Impression 3D bi-matériaux d'un Penguin
Informations
- Nour Saidi
- Nour.Saidi@etu.sorbonne-universite.fr
- Filière : MTX3 - Polytech Sorbonne
- 2ème projet
- Date de réalisation : 16/05/2025
Contexte
Dans le cadre d'un atelier avancée sur l'imprimante RAISE3D Pro2 , nous avions deux défis au choix :
- Réaliser une impression bi-matériaux
- Appliquer un post-traitement de surface
J'ai opté pour le premier défi en créant un petit Penguin combinant : PLA noir (corps principal) et PET blanc ( ventre)

Image du modèle
Source : https://www.printables.com/model/35636-two-color-penguin-dual-extrusion-print
Objectifs
- Se familiariser avec l'impression 3D
- Maitriser l'impression bi-matériaux avec changement automatique de filament
- Optimiser les paramètres pour une bonne adhérence entre les matériaux utilisés
Matériels et machines utilisés
- Imprimante : RAISED3D Pro2 (double extrudeurs)
- Logiciel: ideaMaker (slicing)
- PLA noir 1.75 mm
- PET blanc 1.75 mm
Construction
Étape 1: Choix du modèle
Recherche d'un modèle sur https://www.printables.com/ prévu pour une impression bi-matériaux.
Lien du modèle : https://www.printables.com/model/35636-two-color-penguin-dual-extrusion-print
Étape 2: Paramétrage
Après l'avoir importé sur ideaMaker, j'ai constaté que mon modèle était trop grand pour mes besoin. J'ai donc décidé de réduire sa hauteur à 70mm (pour optimiser aussi le temps d'impression)
J'ai attribué le PLA noir au corps et le PET blanc au ventre et j'ai limité les supports uniquement aux zones nécessaires (support générés uniquement sous les pattes pour faciliter le démoulage)
Étape 3: Impression
J'ai lancé en fin de journée l'impression de mon Penguin en même temps que d'autres projets sur les imprimantes disponibles, prévoyant environ 4 heures de temps d'impression. Quand je suis revenue pour récupérer mon impression, j'ai découvert que quelqu'un l'avait déjà retiré de la plaque. Les pattes étaient cassées (restées sur le support), probablement parce que l'objet n'avait pas refroidi correctement avant d'être manipulé. Cet incident montre l'importance de bien gérer le temps de refroidissement
Cet incident souligne un point crucial en impression 3D dans un espace partagé qui est l'importance de respect strict de temps de refroidissement pour préserver l'intégrité des pièces.
Journal de bord
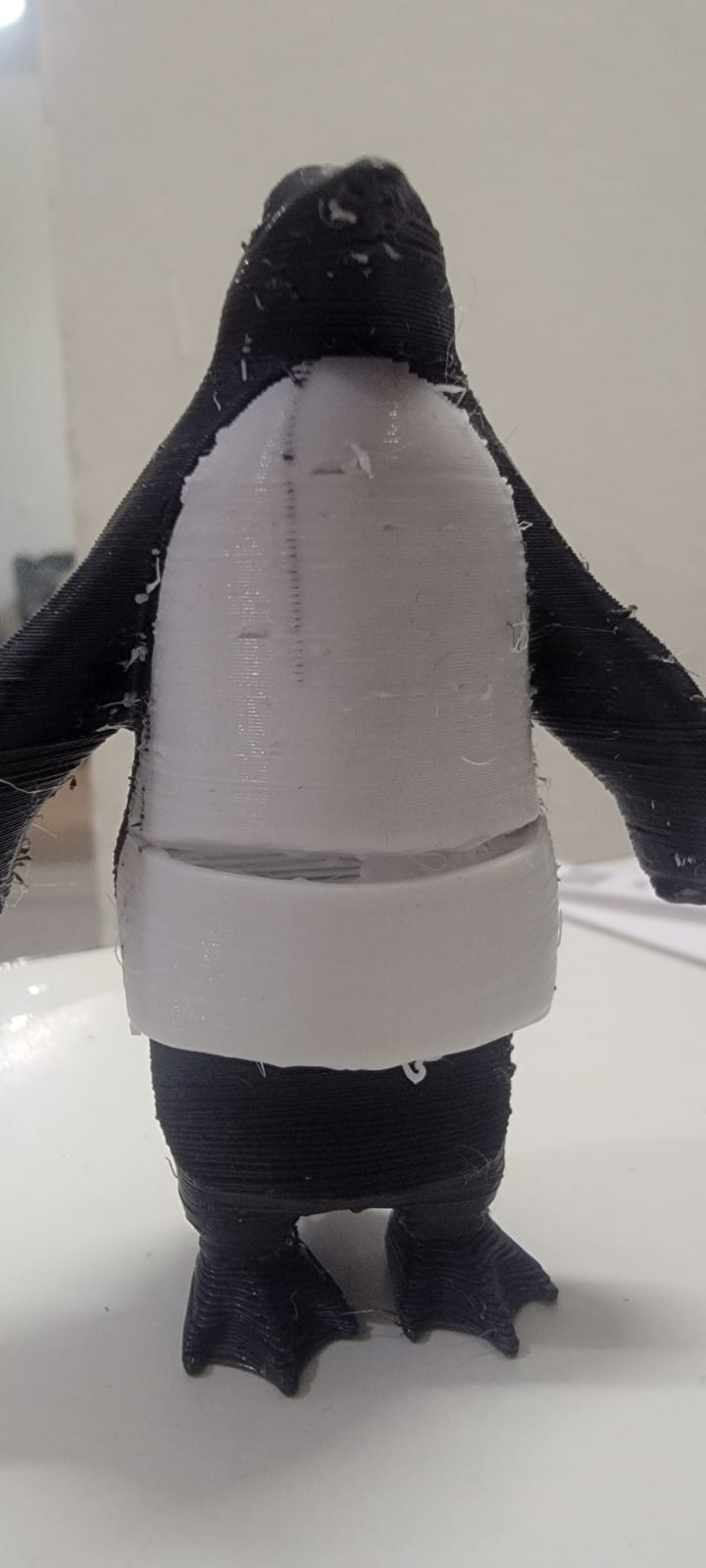
Le résultat de l'impression présente plusieurs défauts visibles sur les photos ci-dessous. Malgré une forme globale réussie, deux problèmes majeurs sont apparus sur le modèle, les pattes qui ont resté collées sur le support et une partie manquante au niveau du ventre.
|
|
|


Premier problème : les pattes collées au support
La photo montre clairement que les pattes ont été endommagées lors du démoulage. Ceci peut s'expliquer par deux facteurs majeurs:
- L'objet a été démoulé avant complet refroidissement, sachant que le refroidissement est l'un des aspects les plus importants surtout lors de l'impression avec du PLA
- La petite taille des pattes les rendait plus fragiles
 |
Pour résoudre ce problème, j'ai procédé à une petite réparation en utilisant du colle compatible avec ce type de de matériaux ce qui a permis de restaurer la solidité des pattes à la pièce (photo)
Remarque : Il faut laisser une note à coté de l'imprimante où on met le temps estimé pour l'impression avec le temps de refroidissement requis pour l'objet |
Deuxième problème: ventre incomplet
L'impression du ventre en PET présente une zone manquante au niveau de la partie inférieur comme le montre les photos ci-dessus. Plusieurs causes peuvent expliquer ce défaut obtenu:
- Je n'ai pas ajusté les paramètres de refroidissement dans le slicer. Le PET nécessite un refroidissement lent mais j'ai laissé les valeurs par défaut ce qui a causé probablement la mauvaise adhérence entre les couches du ventre.
- Quand l'imprimante a passée du PLA au PET ,apparemment elle n'a pas assez nettoyé la buse entre les deux matériaux donc il y'avait encore du PLA qui bouchait un peu et aussi la température de fusion de PET est plus élevée que celle du PLA ce qui peut être à l'origine d'un retard au niveau de l'impression de la partie en bas du ventre.
Pour améliorer l'impression et éviter ce problème, il faut régler la vitesse de la ventilateur et la température de refroidissement de PET lors de l'étape du paramétrage.
No Comments