Polytech - Recyclage de PLA
Recyclage des chûtes de PLA de Polytech avec les trois machines 3devo.
- 1 - Broyer le PLA
- 2 - Mort à l'humidité ! (sécher le PLA)
- 3 - Faire le filament (Enfin tenter)
- TL;DR - Résumé des machines et choses à faire pour la suite
- Projet industriel MTX4
1 - Broyer le PLA

La bête
Première étape du recyclage du PLA, la broyeuse. On tri tout d'abord les PLAs par couleurs et, pour s'assurer que certains morceaux suspects sont bien en PLA et non en ABS, on les frottes à l'???
On a trouvé un coupable !
Enfin, on casses préalablement les morceaux trop gros pour rentrer et laisse la broyeuse faire le reste.

On se dirige ensuite vers la déshydratation du PLA
2 - Mort à l'humidité ! (sécher le PLA)
 100% on peut faire des œufs durs avec ça
100% on peut faire des œufs durs avec ça
//!\\ DISCLAIMER //!\\
Cette étape s'est un peu faite à tâtons, pour ne pas dire à l'arrache, et tourne un peu en rond. Pour uniquement avoir les faits, sauter directement à la fin ou lire le TL;DR.
//!\\ FIN DISCLAIMER //!\\
Seconde étape du recyclage : Sécher le PLA broyé.
Étape un peu plus compliqué que la précédente. Afin d'éviter la formation de bulles lors de l’effilage du PLA, il est nécessaire de le sécher. Afin de mesurer la taux d'humidité présent dans les flocons, on utilise la machine suivante :

Appareil à mesures gravimétriques
L'idée derrière cette machine est de réaliser via un échantillon une première pesée, puis de chauffer et enfin faire une seconde pesée. Le pourcentage de matière perdu nous donnera alors le taux d'humidité présent.
Le programme recommandé pour le PLA de la sécheuse est de 80°C pour 3H, la machine ci-dessus ne pouvant aller que jusqu'à 99 minutes, et pour gagner un peu de temps, on essaye une première mesure sur un échantillon de 10g, mit à 80°C pendant 20 minutes. On relève 3% d'humidité.
On lance le même programme pour vérifier sa véracité, on relève alors 1% d'humidité. S'agissant de la plus petite mesure possible par l'appareil, on peut considérer le programme de test réaliser comme pertinent.
On prend alors le reste de PLA et le met dans le programme par défaut de la sécheuse, soit 3H à 80%.
Le PLA séché, certains flocons se sont collés et ont formés divers blocs, on les sépares du reste à l'aide d'un tamis.

Amas de PLA sur tamis
On refait alors une mesure sur 10g à 80°C et 20 minutes, on relève 1% d'humidité. Une fois de plus s'agissant de la mesure la plus fine permise par l'appareil, on considère le PLA comme suffisamment sec.
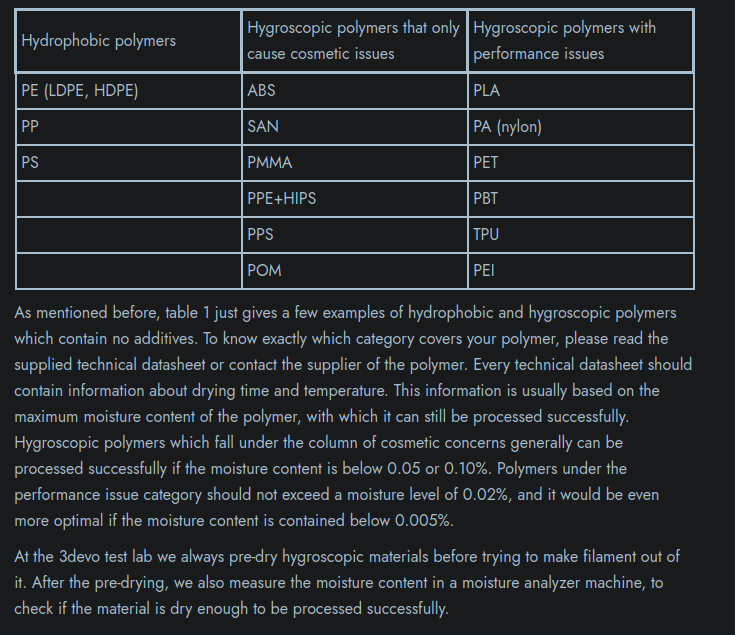
On trouve alors quelques indications supplémentaires sur le support de 3Devo. Les taux d'humidités recommandés pour le PLA afin de réaliser un effilage sont de minimum 0.02%, et idéalement 0.005%. L'appareil de mesure utilisé n'est donc pas suffisamment précis, et les flocons de PLA sont donc potentiellement trop humides. (Mais pas nécessairement car il s'agit du pas de la machine ... et puis faut tenter des trucs hein !).
 Source : ici (consulté le 25/04/2023)
Source : ici (consulté le 25/04/2023)
Faute de mieux, on décide de tout de même tenter l'étape suivante.
Conclusion :
On sait que le PLA doit avec un taux d'humidité d'au moins 0.02%, idéalement 0.005%.
Appareil de mesure d'humidité pas assez précis pour l'application désirée.
On sait que le PLA séché a un taux d'humidité inférieur à 2%.
Chercher les ordres de grandeurs désirées avant de commencer les manipulations la prochaines fois.
3 - Faire le filament (Enfin tenter)
[[PHOTO Filament maker]]
La source de tous les maux
Troisième, dernière et plus terrible des étapes:
Faire le filament.
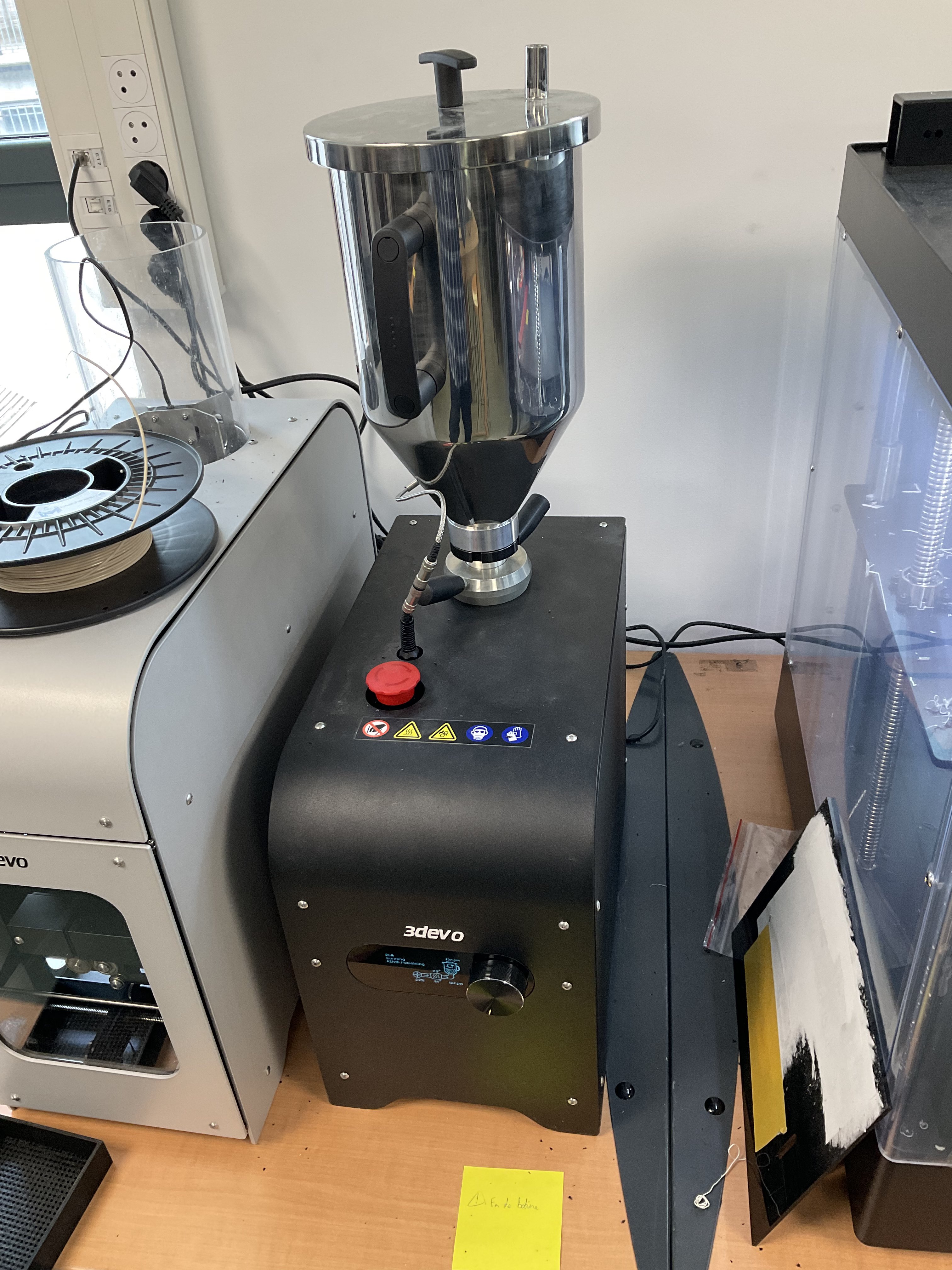
Pour présenter brièvement la machine, il s'agit d'une vis sans fin avec 4 sources de chaleurs. En sortie se trouvent de haut en bas, deux ventilateurs, pour refroidir le filament sortant, un capteur optique pour mesurer son épaisseurs et asservir la vitesse de tirage et deux roulement pour tirer le filament. On passe enfin le filament tiré dans les deux anneaux métalliques puis l'attache à une bobine qu'on vient fixer de l'autre côté pour l'enrouler.
On charge les paramètres par défauts pour PLA suivant :
[[PHOTO PARAM PAR DEFAUT PLA]]
Profil par défaut pour le PLA
On a , dans l'ordre, la température des quatre points de chauffe, la vitesse de la vis sans fin et celle des ventilateurs. D'autres paramètres sont disponibles mais ceux-ci sont les principaux et on ne s'attardera pas sur d'autres.
Le PLA est d'abord resté coincé dans la machine, on a donc monté de 5°C la température de la tête en sortie. Une fois le PLA enfin sortie, l'épaisseur fût très aléatoire, on a oscillé entre 3mm et 0.6mm, avec un court instant aux 1.75mm désirées.
De plus, après une heure de fonctionnement branché à 12V, le vibreur (nécessaire pour éviter que les flocons ne se bloquent) a cessé de fonctionner, il faudrait l'ouvrir pour voir si/quel composant a brûlé et le remplacer.
On a également un problème avec la partie permettant d'embobiner le fil produit. Beaucoup trop lente, notamment comparé aux démonstration qu'on trouve aisément sur Internet, voir si il s'agit d'un problème de software ou mécanique.
Enfin grâce à un logiciel fournit par 3devo (DevoVision), il est possible d'enregistrer sur un ordinateur branché à la machine la taille du filament produit durant tout le processus. En annexe un fichier d'exemple du catastrophique premier essaie.
TL;DR - Résumé des machines et choses à faire pour la suite
TL;DR - Pas le temps, pour reprendre le projet
Les machines :
La broyeuse : Bien trier les morceaux avant de les broyer, assez intuitif.
La sécheuse : Assez intuitif également, les programmes par défauts on l'air bien, sinon idéalement regarder la datasheet du matériaux à sécher.
La machine a faire le fil : L'utilisation en soi est assez intuitive aussi, mais c'est au moment de régler les paramètres que ça devient plus compliqué. Idéalement prendre les paramètres par défaut puis peaufiner au fil des test.
DevoVision : Utile pour récupérer les mesures, branché la machine à l'ordinateur et lancer le capture avant de démarrer le programme du Filament Maker.
À faire :
Trouver un appareil de mesures gravimétriques plus précis (au moins 0.01% près, idéalement 0.001%) et un protocole.
Ouvrir et réparer le vibreur.
Comprendre et réparer l'embobineur.
Réaliser différent test avec des pourcentages variables de grumeaux pures.
Projet industriel MTX4
Le FabLabSU est un service de Sorbonne Université qui forme les étudiants à la technologie FDM à base polymères plastiques (PLA est le plus courant, mais aussi ABS, PETG...). La phase d’apprentissage est synonyme d’erreurs, et donc de génération de déchets importants. Cette ressource est pour l’instant stockée, mais pourrait en principe être recyclée, pour produire du filament à nouveau utilisable pour l’impression 3D, moyennant un appoint en matière première neuve et/ou additifs pour corriger la composition. Le sujet du projet est donc la mise en place de procédures permettant la mise en œuvre de ce recyclage, depuis le tri jusqu’à la qualification du matériau de ré-emploi, en passant par toutes les étapes (broyage, séchage, extrusion)
Impression d'un PLA neuf
Afin de comparer l'effet du recyclage mécanique sur le PLA déchet stocké au FabLab et le PLA neuf, on produit un échantillon à partir du PLA dit neuf.
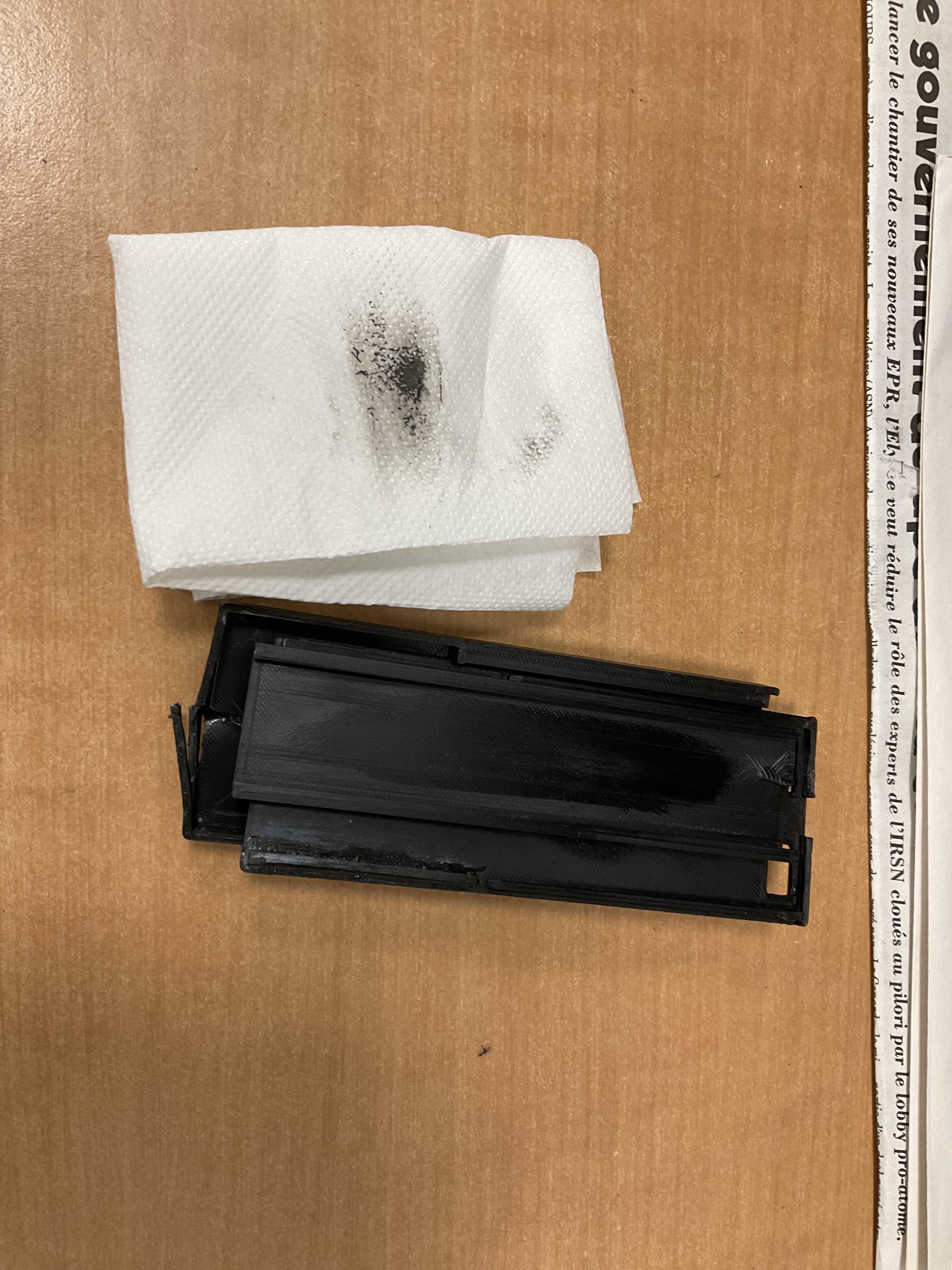
La bobine utilisée est le PLA BASF Ultra Fuse Black 1.75mm 750g, on imprime 5 cube de 20x20x20 mm (0% de remplissage, sans support ni radeau) afin d'avoir environ 15 à 20 g de matière plastique à recycler.
Tri, Broyage et Séchage du PLA imprimé
5/04/2025
Tri des déchets
La première étape du recyclage mécanique consiste à récupérer et trier les déchets selon les critères souhaités. Dans notre cas, nous nous intéresserons seulement aux déchets de PLA sans distinction de couleur. Le tri des déchets de PLA avait été effectué au préalable mais le PLA peut être distinguer rapidement de l'ABS en cas de besoin. Il suffit d'avoir sous la main un peu d'acétone et de frotter le morceau à tester avec. Si le morceau commence à se dissoudre, c'est de l'ABS.
Broyage
Après le tri vient la tant attendue étape de broyage, celle où on détruit tout ! Plus sérieusement, l'étape de broyage est une étape élémentaire du recyclage mécanique puisqu'elle transforme les déchets de toutes formes en granulats qui peuvent déjà servir en la forme de nouvelle matière première. Des étapes de lavages et de séchages sont toutefois requises pour optimiser la qualité du produit fini.
Le broyeur-granulateur de notre expérience est le 3devo shr3dit. Une notice d'utilisation peut-être trouvée dans la bibliographie.
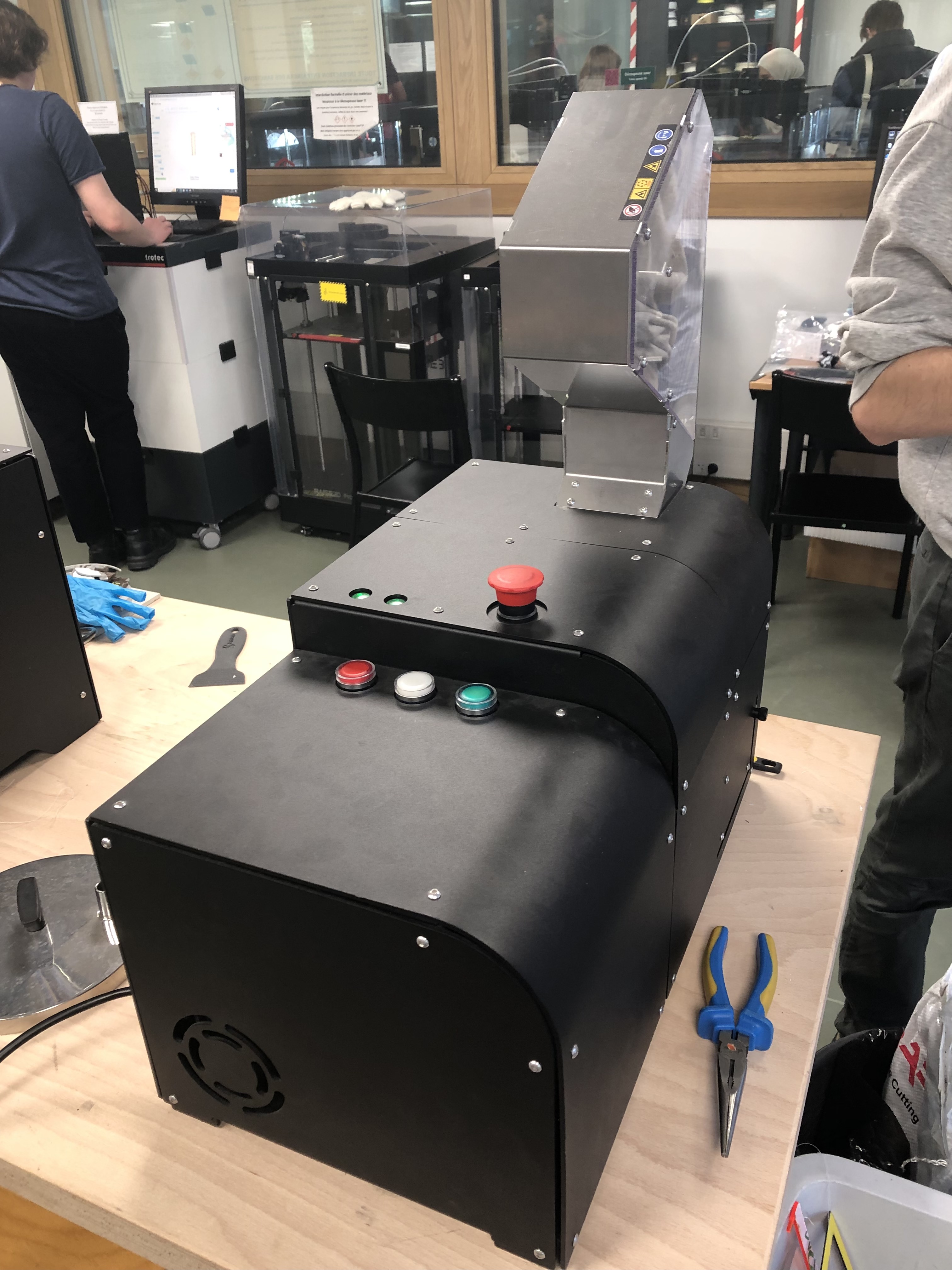

Image du broyeur à gauche et des granulés de PLA obtenus par broyage à droite
Séchage
La dernière étape de notre recyclage est une étape de séchage qui consiste à retirer l'eau adsorbée du PLA. Cette eau peut être le fait d'un processus de lavage mais provient, sinon, directement de l'atmosphère, d'où l'importance des conditions de conservation des déchets avant recyclage. L'eau ainsi présente dans les déchets peut fortement en altérer les propriétés mécaniques. Le PLA par exemple se dégrade et se rigidifie.

Image de la sécheuse
La sécheuse de notre expérience est la AIRID Polymer Dryer de 3devo. Faute de notice, une vidéo d'utilisation peut-être trouvée dans la bibliographie. Par manque de temps, nous avons instauré un temps de séchage de 30 minutes.