🕹️ Fraiseuse CIF TechnoDrill 2
CIF Technodrill 2 Le logiciel GALAAD est un outil très complexe pour pouvoir utiliser le CIF Technodrill 2. Avec cette machine vous pouvez fraiser du bois, des circuits imprimés ou d'autre type de matériaux. Dans ce tutoriel on va s'intéresser à la création de circuits imprimés. Pour vous expliquer comment utiliser cet appareil et ses logiciels suivez les chapitres suivants.
- Exporter un PCB depuis kicad
- Différentes Parties de la Machine
- Graver Les Pistes ¶
- Placer, initialiser et graver la plaque ¶
- Perçage et Détourage ¶
- Le PCB biface
- Usinage plastiques et métaux tendres (aluminium, plastiques, bois, ...)
Exporter un PCB depuis kicad
Il n'est pas question ici de faire un tutoriel sur l'utilisation de kicad pour concervoir des circuits électroniques (il y en a déjà plein sur le web). Par contre il y a quelque règles à respecter pour que le circuit puisse être correctement gravé avec la technodrill II.
règles de dessin
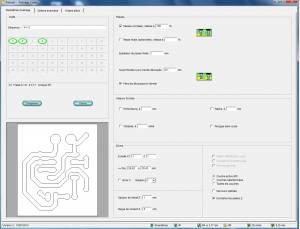
Dans pcbnew (l'outil de dessin de PCB de kicad) on peut définir des règles de conceptions, correspondant aux contraintes technique de la réalisation du PCB (et de la dextérité du soudeur).
La copie d'écran ci dessous montre une isolation de 0,2mm mais depuis nous avons affiné la procédure - c'est bien 0,25 qu'il faut mettre.
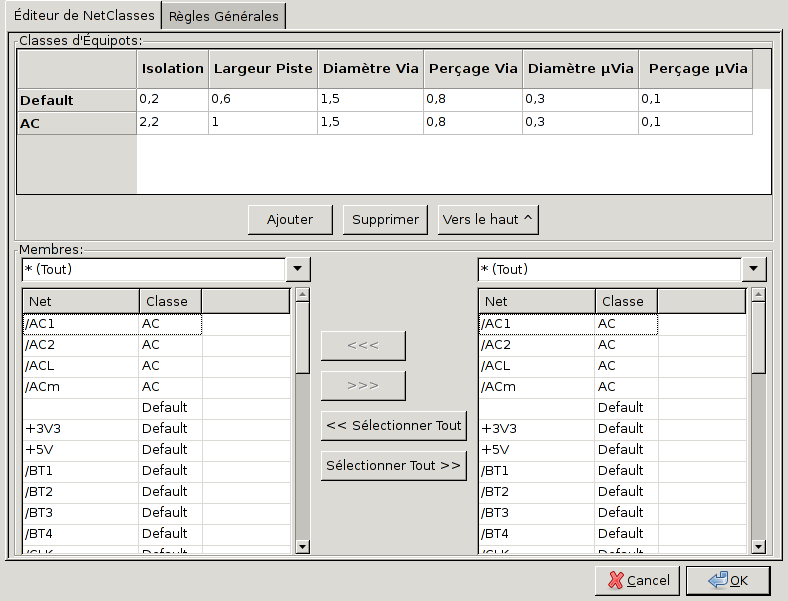
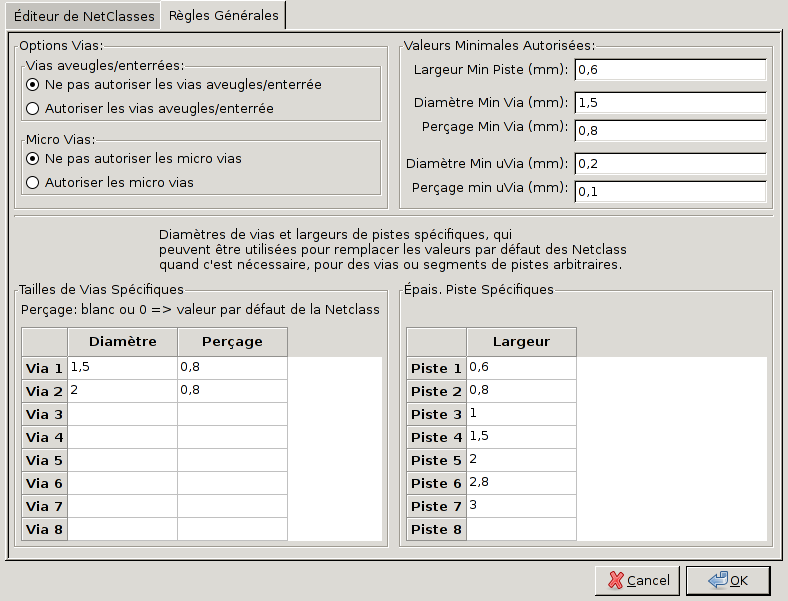
Le deuxième onglet («régles générales») définit les valeurs minimales pour l'ensemble du dessin (indépendament de la classe du signal). C'est aussi ici que l'on peut définir les différentes largeurs de via et pistes diponibles dans les menus.
dimensions des pastilles
Les pastilles des bibliothèques de composants ou d'empreintes pour les composants traversants sont en général trop petites: il n'y a pas assez de cuivre autour du trou, surtout si l'on perce plus gros que ce que prévoit l'empreinte. Comme pour les vias, il faut une pastille de au moins 1,5mm pour un trou de 0,8. Il est possible de mofifier les paramètres des pastilles: avec un clic droit, on peut ouvrir les propriétés de la pastille, et modifier sa forme, taille et perçage. On peut ensuite, toujours avec un click droit, copier ces paramètres dans les paramètres courant pour les appliquer à d'autre pastilles, ou modifier toute les pastilles de l'empreinte, ou toute les pastilles des empreintes similaires.
fichiers de fabrication
Une fois defini le dessin du PCB, il faut générer les fichiers de fabrication compatibles avec percival (le logiciel de PCB de la technodrill). Pour cela, il faut aller dans le menu «Fichiers» -> «tracer». Dans la fenêtre, il faut choisir le format («Gerber»), selectionner les couches à inclure (F.Cu et/ou B.Cu, Edge.Cuts si on veut faire le détourage). Il ne faut pas cocher «Exclude les tracés contour PCB des autres couches», cela empêcherait percival de détecter automatiquement le contour du circuit.
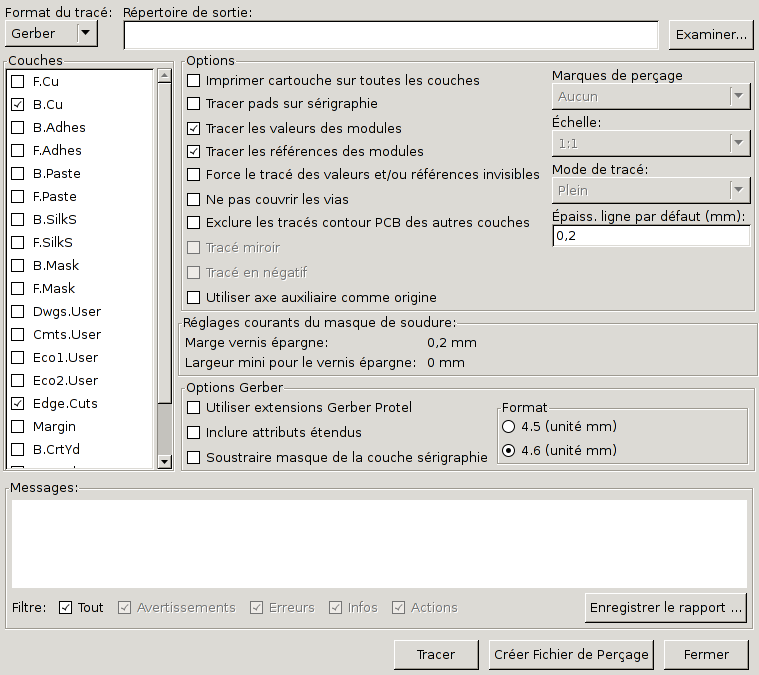
En cliquant sur le bouton «Tracer» en bas, pcbnew génère un fichier par couche sélectionnée. Dans les messages apparaissent le nom des fichiers générés. En cliquant sur le bouton «Créer fichier de perçage», une autre fenêtre s'ouvre qui permettra de générer un fichier de perçage. Il faut sélectionner «Pouces» pour les unités de perçage, décimal pour le format des zéros, «gerber» pour le format du plan de perçage. Selectionner «Générer trous métallisés et non métallisés en un seul fichier» dans les options, et «Absolu» pour les origines. Cliquer ensuite sur «fichier de perçage» pour générer le fichier .drl.
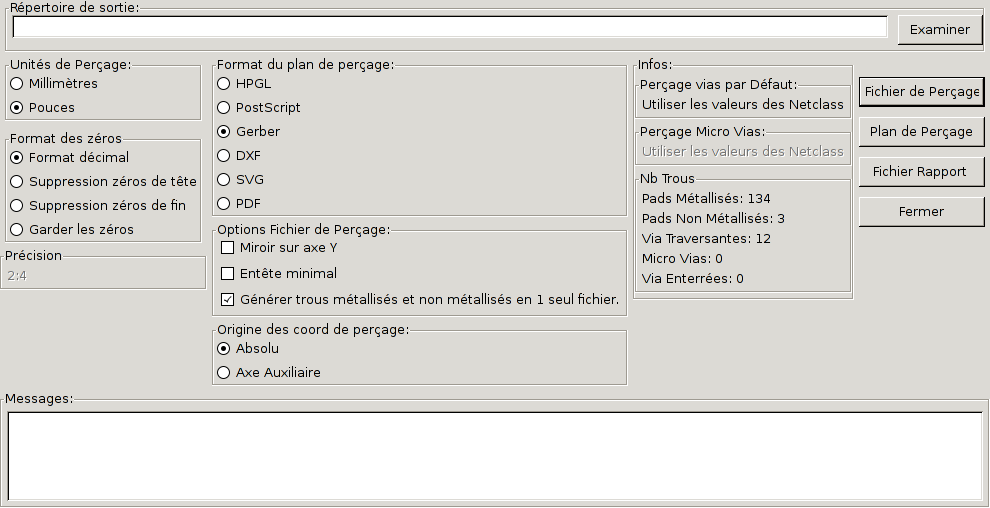
Vous avez maintenant les fichiers .grb et .drl nécessaires pour graver le PCB.
Différentes Parties de la Machine
L'ordinateur

La Technodrill 2 de CIF est équipée d'un ordinateur sous Windows qui contient les logiciels Galaad et Percival. Cet ordinateur se trouve à gauche de la fraiseuse numérique.
La Cage



La cage en plexiglass entoure la totalité des composantes de la CIF (sauf l'aspirateur). Ouvrez la cage en glissant la porte sur la cage.
Attention : toujours fermer la cage avant de démarer un usinage ! Un outil tournant à 29000 trs/mn peut se transformer en dangereux projectile.
Support en Bois

Quand vous ouvrez la cage, vous voyez une plaque en bois sur une plaque en plexiglas tout en bas. C'est ce que l'on apelle le plateau martyr, il est là pour créer un support sur lequel on va pouvoir fraiser. Il a été surfacé de manière a être parfaitement parallèle au plan X/Y de la machine. Ce surfaçage a crée au fond un rebord parallèle à l'axe X de la machine, on s'en servira pour placer le PCB ou la pièce bien parallèle à l'axe X.
La Fraiseuse
Au milieu de la cage vous allez remarquer la fraiseuse. On doit placer la fraise et faire certains réglages sur cette fraiseuse.
Vous allez remarquer en haut de cette fraiseuse un potentiomètre. Ceci définit la vitesse de rotation de la machine, entre 8000 et 29000 tours/minutes.
La vitesse de rotation dépend du matériau et de l'outil utilisé (voir plus bas).

Par contre, placer la fraise est un peu plus complexe. Dans la page suivante vous allez voir comment le mettre.


LED (optionnel)

La LED permet d'un éclairage dans la cage pour pouvoir pointer l'outil facilement.
L'Aspirateur

La gravure ou l'usinage provoquent des copeaux et poussières, qui peuvent perturber la suite des opérations (et s'aglomérant autour des outils), voir endomager la machine si elles s'accumulent sur les vis sans fin et les glissières. L'aspirateur (en positionant bien la buse d'aspiration) permet d'aspirer le plus gros des poussières et copeaux pendant l'usinage. Ce n'est pas indispensable pendant une gravude de PCB mais cela l'est pour usiner du bois ou du plastique.
Toujours bien nettoyer la machine avec aspirateur et brosse après utilisation
Les outils


Il faut des outils avec une tige (ou queue) de 3,15mm (1/4 de pouce) de diamètre. Pour les PCB prendre des outils au carbure de tungstène; les outils au titane (aspect jaune) ne sont pas assez durs.
Les paramètres d'usinage dépendent de chaque outil et du matériau à usiner. Ils sont:
- vitesse de rotation: avec le diamètre de l'outil elle défini la vitesse de coupe (la vitesse linéaire de la dent au bord de l'outil). Plus elle est élevée plus on poura usiner vite, mais plus cela chauffe (et cela peut faire fondre le matériau).
- vitesse d'avance: avec la vitesse de rotation, elle défini la quantité de matìère à enlever par dent et par tour. Dans les matériaux tendre il faut une vitesse d'avance suffisante pour produire un vrai copeau. Dans les matériaux durs, il ne faut pas aller trop vite pour ne pas casser l'outil.
- profondeur de passe: quantité de matière que l'outil va enlever lors d'un passage. Une profondeur de passe risque de casser l'outil ou le matériau à usiner (contraintes trop fortes); ou de faire fondre le matériau.
Voici quelque exemple d'outils et leur paramètres
- fraise conique 30° 0,1mm (gravure): https://www.amazon.fr/gp/product/B00EQ1XMSQ/
- PCB: rotation 29000 trs/mn (broche sur 6), avance 10mm/s, profondeur de passe 0,03mm
- fraise cylindrique 1,5mm (gros hachurage, détourage): https://www.amazon.fr/gp/product/B00REGXWQ2/
- PCB: rotation 29000 trs/mn (broche sur 6), avance 5mm/s, profondeur de passe 0,5mm
- bois, plastique tendre (ABS, plexi): rotation 12000 trs/mn (broche sur 2), avance 20mm/s, profondeur de passe 0,5mm à 1mm
- plastique dur (polycarbonate): rotation 12000 trs/mn (broche sur 2), avance 20mm/s, profondeur de passe 0,5mm
- fraise cylindrique 0,8mm (hachurage, détourage précis): https://www.amazon.fr/gp/product/B00REGY2CA/
- PCB: rotation 29000 trs/mn (broche sur 6), avance 5mm/s, profondeur de passe 0,5mm
- jeu de forets (perçage) de 0,1 à 1,2mm (pour les PCB il n'y a pas besoin de moins de 0,5mm): https://www.amazon.fr/gp/product/B01NCIZ2VP/
- PCB: rotation 29000 trs/mn (broche sur 6), avance 5mm/s (en vertical !)
- fraise 1 dent Ø3.17 spécial alu: https://www.cncfraises.fr/187-carbures-1-dent-aluminium
- Aluminium 6060: 12000 trs/mn (broche sur 2), avance 2mm/s, profondeur de passe 0,2mm, vitesse de plongée 10%.
On peut se passer des forets, en utilisant les fraises cylindrique pour usiner les trous. Mais utiliser un foret va plus vite et est plus économique.
Graver Les Pistes ¶
définir les outils
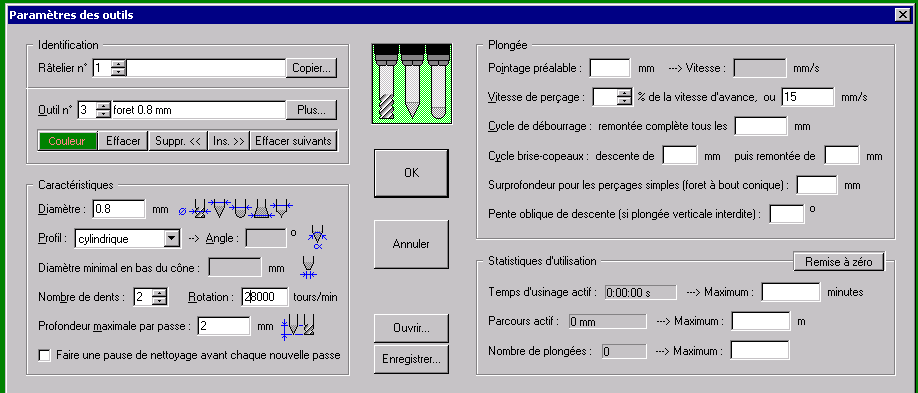
Avant de pouvoir graver, il faut indiquer quels outils on va utiliser. Pour cela lancez percival puis rendez-vous dans «bibliothèque d'outils» du menu «Paramètres». Percival utilise toujours le ratelier numéro 1, c'est donc celui ci qu'il faut sélectioner. Vous pouvez ensuite passer en revue les outils, ou en définir de nouveaux.
Pour chaque outils, outre forme et diamètre, un paramètre important est la profondeur maximale par passe et la vitesse de plongée. Il ne faut pas être trop gourmand, au risque de casser l'outil. Pour les petite fraises coniques, une profondeur de passe de 0,03mm donne de bons résultats et permet de graver un PCB standard en 2 passes.
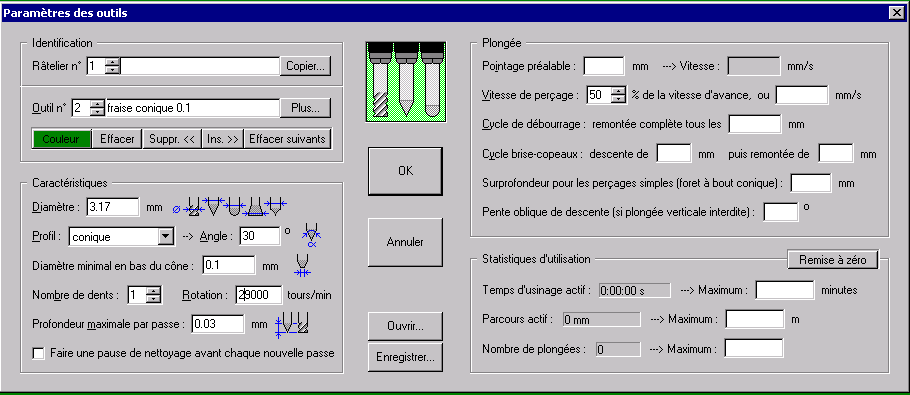
Pour les fraises cylindriques plus grosse, on peut faire des passes plus profondes (1mm). Pour les forets qui ne feront que du perçage, on peut aller encore plus profond, mais il faut limiter la vitesse de plongée.
Après avoir vérifié les outils disponibles, on peut sélectionner les outils qui seront utilisés pour le PCB. Pour cela rendez-vous dans «Outil selectionnés» du menu «Paramètres».
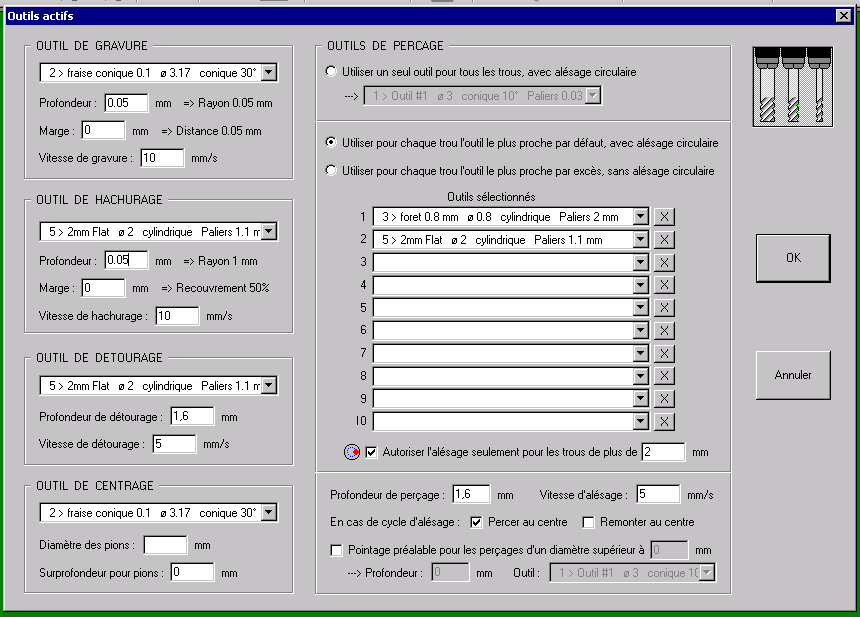
l'«outil de gravure» sera utilisé pour creuser le cuivre entre les pistes. On utilisera pour cela une fraise conique, avec un angle entre 10 et 30° et une base de 0,01 ou 0,02mm (par exemple: CNBTR N2AS sur amazon). La couche de cuivre d'un PCB standard étant de 35µm (0,035mm), on usinera à une profondeur de 0,05mm pour avoir un peu de marge. Si on utilise un PCB renforcé (70µm) il faudra bien sur ajuster ce paramètre.
La gravure se contente d'isoler les pistes, mais laisse du cuivre entre les pistes. Si on veut supprimer ce cuivre, il faudra définir une zone de hachurage. L'outil à utiliser sera une fraise cylindrique de diamètre plus important (entre 0,8 et 2mm par exemple). La profondeur sera la même que pour la gravure.
Le détourage est l'opération qui va découper les contours du PCB. L'outil à utiliser sera une fraise cylindrique de 1,5 ou 2mm de diamètre. La profondeur doit correspondre à l'épaisseur du PCB.
Il faut faire attention aux outils sélectionnés pour le perçage. Par défaut percival propose d'utiliser un outil unique, et de faire des alésages circulaires pour réaliser le trou du diamètre demandé. Avec un foret c'est la casse assurée. On peut choisir par exemple un foret de 0,8mm pour les plus petit trous, et une fraise cylindrique pour aléser les trous les plus gros. Dans ce cas il faut bien autoriser l'aléage uniquement pour les trous supérieurs au diamètre de la fraise, sans quoi un trou de par exemple 1mm sera alésé avec le foret de 0,8, qui cassera.
Importer Les Pistes
Pour cette étape, avant tout il va falloir d'importer les pistes au logiciel Percival. Pour cela, selectionez «nouveau circuit» dans le menu «ouvrir» du menu «Ficher», et chargez votre fichier .grb. Le logiciel vous proposera de recadrer la carte autour du circuit existant, veuillez à laisser une petite marge (2mm par exemple). Vous devez aussi définir l'épaisseur de votre PCB (en général 1,5 ou 1,6mm. En cas de doute vérifiez avec un pied à coulisse).
Si vous avez exporté le contour du circuit dans le fichier gerber, percival devrait le détecter et demander confirmation. Si non vous pouvez demander la détection, ou le définir dans le menu «détourage» du menu «usinage».
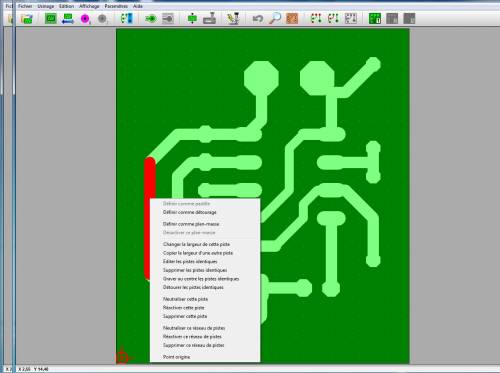
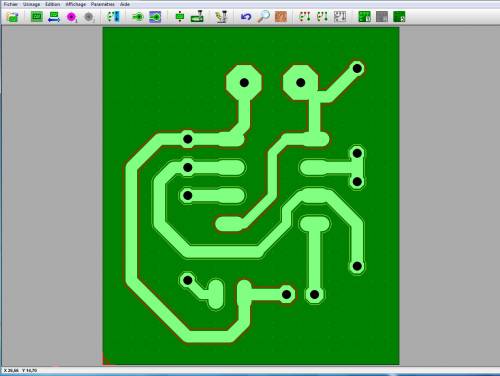
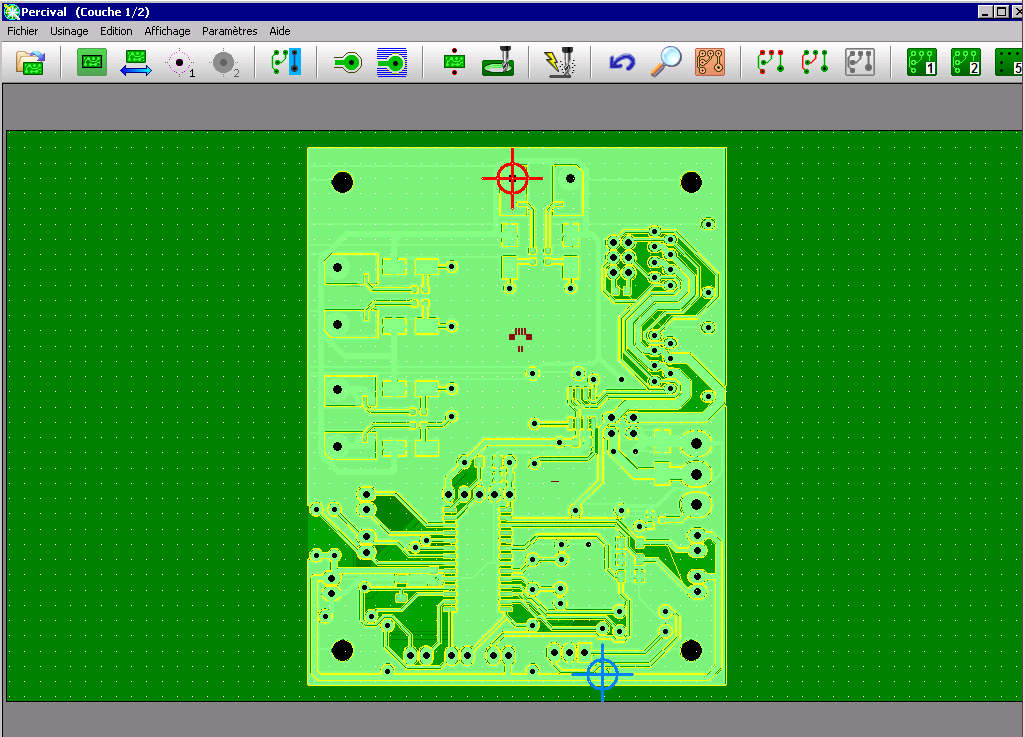
Vous devez voir l'écran suivant :
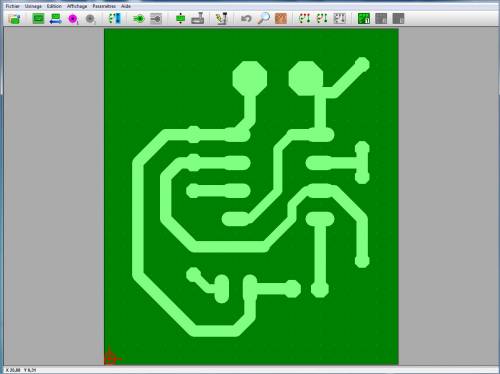
Le plus souvent, on peut voir toutes les pistes bien séparées comme on l'attendait. Cependant, ce n'est pas toujours le cas. Même si sous Eagle ou Kicad on dessine les pistes séparément, il peut arriver des problèmes et des complications quand on importe le schéma à Percival. Cela peut provenir du fait que la pointe définie dans le logiciel ne soit pas une pointe adaptée à la gravure. Vérifiez vos choix d'outils !
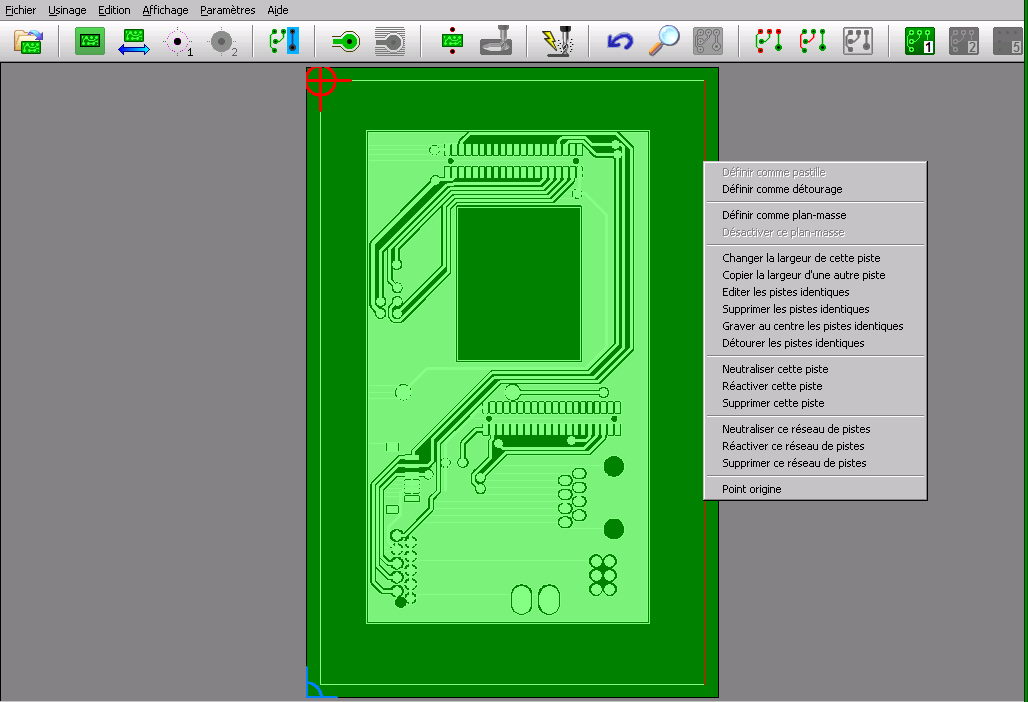
Si les outils sont corrects, vous allez redéfinir les pistes problèmatiques qui sont normalement dorées. Cliquez droit pour accéder au menu suivant. Redéfinissez les pistes qui ne sont pas considérés comme pistes actives. Si vous ne faites pas cette étape, la fraiseuse risque de ne pas graver la totalité des pistes dont vous avez besoin.
Les plans de masse devraient avoir été détectés automatiquement; si ce n'est pas le cas cela peut être corrigé via le menu «plans-masses» du menu «usinage».
Importer Les Trous
Pour que l'import des perçages fonctionne correctement il faut avoir crée un fichier de perçage (.drl) avec les cotes en pouces (si les cotes sont en millimètres, les trous apparaitrons beaucoup trop gros). Pour cela, selectionnez «Perçages» Dans le menu «ouvrir» du menu «fichier».
Il est également possible de placer ou modifier les trous manuellement. Pour cela cliquez droit sur une des pastilles correspondantes et accédez au menu suivant.
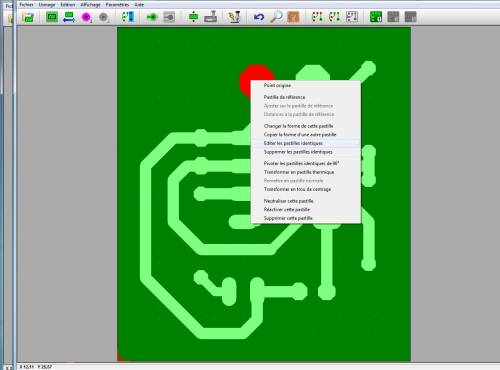
Cliquez sur "Editez les pastilles identiques" pour ne pas faire cette étape manuellement pour chaque pastille.
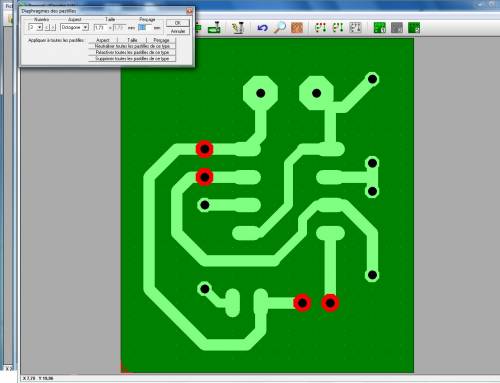
Choisissez la taille des trous que vous souhaitez pour cette pastille. Le diamètre 0,8mm correspond le plus souvent au diamètre de trous pour les vias, ce sera un peu petit pour les pins, il faudra envisager un diamètre supérieur pour ces dernières.
Pour certains types de pastilles, le logiciel ne propose pas cette modification immédiatement(par exemple pour les pattes du timer). Pour ces types de pastilles, les trous seront possibles après avoir sélectionné l'option définir comme pastille.
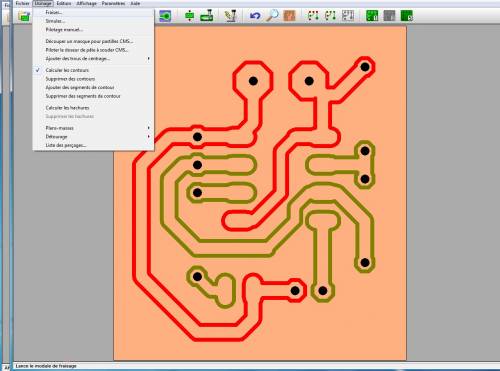
Calculer les contours
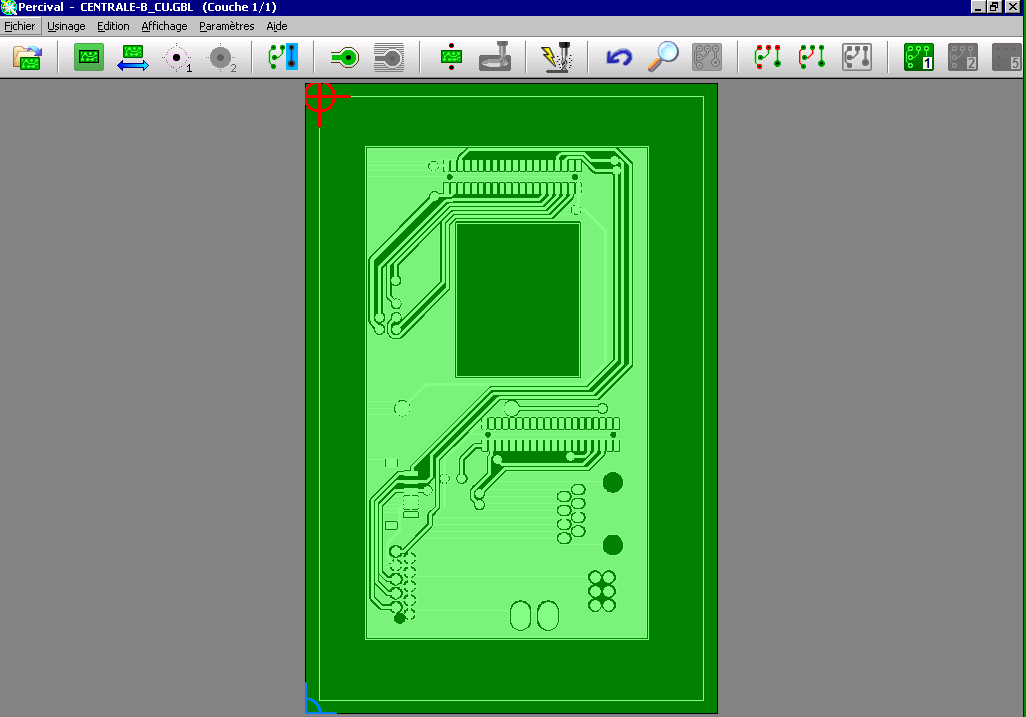
Maintenant qu'on a importé correctement le schéma dans Percival, la fraiseuse doit être informée formellement des endroits où il va garder le cuivre pour créer les pistes. Pour cela, si vous êtes sûr que votre schéma est bon, cliquez "Calculer les Contours" et puis cliquez sur OK. Si certains contours sont absents, ce qui peut arriver, vous allez devoir les tracer manuellement. Cela se fera en sélectionnant l'option Ajouter des segments de contours, qui vous sera accessible après avoir fait faire les contours du circuit au programme. L'option Rendu final facilitera la visualisation des segments absents sur le circuit.
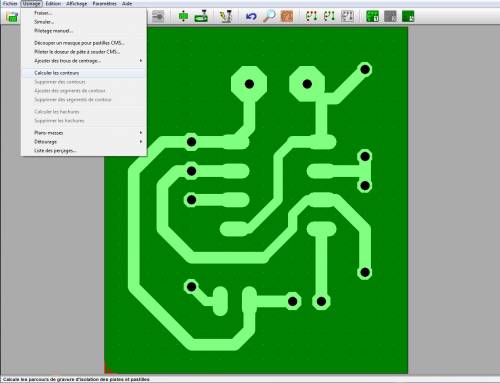
Vous voyez que le logiciel a entouré les pistes et cela veut dire qu'il connait maintenant les pistes.
Le Rendu Final
Vous avez la possibilité de voir concrètement ce que la machine va créer. Pour cela, cliquez sur le bouton "Rendu Final". Vous allez pouvoir visualiser ce qui sera gravé.
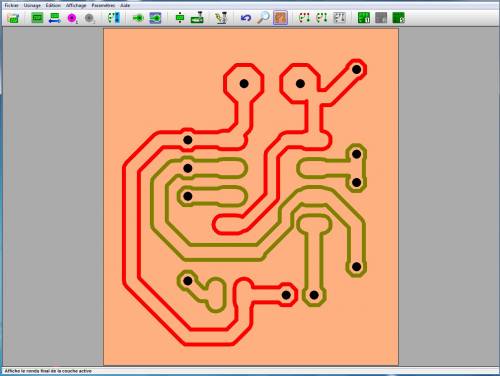
C'est la dernière étape de vérification. Sachez que les différentes couleurs n'ont pas une signification importante (doré ou rouge). Avant de lancer la gravure, vous devez impérativement vérifier qu'aucune piste ne se croise pas involontairement.
Fraiser
Si vous confirmez et si vous voulez gravez ce que vous voyez, cliquez sur la bouton "Fraiser".
Choisissez "Gravure puis perçage" (respectez cet ordre). Si vous avez défini un contour, vous pouvez cocher «puis détourage».
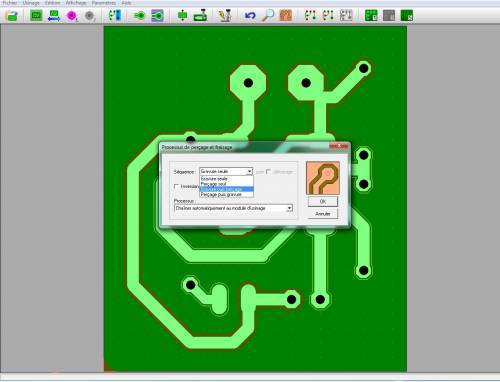
Cela lancera le logiciel Galaad. Vous pouvez passer à l'étape suivante.
Placer, initialiser et graver la plaque ¶
Maintenant que vous avez le logiciel Galaad ouvert devant vous, vous pouvez allumer la fraiseuse par le bouton rouge, en dessous de l'écran.
Placer la plaque
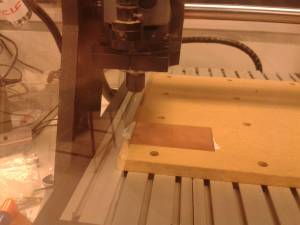
Évidemment le circuit sera imprimé sur un plaque immobile. Donc il faut le fixer. Pour cela on va utiliser du scotch double face. Vous allez voir les deux faces d'un plaque en cuivre sur les images suivantes. Il faut mettre assez de scotch double face sur la face non cuivré pour que toute la surface usinée soit collée au support. Puis il faut coller cette plaque sur le support en bois de la fraiseuse comme vous voyez sur l'image suivante.




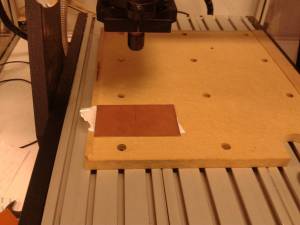
Il est possible de déborder un peu de scotch d'un côté de la plaque pour pouvoir le tirer à la fin. En revanche il ne faut pas qu'il déborde sur le coté qui sera plaqué le long de la référence X du plateau martir.
Attention : appuyez fort sur la plaque pour être sûr qu'elle est bien collée horizontale. Si la plaque n'est pas collée horizontale, alors votre PCB ne sera pas uniforme et cela peut être une source d'erreur.
Attention : Faites attention à la taille de la plaque.
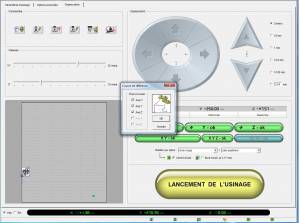
Le Logiciel GALAAD
Ceci est l'écran d’accueil du logiciel GALAAD. Il y a trois rubriques :
- Paramétres D'usinages
- Options Avancées
- Origine Pièce
Sur cet écran, vérifiez que l'illustration est bien ce que vous voulez recevoir à la fin. Exactement ce que vous voyez sera gravé. Si jamais c'est inversé, pensez à utiliser la fonction «mirror» pour changer l'orientation.
Placer La Fraise
Placer la fraise est une étape assez difficile. Car pour pouvoir la fixer sur la machine il faut appuyer sur le bouton qui se trouve à droite de la machine. Puis vous pouvez serrer comme vous voyez sur les figures suivantes. Soyez sûr qu'elle est bien serrée.
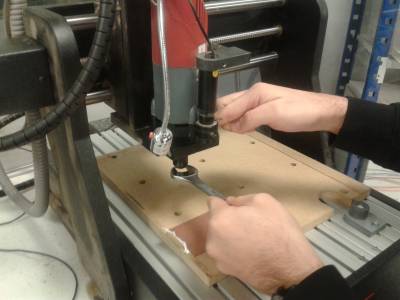

Utilisez une fraise avec une queue de taille 3,17 mm.
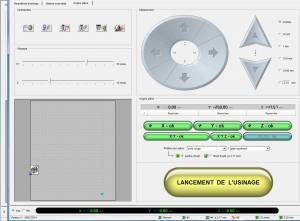
Origine des Pièces
Sur cet écran vous pouvez contrôler la fraiseuse manuellement. Ceci est utile pour référencer la machine sur les trois axes : X,Y et Z.
X, Y et Z
Initialisation
Cliquez sur «origine pièce». Vous allez voir la fenêtre suivante. Cliquez sur OK. Cela va initialiser les points de départs des axes. Vous allez voir que la machine va se placer à gauche, tout derrière et au plus haut possible.
X et Y
Maintenant il faut qu'on informe la machine ou est fixé la plaque en cuivre. Ceci sera fait par un réglage nommé X, Y.

Il faut d'abord choisir sur quel coin de la plaque vous voulez faire votre réglage. Cela se fait avec les paramètres «position sur pièce», l'origine étant représenté par la croix bleue sur le dessin. Bien veiller à selectionner «plan supérieur» dans la case de droite.
Il y a deux façon d'initialiser les références X et Y: en pointant avec l'outil, ou avec la camera.
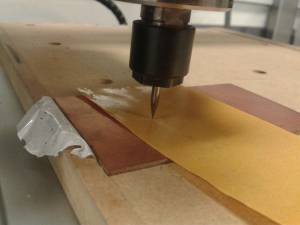
pointage avec outil
Faites avancer la fraise avec les 4 flèches jusqu'à ce que l'outil soit au dessus de l'extrémité choisie de votre plaque. Il peut être utile de descendre l'outil pour avoir un pointage plus précis.
Une fois que vous pensez que la machine est bien placée cliquez sur «X Y - ok». Choisissez réglage par outil (et pas camera+laser). Vérifiez que le coin opposé est bien dans la zone cuivré. Sinon, refaite le processus.
Vous voyez que sur l'image suivante, le X et Y sont bien placés.
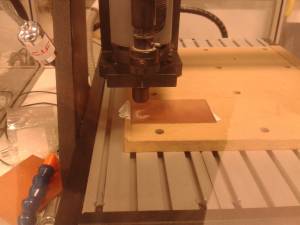
Z
Régler le Z veut dire informer la machine sur la hauteur de la plaque. Le placement de la fraise dans la broche est variable, la distance entre le bout de la fraise et la plaque peut varier. Il faut donc recalibrer la machine avant chaque utilisation.

Il est bon de contrôler l'origine Z en différents points de la plaque, pour s'assurer qu'elle est bien parallèle au plan XY. Si ce n'est pas le cas, choisir le point le plus bas comme origine (pour être sur que les outils descendent bien assez profond partout).
Réglage dit «par papier»
Mettez un bout de papier sur la plaque et faites descendre la fraise lentement en utilisant les flèches qui sont disponibles sur l'écran «Origine des Pièces». A droite vous pouvez selectonner le pas de descente; plus vous approchez plus vous pouvez réduire le pas (cela réduit aussi la vitesse de descente). Vous pouvez descendre la fraise plus lentement avec la bille de souris jusqu'à ce que la feuille ne bouge plus. Quand vous estimez que la machine est à bonne hauteur cliquez sur «Z - ok». Attention: Une descente trop rapide risque de descendre trop bas et d'endomager l'outil.
Réglage dit «par continuité électrique»
Une autre méthode est l'utilisation d'un multimètre (avec test sonore de continuité), ou le buzzer fixé sur la machine. Ce dernier est alimenté par la prise USB, il faut donc brancher le cable USB sur le PC (mais le débrancher avant l'usinage, il est un peu court !). Le but est de déterminer la continuité électrique entre le cuivre de la plaque et l'outil (qui est métallique) au moment ou ils entrent en contact.
Pour cela, placez la pince croco (la masse) sur l'outil (ou le bati de la machine, la broche est en continuité électrique avec le bati). En plaçant la pointe de touche sur l'outil, il doit y avoir un bip et la led verte doit s'allumer. Ensuite placer la pointe de touche sur le cuivre (sans appuyer trop fort pour ne pas déformer la plaque sur le scotch), et descendre doucemennt la broche (voir «Réglage dit par papier»). Des que la LED s'allume et le bip retenti, cliquez sur «Z OK».
Savoir la position actuelle de la plaque
La position en temps réelle de la position de la pointe est donnée en bas de la fenêtre avec X, Y et Z affichés en vert. Vous pouvez utiliser ces données pour définir l'origine de votre tracé. Vous pouvez vérifier la position origine que vous avez donné à la machine en ouvrant le menu Rejoindre, sous la coordonnées X de l'origine de la pièce. Une fenêtre s'ouvrira et choisir Pointage avec outil puis OK. Vous aurez alors une fenêtre position absolue. Un encadré Position cible affichera les différentes coordonnées X, Y et Z de l'origine. Vous pouvez cliquer sur Rejoindre pour envoyer la pointe aux coordonnées donnése et les vérifier.
Attention : pour la position Z, après avoir modifié la position Z cible, la valeur du déplacement n'est souvent pas correcte : faire très attention, soyez bien sur de vos coordonnées Z que vous avez mise avant de cliquer sur OK pour faire le déplacement, une erreur peut facilement entrainer la casse d'une pointe
Gravure
Attention: toujours fermer la cage avant de lancer l'usinage. Une casse d'outil, ou l'usinage lui même peut projeter des morceaux métalliques, très dangeureux pour les yeux
Maintenant vous pouvez lancer la gravure avec le bouton «Lancement de l'Usinage». Si au cours de la gravure il arrive que certains tracés soient mal ou pas gravés tandis que d'autres le sont malgré avoir tenté d'aplanir le support, deux solutions s'offrent à vous : soit augmenter la valeur forcée Profondeurs dans le menu Paramètre d'usinage sur la fenêtre Galaad ou le mode Pas-à-Pas. Les variations de profondeurs vont faire apparaître des tracés mais va néanmoins rendre d'autres tracés plus profonds. Quant au mode Pas-à-Pas, il vous permettra d'ajuster la hauteur de la pointe pendant l'usinage. Pour cela, vous allez activer le mode Pas-à-Pas une fois l'usinage lancé. Pour chaque tracé, un menu de variation de la hauteur Z s'ouvrira. Vous pourrez alors abaisser ou remonter la pointe avec une précision allant du mm au 1/100 mm
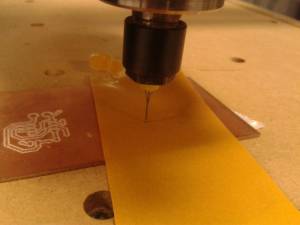
Voilà une photo lors de la gravure.
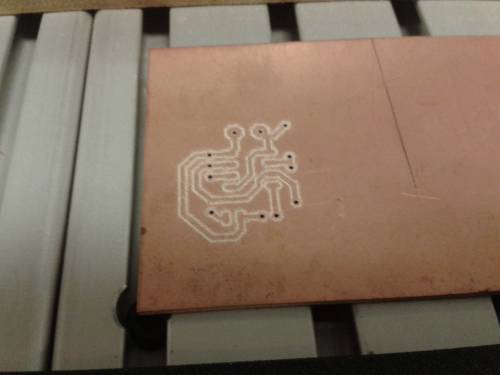
Et la fin de gravure :

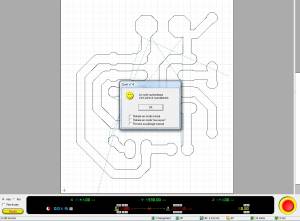
Lorsque vous aurez lancé l'usinage, il arrive qu'une fenêtre indiquant une limitation à 10 objets que la CIF peut graver apparaisse. Cliquer sur OK vous permettra de continuer la gravure, mais au bout de 10 objets, l'usinage s'arrêtera. Cliquer sur Annuler ou la croix pour fermer la fenêtre entrainera un arrêt de la gravure. Ce message est supposé s'afficher dans la version démo de Percival, le programme ne reconnait plus la license. Pour remédier à cela, il suffit de fermer la fenêtre Galaad puis relancer Galaad avec le fraisage.
Remarque : Si vous interrompez un processus pour une quelconque raison, prenez l'habitude de renvoyez la pointe à la position X=0,Y=0 et Z=0, un bouton permet de renvoyer la pointe sur la fenêtre Galaad dans l'onglet Origine Pièce, première icone à gauche dans la rubrique Commandes. Cela évitera des problèmes de rafraichissement des coordonnées de la fraiseuse particulièrement en Z(un accident de ce genre est déjà arrivé).
Perçage et Détourage ¶
Perçage
Une fois le circuit gravé, il va falloir faire les trous du PCB. Pour cela, le logiciel va vous demander d'installer le ou les forets définis dans percival. Maus vous pouvez faire tout les trous avec le même foret (ils seront alors tous au même diamètre) Vous allez ensuite enlevez la fraise pour la remplacer pour le forêt que vous allez utilisez. Ensuite, recalculez le Z comme vous l'avez fait précedemment.
Attention: ne pas redéfinir les axes X et Y !
Détourage
Une fois que la gravure et le perçage des trous sont finis, vous pouvez faire le détourage. La encore le logiciel va vous demander d'installer l'outil défini dans percival, et reréglez le Z.

Résultats Finaux
Lancez le détourage une fois que vous êtes prêt. La machine va faire tous les détourages définit.



Félicitations votre circuit imprimé est maintenant prêt. N'oubliez pas d'éteindre la fraiseuse et de la nettoyer avec un aspirateur. Rangez la totalité du matériel que vous avez utilisé (foret, mèche, plaque..).
Le PCB biface
Le PCB biface est un type de PCB composé de 2 faces, ce qui permet des circuits plus compacts et plus compliqués. L'usinage de ce type de PCB nécessite au préalable de l'entrainement sur des PCB monoface avec la CIF.
La principale difficultée est de placer correctement l'origine de la pièce our que les deux faces correspondent.
placer l'origine en utilisant les trous
Cette méthode utilise les trous pour placer les références de la seconde face. Le processus est:
- Graver de la première face du PCB
- Percer les trous du PCB, mais ne pas détourer
- Retourner et fixer à nouveau la plaque
- Dans Percival, placer deux repères (un rouge et un bleu) sur deux trous les plus éloignés possible (2ième icone en haut à gauche):
- Lors du chainage de Percival à Galaad bien spécifier que l'on ne veut pas refaire les perçages. Ne pas oublier d'inverser le dessin si nécessaire.
- Dans Galaad, redéfinir X-Y en utilisant la pastille correspondant à la croix rouge (sélectionner «croix rouge» comme origine pièce):
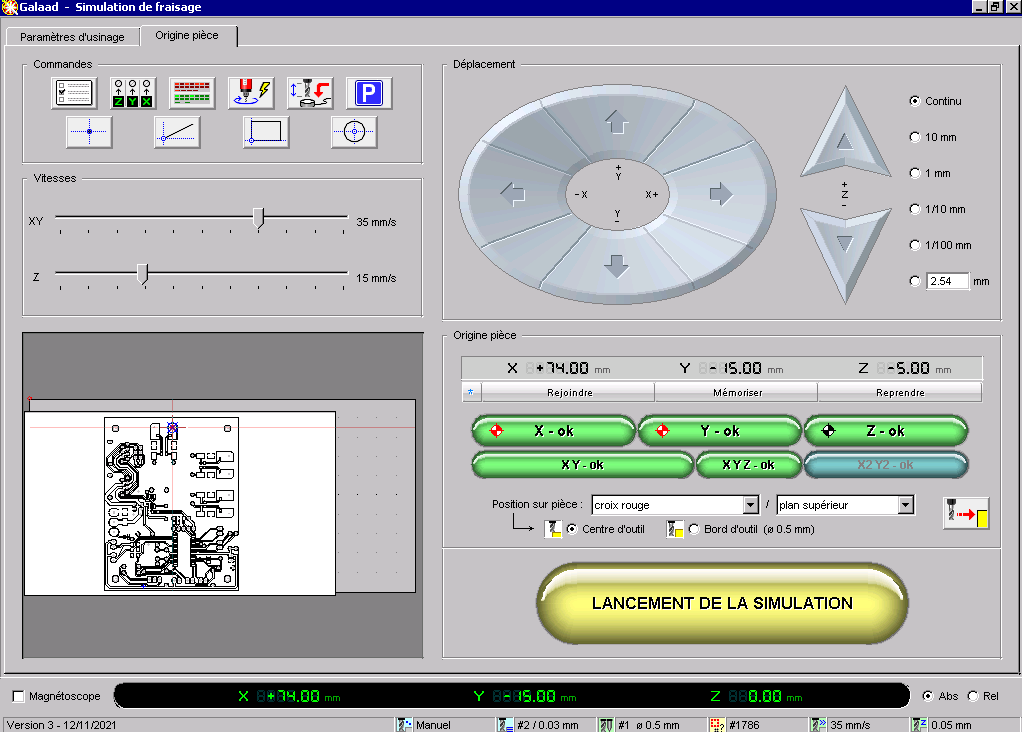
- Ensuite positionner l'outil sur la pastille correspondant à la croix bleue, puis cliquer sur «X2Y2-ok». Préciser que cette seconde origine utilise la croix bleue.
- Redéfinir le Z.
- Graver la deuxième face
- Détourer
placer l'origine en utilisant une cale
Cette méthode utilise une cale de position connue sur le plateau pour placer la référence. Cette position est enregistrée dans les paramètres de la machine (il n'est pas nécessaire de refaire l'usinage de la cale à chaque fois !)
- graver et détourer la première face du PCB. Le perçage peut être fait lors ce cette étape, ou plus tard.
- lors de l'import de la deuxième face dans Percival, ne pas accepter le détourage proposé.
- Placer une croix rouge sur l'angle qui sera en haut à gauche lors de la gravure. Comme il faut inverser le dessin pour la gravure, il faut généralement placer la croix en haut à droite.
- Important neutraliser la piste correspondant au détourage sinon la machine usinera la cale. click-droit puis «neutraliser ce rśeau de pistes»
- Fixer le PCB bien dans l'angle de la cale
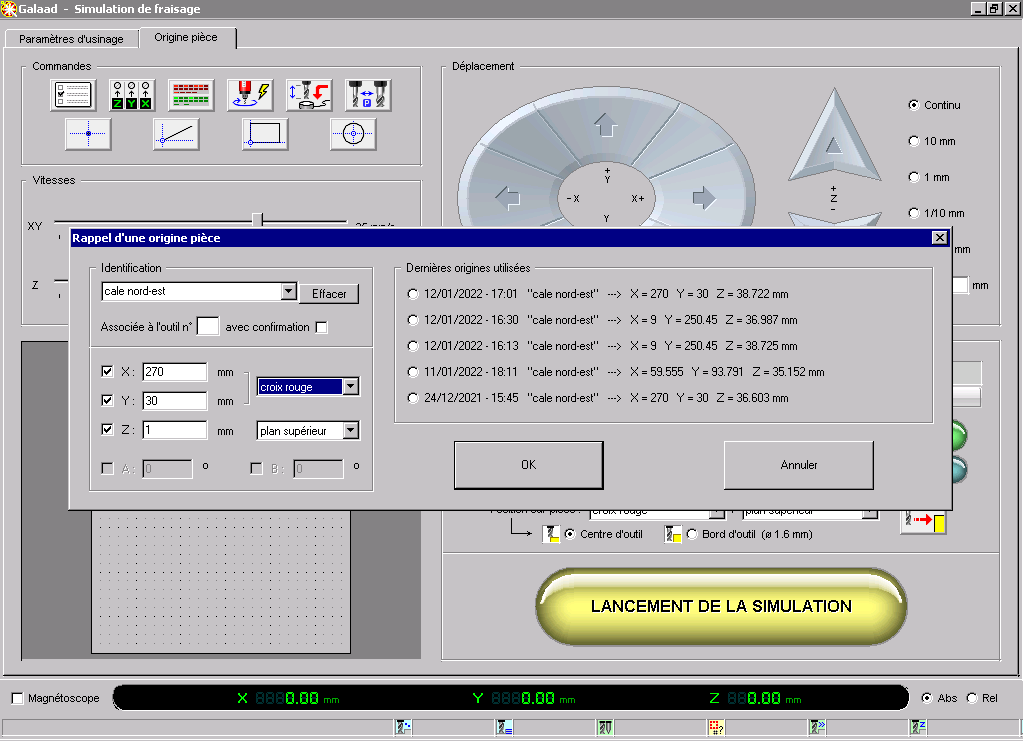
- Dans Gaalad, cliquer sur «reprendre» puis «cale nord-est» pour définir l'origine pièce. Bien préciser que l'origine corresponds à la croix rouge.
- Graver et éventuellement percer le PCB.
Usinage plastiques et métaux tendres (aluminium, plastiques, bois, ...)
Usinage
La technodrill peut être utilisée pour du fraisage 2D, dans des matériaux tendres (aluminium, laiton, plastiques, bois, ...).
Le polycarbonate et le PMMA coulé s'usinent assez bien. Le PMMA extrudé a tendance à fondre.
Dessin
Le dessin doit être chargé dans le logiciel Galaad. On peut utiliser ce logiciel pour faire le dessin mais il y en a de plus pratique (par exemple qcad). Galaad peut importer des dessins dans de nombreaux formats standards. Après un import bien vérifier les dimensions ! Entre différents outils il peut y avoir une confusion sur les unités utilisées.
A chaque tracé il faudra associer un outil et une profondeur. Pour cela selectionner un tracé et cliquer sur l'icone «profondeur/vitesse/outil» à gauche. Il peut être pratique de placer les tracés de différentes profondeurs (ou différents outils) sur différentes couche; par la suite en selectionnant la couche active (dans le menu affichage), il est possible de sélectionner et definir tout les tracés d'un coup. On peut également spécifier qu'un tracé n'est qu'un dessin et qu'il ne doit pas être usiné du tout («objet visuel»).
Si le tracé définit le rendu final il faut calculer la trajectoire de l'outil. Cela se fait avec l'entrée «contournage» du menu «usinage». Cependant, Galaad ne détecte pas toujours correctement les tracés fermés (en particulier s'ils n'ont pas une forme géométrique simple comme un rectangle ou un cercle) et ne calcule pas la trajectoire de l'outil correctement. Pour éviter le problème on peut facilement dessiner soit-même les trajectoires avec un outil comme qcad, et les utiliser directement dans Galaad. Au moment de l'usinage, Galaad avertira qu'aucun contournement n'a été défini mais ce n'est pas grave.
Paramètres d'usinage
Les vitesses de rotation, d'avance et profondeur de passe dépendent du matériau usiné. Si la vitesse de rotation est trop élevée, ou l'avance trop faible, un échauffement va se produire qui risque d'abimer l'outil ou de faire fondre le matérieau (dans le cas de plastique). Une profondeur de passe trop importante risque de surcharger la machine; dans ce cas elle s'arrêtera.
Bien garder en tête que la vitesse de rotation spécifiée dans Galaad est indicative; il faut la régler sur le moteur de la broche (entre 10000 et 29000 trs/mn).
Des exemple d'outils et leur paramètres sont donnés sur la page Explication des différentes parties de la machine et des outils
usinage
L'usinage se lance par «fraisage standard 3 axes» du menu «usinage». Pour les détails se reporter à la page Placer, initialiser et graver la plaque