jpg)
**2)** Au démarrage, l'imprimante effectue une **auto-vérification** de l'appareil, notamment des composants matériels clés pour éviter toute panne d'impression due à des dysfonctionnements matériels.
**Ne touchez pas l’imprimante pendant le processus d’auto-vérification.**
[](https://wiki.fablab.sorbonne-universite.fr/BookStack/uploads/images/gallery/2025-02/7KSimage.png)
**3)** Remplissez le réservoir de résine à au moins 1/3 de son volume, mais ne dépassez pas la position de la ligne MAX. Si le niveau de résine est insuffisant, l'impression ne pourra pas débuter.
[](https://wiki.fablab.sorbonne-universite.fr/BookStack/uploads/images/gallery/2025-02/ujBimage.png)
**4)** Couvrez le capot anti-UV de l'imprimante.
**5)** Insérez la clé USB contenant votre fichier préalablement slicé dans le port USB de l’imprimante.
**6)** Accédez au menu de l’écran tactile. Sélectionnez votre fichier slicé. Vérifiez les paramètres d’impression sur l'écran (type de résine, temps de durcissement, etc).
**7)** Appuyez sur **Démarrer l'impression** pour commencer.
**8)** Pendant l’impression, surveillez l’avancement pour vous assurer que la première couche adhère correctement à la plaque de construction. Si nécessaire, vous pouvez mettre l'impression en pause ou l'arrêter pour ajustez les paramètres.
##### **Une fois l'impression terminée:**
Soulevez la poignée pour retirer la plaque de construction et utilisez une spatule pour enlever délicatement le modèle.
[](https://wiki.fablab.sorbonne-universite.fr/BookStack/uploads/images/gallery/2025-01/iS0image.png)
##### **Post-traitement** :
L'objet doit être nettoyé à l'alcool isopropylique (isopropanol) pour éliminer l'excédent de résine. Ensuite, il est essentiel de durcir l'impression sous lumière UV pendant quelques minutes afin de compléter la solidification.
Enfin, n'oubliez pas de nettoyez la plaque de construction et le réservoir de résine avec des serviettes en papier et de l'alcool.
##### **Caméra IA**
Dans l'interface de gestion de l'imprimante, vous pouvez activer la caméra AI pour observer la situation d'impression en temps réel. Vous pouvez également activer l'option time-lapse avant de commencer une impression. Les vidéos vont être sauvegardées dans l'historique.
Notes :
- La qualité de l'enregistrement peut diminuer sous de mauvaises conditions d'éclairage.
- Time-lapse ne peut être utilisée que lorsque la hauteur du modèle dépasse 50 mm. L'enregistrement de time-lapse commence à une hauteur de 30 mm et nécessite un temps de traitement supplémentaire après la fin de l'impression afin de générer les vidéos time-lapse. Le temps de traitement est directement proportionnel à la hauteur du modèle.
- L'appareil peut stocker jusqu'à 20 time-lapse vidéos. Une fois le stockage plein, les vidéos seront automatiquement remplacées dans l'ordre où elles ont été générées. Par conséquent, veuillez télécharger vos vidéos rapidement.
- Ce n'est que lorsque la hauteur du modèle dépasse 90 mm que la caméra AI détectera des conditions anormales telles que des anomalies sur la plaque de construction ou des bords déformés.
- Avec l'apprentissage continu, la détection et le jugement des anomalies par la caméra IA deviendront plus précis. Veuillez prêter attention aux informations de mise à jour de la caméra pour vous aider à accomplir vos tâches d'impression plus efficacement.
### **Précautions**
- Lors de l'utilisation de l'imprimante 3D, veuillez porter un masque et des gants pour éviter tout contact direct de la peau avec la résine photopolymère.
- Veuillez nettoyer le réservoir de résine avant de changer la résine pour une autre couleur.
- Veuillez ne pas utiliser d'outils tranchants ou pointus pour racler le réservoir de résine afin d'éviter d'endommager le film liner.
- En cas d'urgence lors de l'utilisation, veuillez d'abord éteindre l'alimentation de l'imprimante 3D.
- Si l'impression échoue, vous devez nettoyer l'excès de résine durcie dans le réservoir de résine et changer la résine, sinon cela pourrait endommager l'imprimante.
- Veuillez utiliser de l'alcool éthylique à 95 % (ou plus) ou de l'alcool isopropylique pour laver votre modèle, sauf si vous utilisez une résine lavable à l'eau.
##### **Utilisation de Chitubox (slicer):**
Il faut vérifier si les réglages du slice correspondent aux réglages optimaux pour la combinaison résine/imprimante. Pour référence, des indications sont données dans le tableau ci-dessous (information pas infaillible, a prendre comme premiers réglages à modifier lors de
| **Manufacturer** | **Resin Type** | **Resin Color** | **Layer Height** | **Bottom Layer Count** | **Bottom Exposure Time (s)** | **Exposure Time (s)** | **Light Off Delay (s)** | **Bottom Light Off Delay (s)** | **Lift Speed (mm/min)** | **Temperature (°C)** | **Retraction Speed (mm/s)** |
|---|
| **Anycubic** | **Basic** | **High Clear** | 0.05 mm | 5 | 35 | 10 | default | default | 90 | 25 | default |
Ces réglages sont à faire de manière suivante:
- Dans Chitubox, après l'avoir configuré en séléctionnant la bonne machine ( si le logiciel n'est pas encore configuré), passer toutes les autres dialogues jusqu'a arriver sur l'image du slice.
- [](https://wiki.fablab.sorbonne-universite.fr/BookStack/uploads/images/gallery/2025-03/capture-decran-cbox-1.png)
- Dans slice settings, choisir print
- [](https://wiki.fablab.sorbonne-universite.fr/BookStack/uploads/images/gallery/2025-03/capture-decran-cbox-2.png)
- régler les paramètres en accord avec le tableau
# Impression Résine : Paramètres, Conseils & Astuces
**Pour les Paramètres :**
**Hauteur de couche :** 0.05 en général, pas moins de 0.03 et pas plus de 0.1.
0.1 est bien pour les résines transparentes car elles laissent "trop" passer la lumières pour bien s'imprimer en fines couches.
**Nombre de Bottom Layers :** 4 à 6 (2 à 4 si avec couches de transitions)
**Nombre de Couche de Transitions :** 0 à 8
Normalement les couches de transition ne sont pas nécessaires, sauf pour certaines résines exotiques.
**Exposition des Couches Normales :** à Qualibrer.
Il faut normalement recalibrer dès qu'on change, mixe, ou pigmente des résines.
Cependant on peut approximer en changeant légèrement si on pigmente légèrement par exemple.
Plus la résine est transparente, plus le temps d'exposition doit être long.
Quand les pigments sont légers et blancs/clairs, il dispersent la lumière et on peut donc réduire le temps d'exposition, à l'inverse quand ils sont concentrés et noirs/foncés, ils absorbent trop et il faut garder un temps d'exposition élevé comme pour la résine transparente.
En général Résine Blanche < Colorée / Grise < Noire < Transparente Colorée < Transparente
**Exposition Bottom Layers :** Max 10x l'exposition normale, peut descendre à 4x l'exposition normale dans certains cas.
Étant donné que les premières couches sont celles qui fixent l'impression au plateau, il s'agit surtout de trouver un bon compromis entre "l'impression est bien fixé sur le plateau" et "l'impression n'est pas trop difficile à détacher du plateau".
Donc plus l'impression est petite, plus il est possible de baisser ce paramètre pour que retirer la pièce du plateau ne soit pas un calvaire.
**Rest Time Before Release :** 0.5s
Permet un temps mort à la résine pour arrêter sa polymérisation avant levage.
**Rest Time After Release :** 0.5s
Permet un temps mort au moteur pour bien partir dans l'autre sens.
**Rest Time After Retract :** 2s
Permet à la résine d'arrêter de bouger avant polymérisation.
Les impressions avec une grande section/surface de couche (+ de 5x5cm²) peuvent nécessiter + pour une qualité parfaite.
Plus la résine est visqueuse, plus il faut augmenter.
2 secondes suffisent pour la grande majorité des impressions et résines
Explication Complète : [https://ameralabs.com/blog/light-off-delay-blooming/](https://ameralabs.com/blog/light-off-delay-blooming/)
**Distance de Levage / Lift Distance :** 4 + 3 (7 mm total suffisent largement)
**Distance de Rétractation / Retract Distance :** 5.5 + 1.5 (paramètre pas très important)
**Bottom Lift Speed :** 15 mm/min (+ 1000 mm/min pour vitesse max)
Avoir une levée très lente sur les premières couches coute très peu en temps et permet de s'assurer qu'elles soient bien décollées.
**Lift Speed :** Entre 0 et 60 "safe" OU Entre 180 et 240 (jusqu'à 300 pour film ACF) (+ 1000 mm/min pour vitesse max)
Il faut éviter les vitesses entre
**Retract Speed :** 180 + 60 mm/min "safe" ou 1000 + 300 "rapide"
**Bottom Tolerance Compensation :** b -0.1mm (quand imprimé directement sur le plateau, pour réduire le grossissement des premières couches)
**Anti Aliasing Level :** 4 (Dépend des résines, mais trop long et dur à calibrer, 4 est bien dans la majorité des cas)
Explication Complète : [https://www.liqcreate.com/supportarticles/explained-tested-anti-aliasing-aa-and-blur-in-resin-3d-printing/](https://www.liqcreate.com/supportarticles/explained-tested-anti-aliasing-aa-and-blur-in-resin-3d-printing/)