Projet_prototypage_groupe_Haji_Hamoudi_Ben Aboubou


MU5MN045 - PROTOTYPAGE - 2024/2025
Imène HAMOUDI & Wissal HAJI & Omayma BEN ABOUBOU
PREMIERE SEANCE - ARDUINO - Vendredi 07 Février 2025

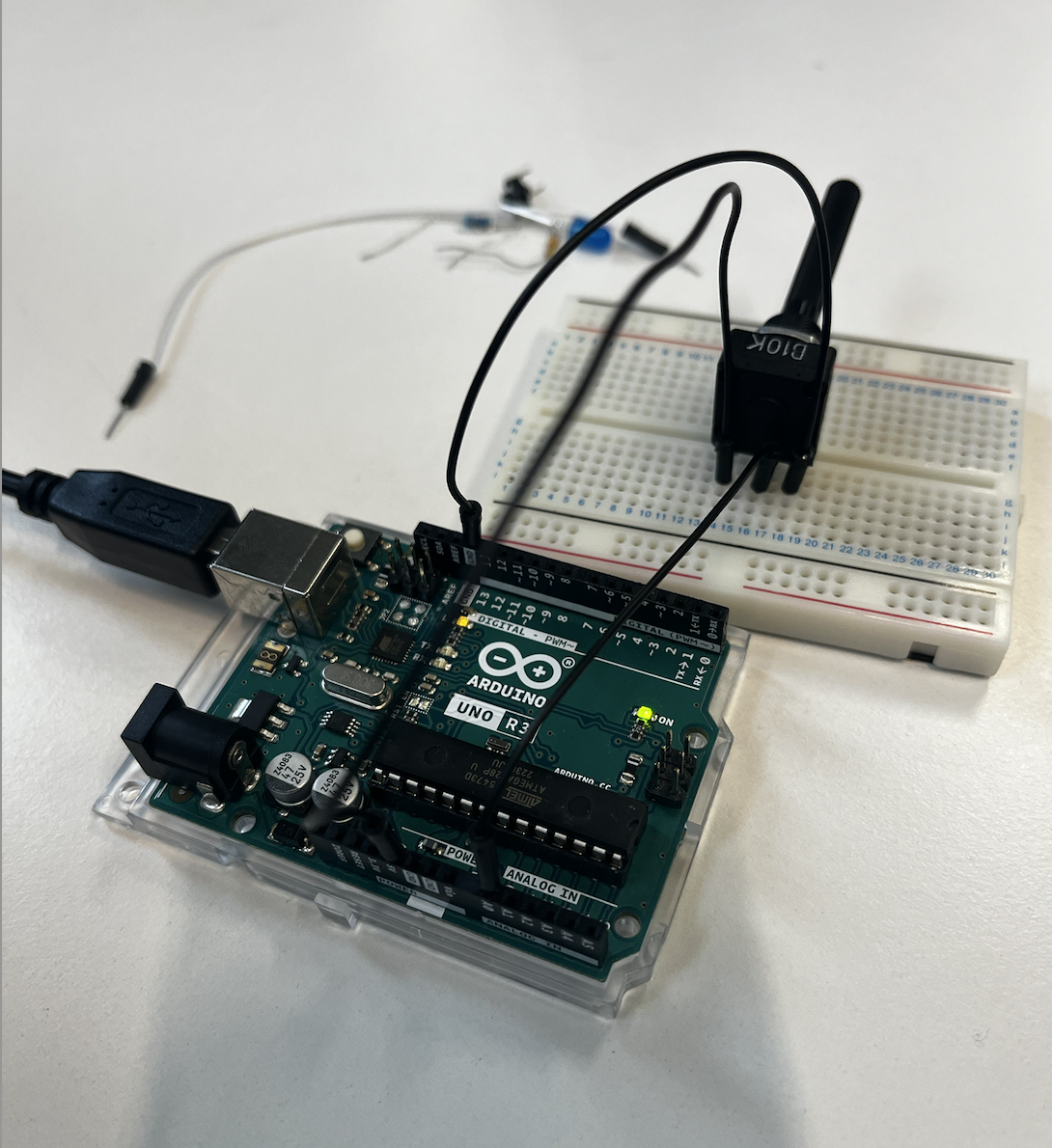
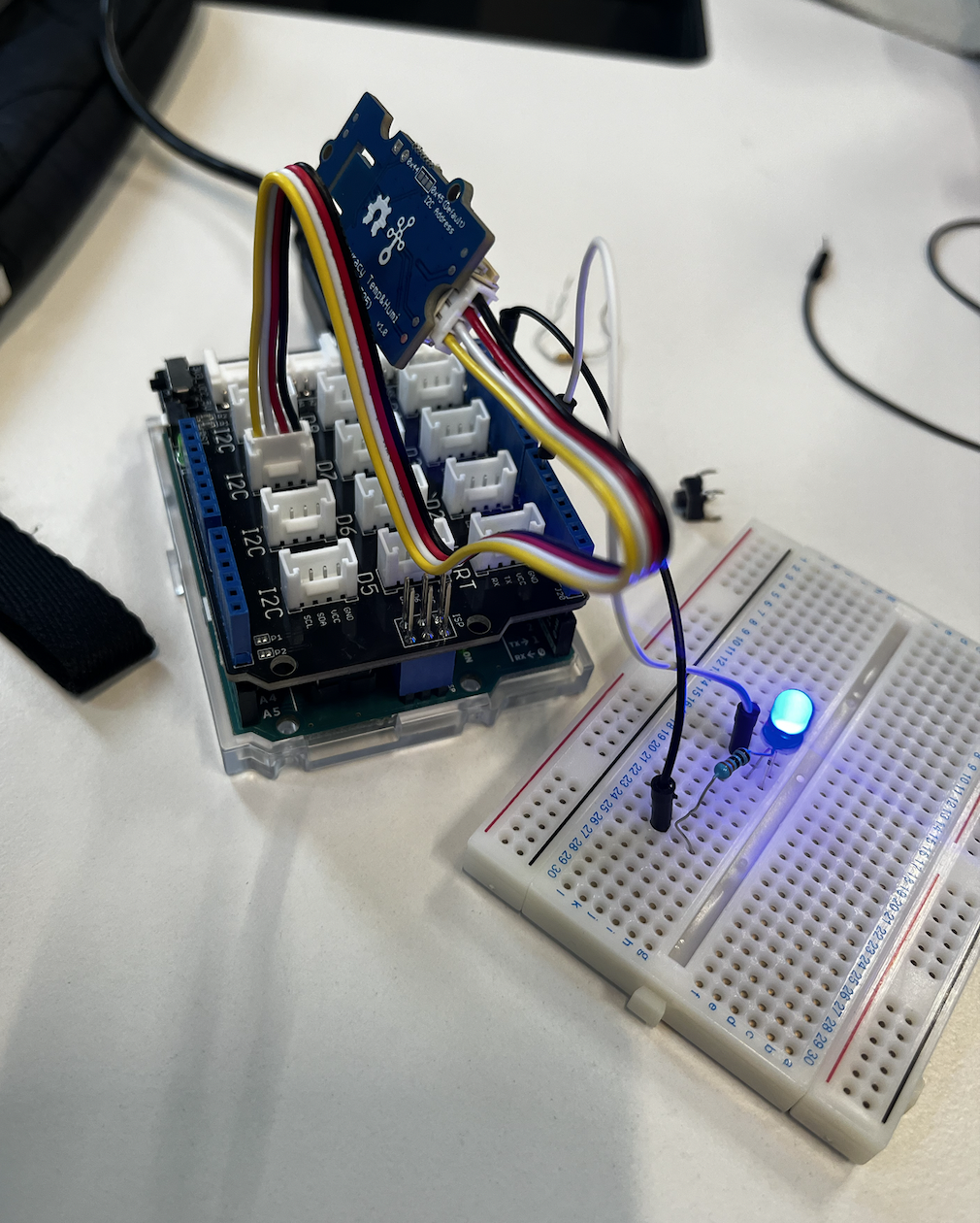
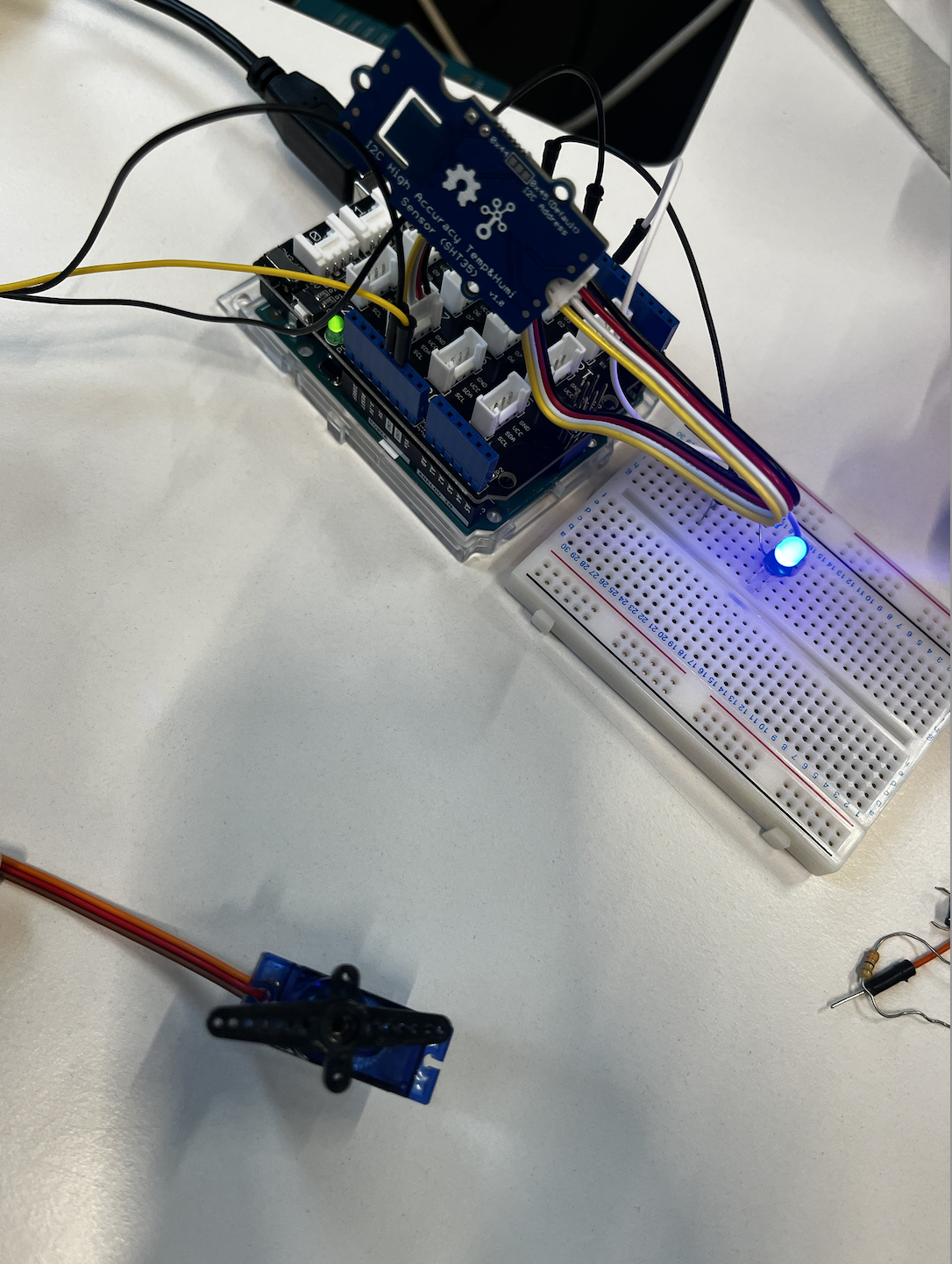
L'objectif du projet est de mesurer la température et l'humidité à l'aide du capteur et d'effectuer des actions en fonction des valeurs obtenues.
- Si la température dépasse 20°C, un servo-moteur tourne progressivement.
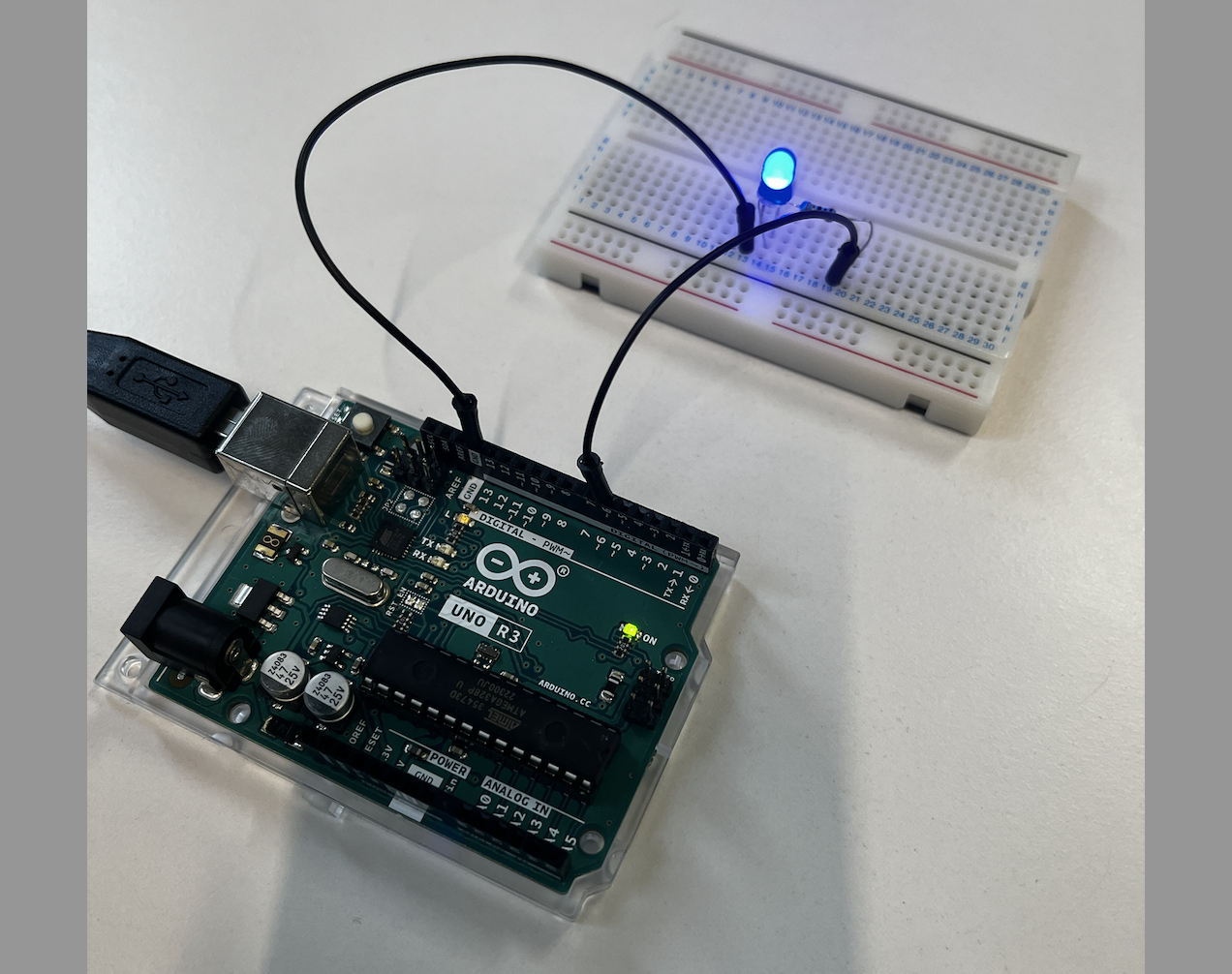
- Si l'humidité dépasse 30%, une LED s'allume.
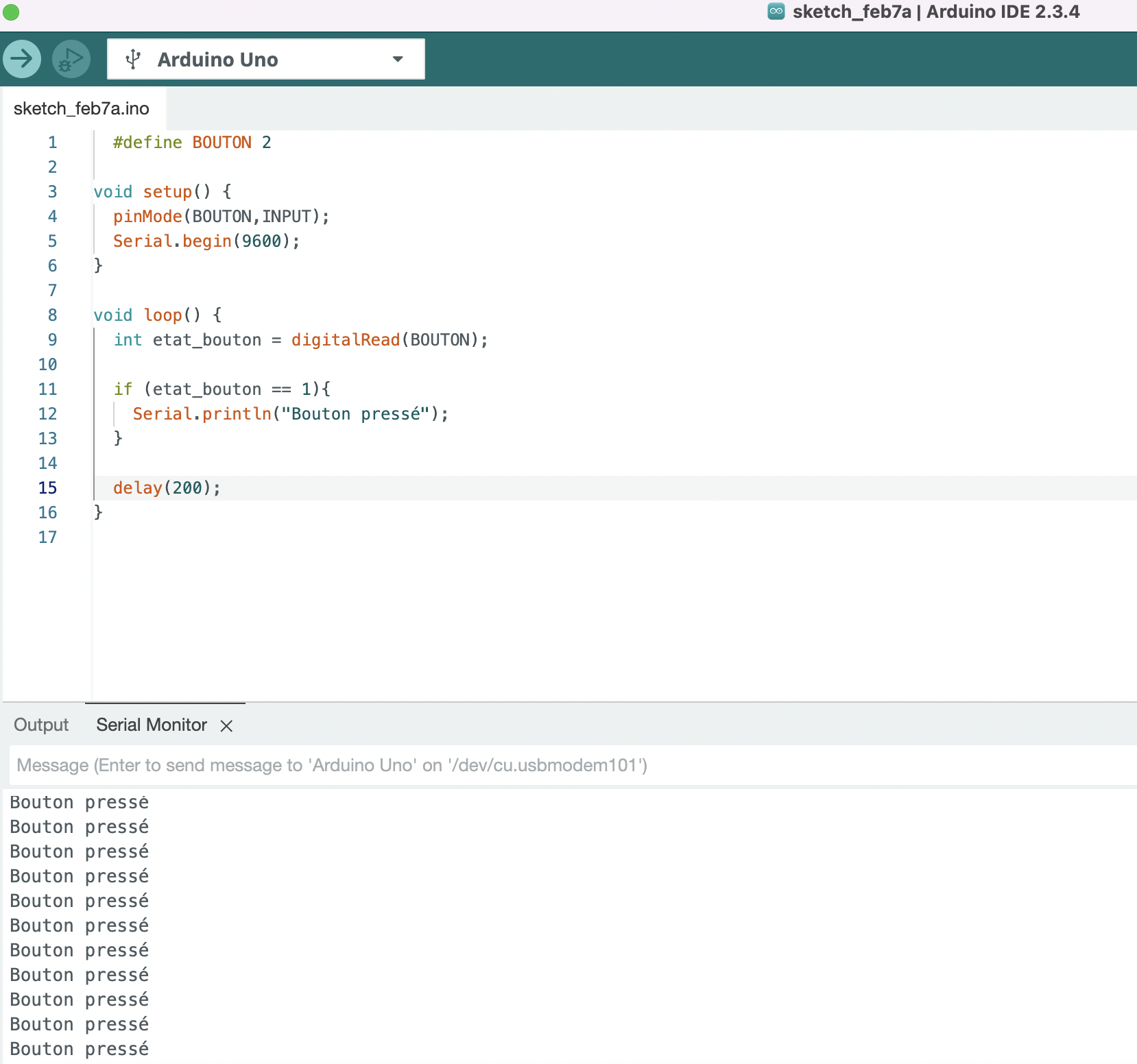
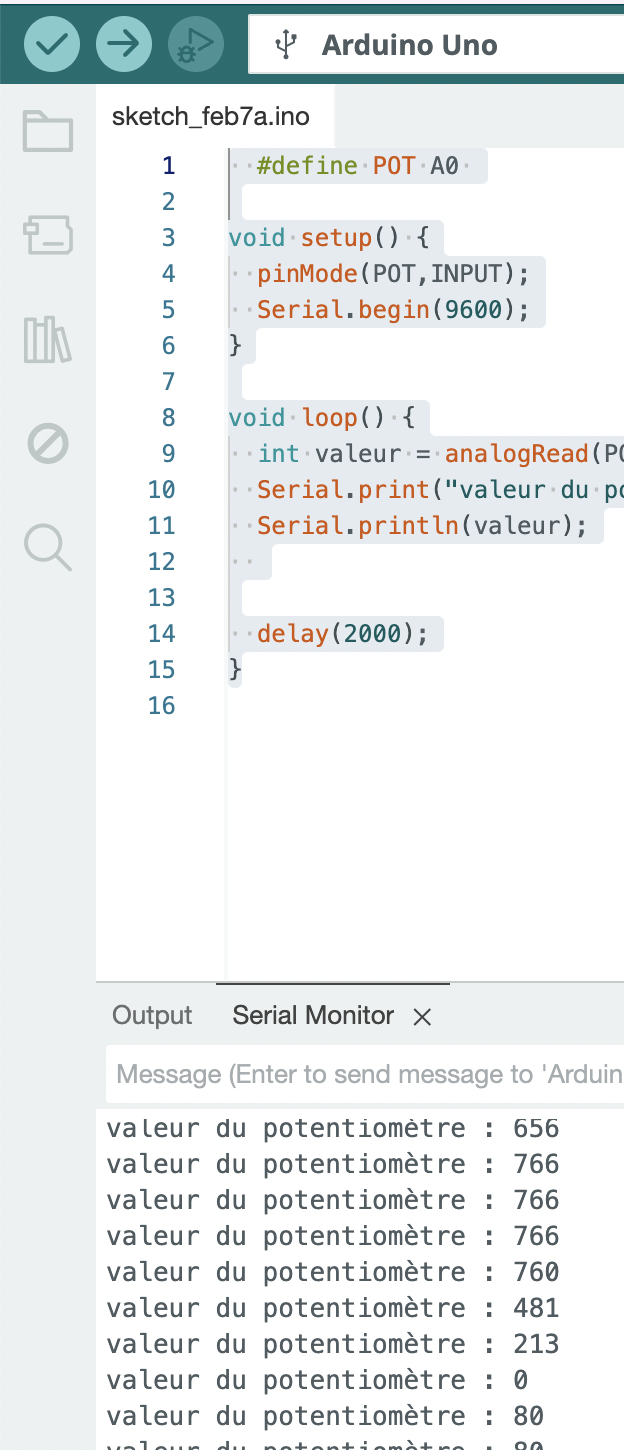
- Les données de température et d'humidité sont affichées sur le moniteur série.
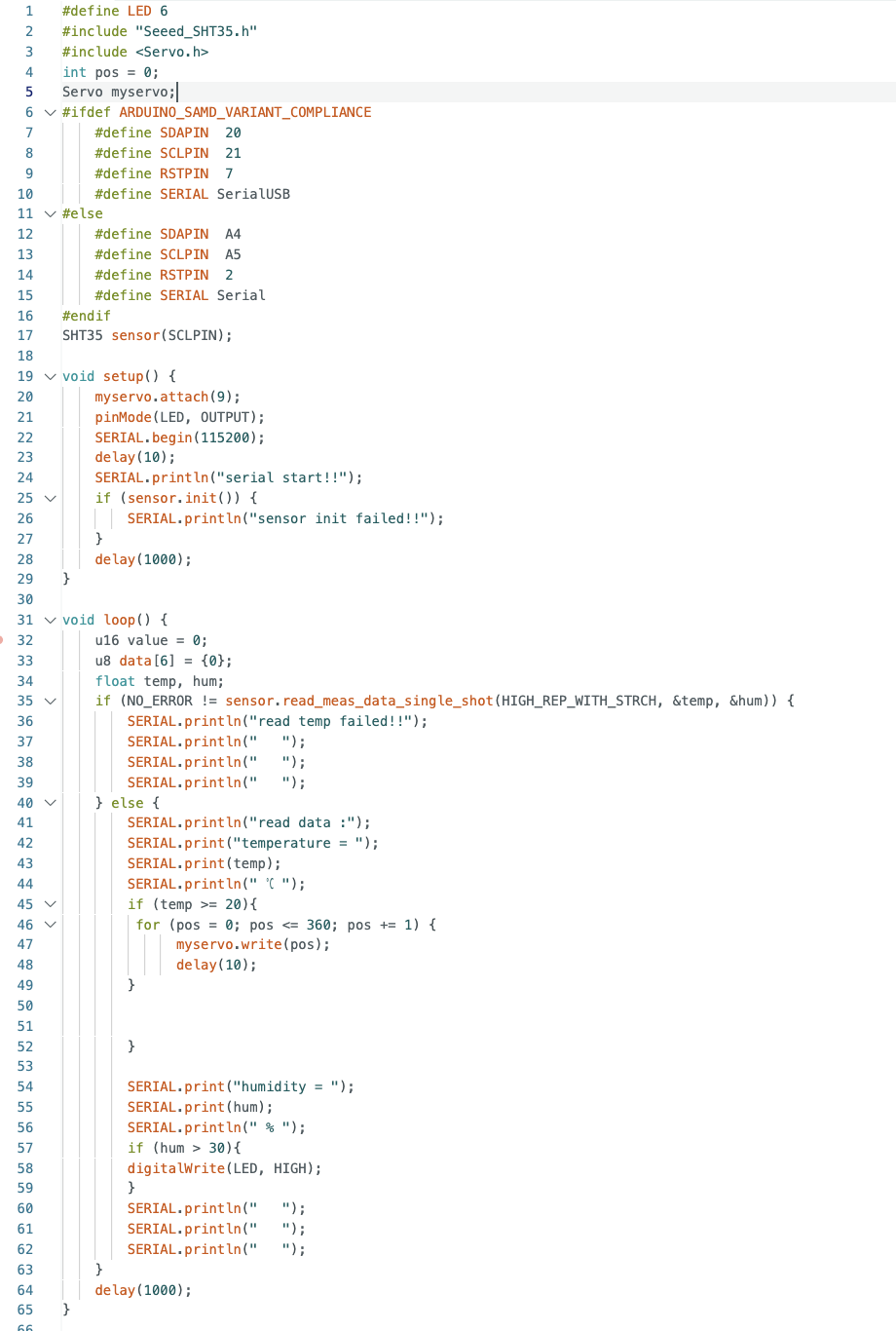
Ce bloc initialise le projet en définissant les composants nécessaires. La ligne #define LED 6 assigne la broche 6 à une LED qui s'allumera en fonction de l'humidité. Ensuite, les bibliothèques Seeed_SHT35.h et Servo.h sont incluses pour gérer respectivement le capteur de température/humidité SHT35 et le servo-moteur. On déclare aussi une variable pos pour contrôler l'angle du servo et on crée un objet myservo pour l'utiliser dans le programme.
Ce bloc de code adapte le programme en fonction du modèle de carte Arduino utilisé. Si une carte SAMD est détectée (comme une Arduino MKR1000 ou Zero), alors les broches I2C (SDA = 20, SCL = 21) sont configurées en conséquence et la communication série se fera via SerialUSB. Pour une carte classique comme une Arduino Uno ou Mega, les broches utilisées sont A4 pour SDA et A5 pour SCL, et la communication série passe par Serial.
Dans la fonction setup (), on initialise le matériel. La ligne myservo.attach(9); relie le servo-moteur à la broche 9. Ensuite, pinMode(LED, OUTPUT); configure la LED en mode sortie pour qu’on puisse l’allumer ou l’éteindre selon l’humidité mesurée. La communication série est établie avec une vitesse de 115200 bauds pour afficher les données sur le moniteur série. Ensuite, sensor.init() initialise le capteur SHT35, et si l’initiation échoue, un message d’erreur "sensor init failed!!" est affiché. Enfin, un delay(1000); ajoute une pause d'une seconde avant d'entrer dans la boucle principale.
Dans la fonction loop(), plusieurs variables sont définies pour stocker les mesures du capteur. temp et hum sont des variables float qui enregistreront la température et l’humidité respectivement. Les variables value et data[6] sont définies mais ne sont pas utilisées, elles peuvent donc être supprimées sans affecter le fonctionnement du code.
Cette partie de la boucle loop() tente de lire les données du capteur SHT35 en effectuant une mesure unique avec sensor.read_meas_data_single_shot(). Si la lecture échoue (NO_ERROR n'est pas retourné), un message "read temp failed!!" est affiché, et le programme passe à l’itération suivante de la boucle sans exécuter les actions dépendantes des mesures.
Si la lecture du capteur est réussie, on affiche la température mesurée sur le moniteur série. "temperature = " est imprimé suivi de la valeur de temp, exprimée en degrés Celsius ("℃"). Cela permet de surveiller en temps réel les variations de température mesurées par le capteur.
Si la température dépasse 20°C, le servo commence à tourner progressivement. Problème : la commande myservo.write(pos); permet de donner une position au servo, mais la plupart des servos standards ne peuvent tourner que de 0 à 180°. La valeur 360 est donc incorrecte et doit être remplacée par 180 :
PROJET DE CREATION DE PRODUIT - Vendredi 07 Mars 2025
Consigne :
Ce wiki décrit le processus de modélisation et d'impression d'un objet en 3D, de la conception à la fabrication. L'objectif est de créer un objet, qu'il soit fonctionnel ou esthétique, en suivant les étapes clés du processus de fabrication additive.
Nous avons suivi une séance de formation sur Tinkercad et PrusaSlicer le Lundi 03 Mars 2025, où nous avons appris les bases de la modélisation et de la préparation à l'impression. Ce projet est donc une mise en pratique de cette formation.
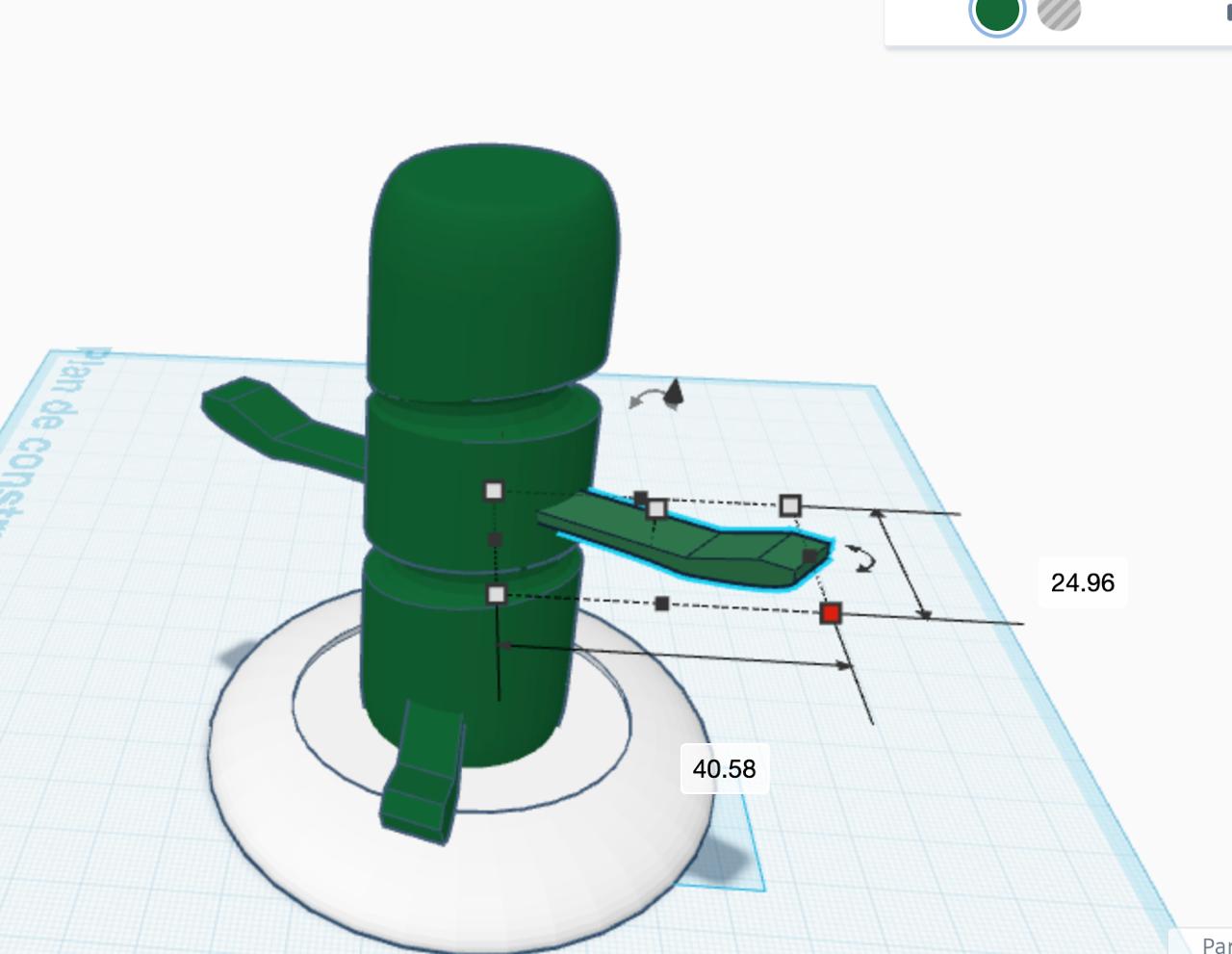
Choix : Cactus Porte-Clés
Ce porte-clés en forme de cactus est conçu pour être placé à l'entrée d'une habitation. Il permet d'accrocher plusieurs clés grâce à ses bras en forme de crochets. Sa base assure une bonne stabilité sur une surface plane.

figure 1 : inspiration
Modélisation de la pièce :
La modélisation est réalisée à l'aide du logiciel Tinkercad. Plusieurs captures d'écran du modèle avec les dimensions seront insérées pour illustrer le processus.
Etapes suivies
-
Esquisse : Définition des dimensions et de la géométrie de base du cactus et de sa base.
-
Extrusion et mise en volume : Transformation de l'esquisse en un objet 3D, avec l'ajout des crochets pour les clés.
-
Détail et optimisation : Ajout de rainures esthétiques et optimisation de la forme pour une impression stable.
-
Exportation : Sauvegarde du fichier au format STL
 .
. 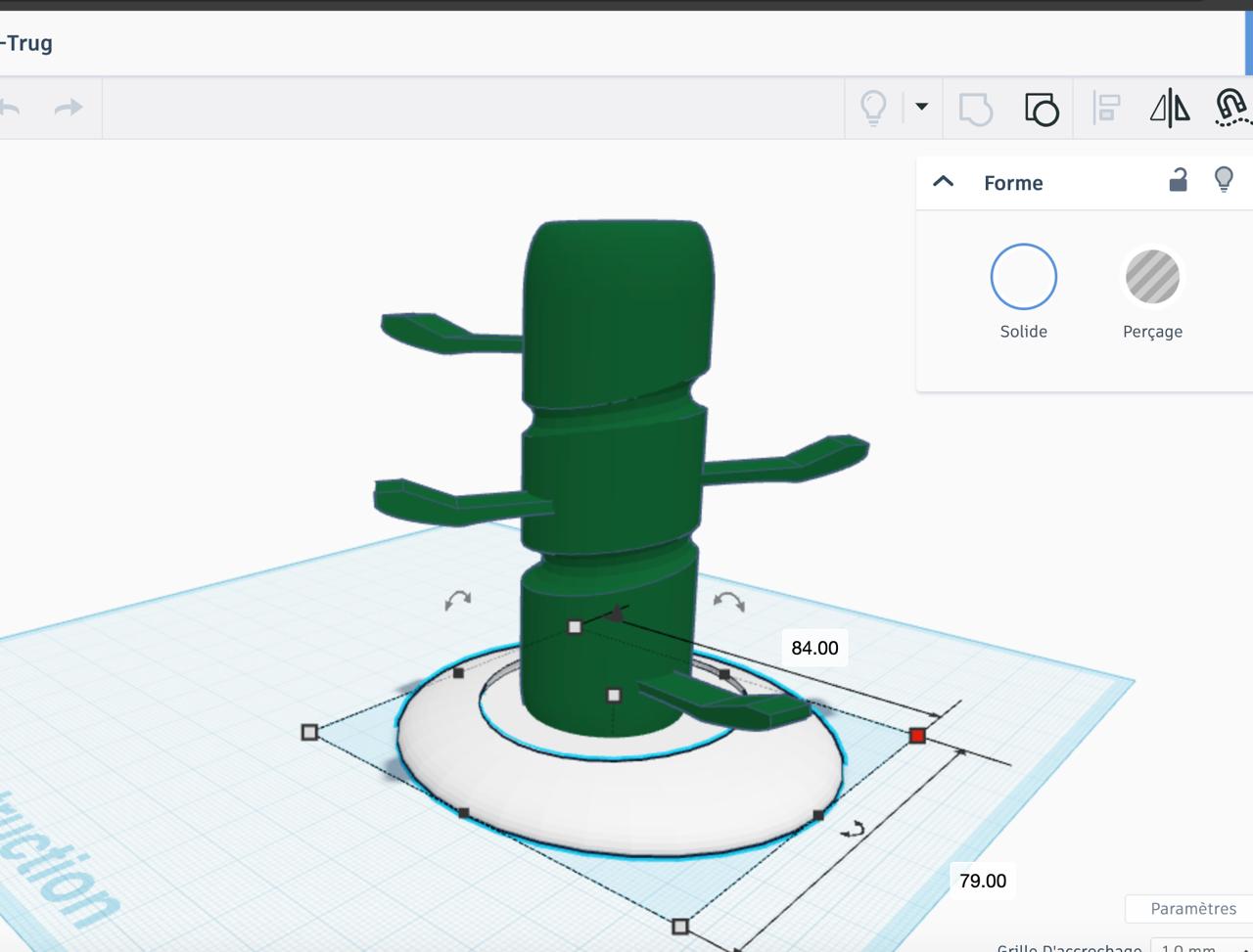
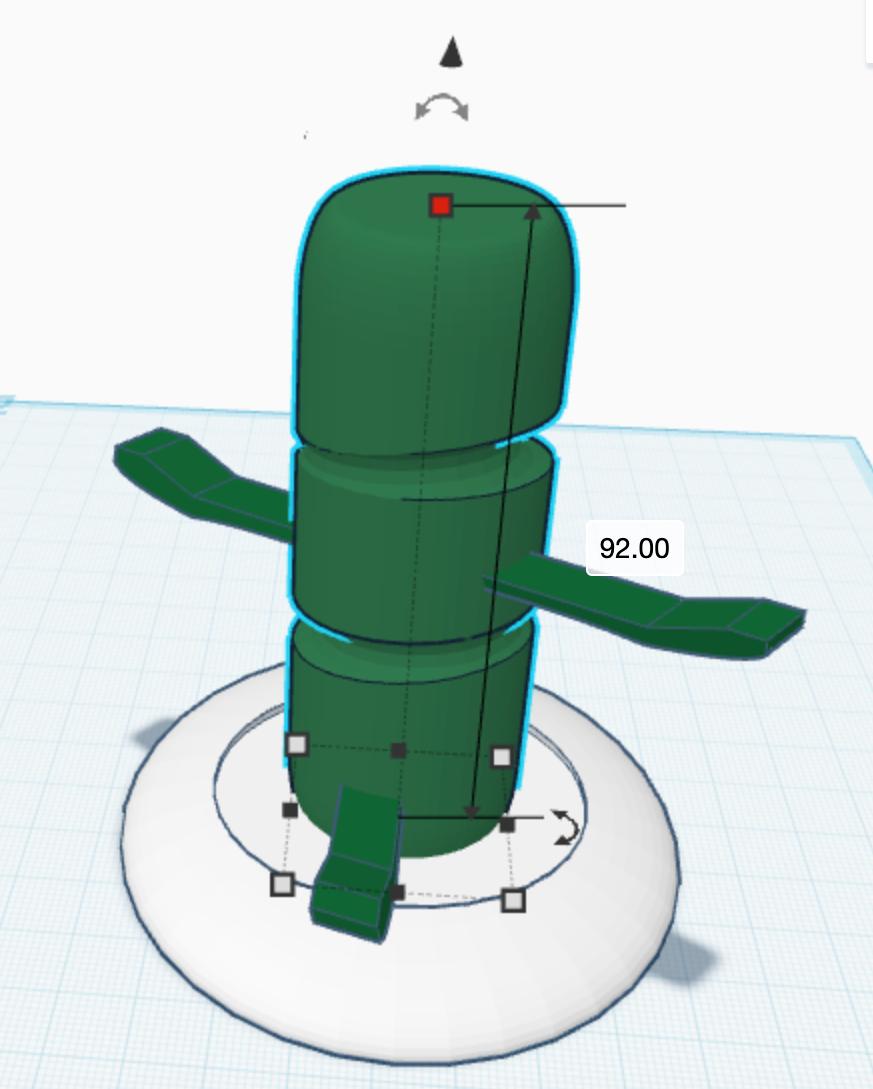
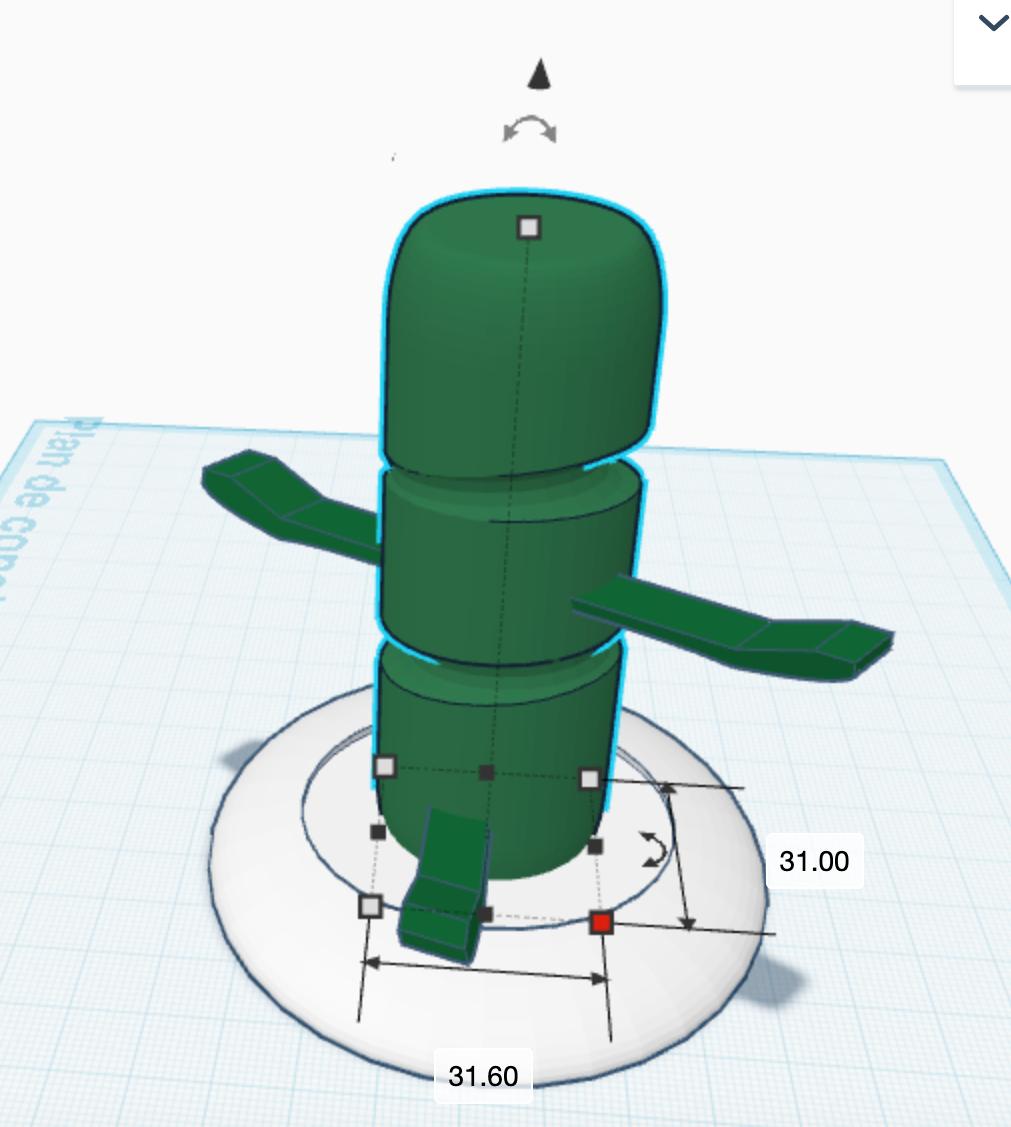
figure 2 : Modélisation Tinkercad
Préparation à l'impression :
La préparation a été réalisée avec PrusaSlicer. Des captures d'écran du slicer seront ajoutées pour illustrer les réglages.
Paramètres utilisés
-
Slicing : Transformation du modèle en instructions pour l'imprimante.
-
Réglage des paramètres :
-
Hauteur de couche : 0.2 mm
-
Remplissage : 20%
-
Température d'extrusion : 200°C (PLA)
-
Température du plateau : 60°C
-
Vitesse d'impression : 50 mm/s
-
Supports : Aucun (malgré plusieurs échecs, ils n'ont pas permis d'améliorer l'impression)
-
Adhérence au plateau : Jupe ou bordure non activée
-
-
Génération du G-code : Enregistrement du fichier prêt à l'impression.
-
Le temps d'impression estimé est de 1h56 en mode normal.

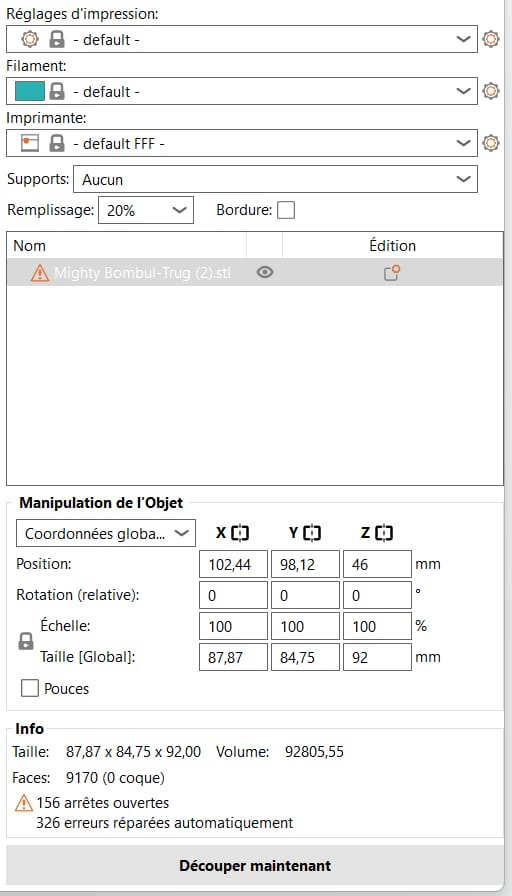
figure 3 : Aperçu des réglages sur Pruseslicer
Impression :

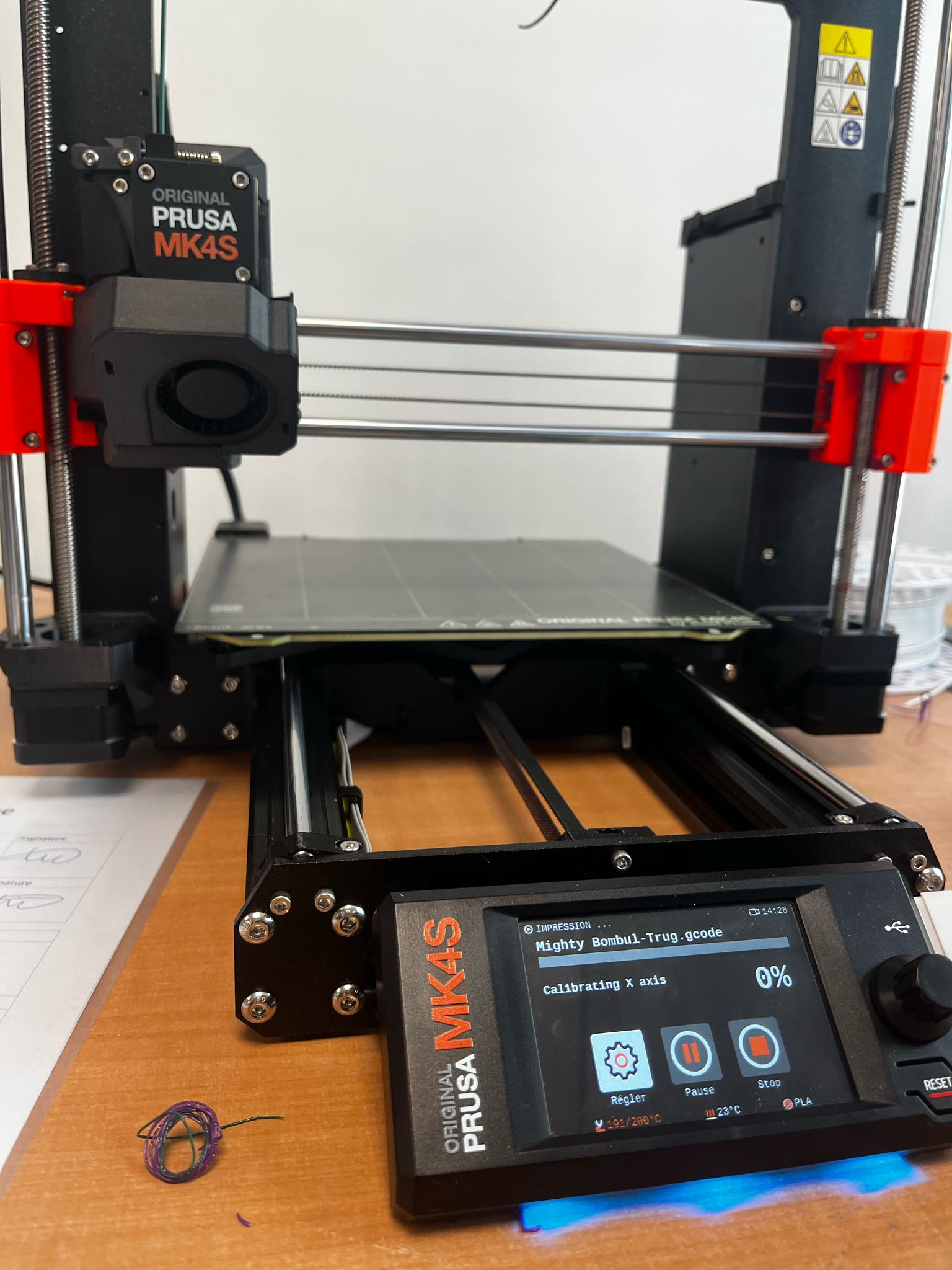

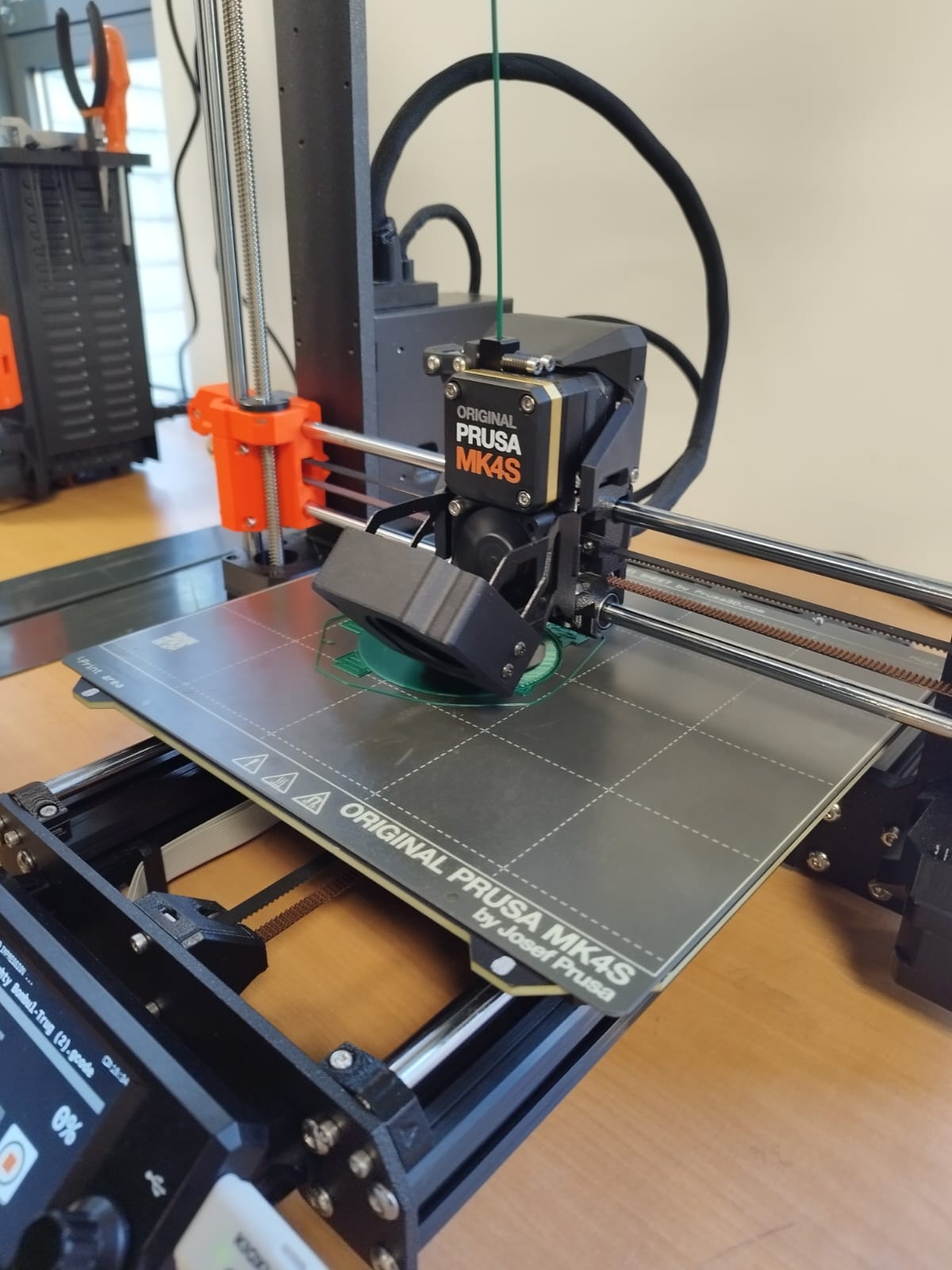
figure 4 : Images de l'imprimante en fonctionnement
![]()
Vidéo de l'impression en cours
Problèmes rencontrés
Nous avons subi plusieurs échecs d'impression (5 au total). L'imprimante a détecté un filament coincé, ce qui a généré un message d'erreur et stoppé l'impression.
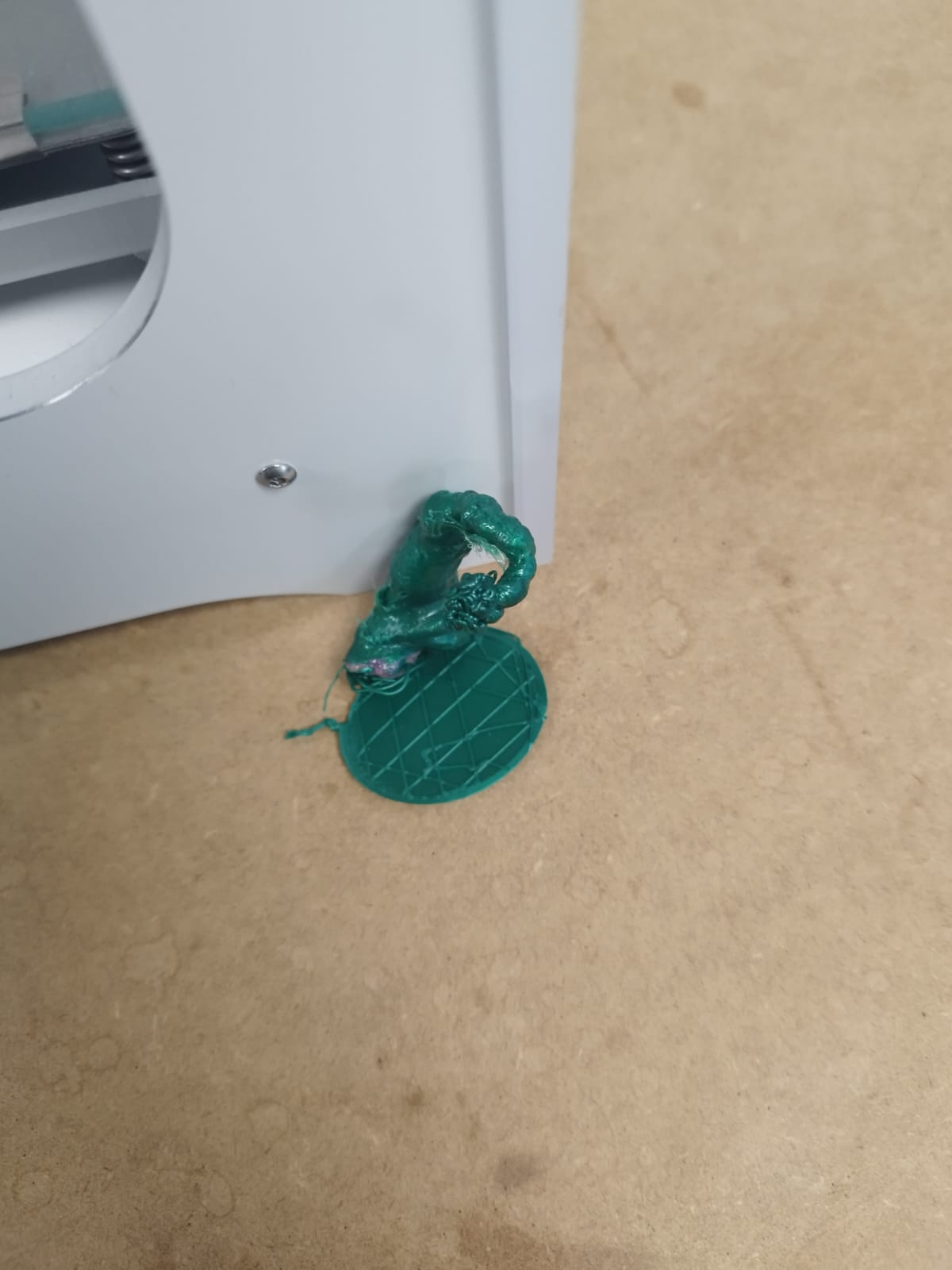

figure 5 : Tentatives d'impression qui ont échoué
Axes d'amélioration
-
Ajout d'un support pour stabiliser la pièce → Échec
-
Assistance du personnel du FabLab pour diagnostiquer le problème → Toujours des erreurs
-
Dernière tentative en cours avec un doublement des dimensions : La pièce est actuellement en impression, nous attendons de voir le résultat → Échec.
Découpage Laser [Boite à bijoux gravée] - Lundi 31 mars 2025
Objectif
Notre objectif est de concevoir un objet à l'aide du découpage laser, en y ajoutant une gravure. En tant qu'équipe de jeunes femmes passionnées par les bijoux, nous avons décidé de créer une boîte à bijoux pour les ranger de manière élégante et pratique.
INSPIRATION
Réalisation
Nous avons utilisé le site Festi.info pour récupérer un modèle de boîte et ajuster ses paramètres selon nos besoins. Après avoir défini les dimensions et autres réglages, nous avons exporté le fichier au format .svg.

Ensuite, nous avons importé ce modèle dans Inkscape afin de préparer la gravure.
Afin d’obtenir un tracé précis, nous avons vectorisé l’écriture en utilisant la fonction "Contour en chemin".
Cette étape nous a permis d'obtenir une gravure nette et détaillée, prête pour la découpe laser.
Résultat final :


▶️▶️▶️ LIEN VIDEO DECOUPE LASER
PROJET FINAL : Boîte à bijoux lumineuse - Avril 2025
Introduction & choix du projet
Notre objectif était de concevoir un objet personnalisé en combinant plusieurs techniques de fabrication numérique : découpe laser, impression 3D et électronique programmable -Arduino.
Au démarrage du projet, nous avons exploré plusieurs pistespour enrichir notre boîte à bijoux :
-
Option 1 : intégrer un éclairage LED automatique à l'ouverture de la boîte,
-
Option 2 : ajouter un système de diffusion musicale qui se déclencherait à l'ouverture.
Après réflexion, nous avons décidé d’opter pour l'éclairage LED pour plusieurs raisons :
-
D'un point de vue technique, l'intégration des LEDs est plus simple et moins encombrante qu'un module sonore.
-
L’esthétique : la lumière apporte une ambiance chaleureuse, mettant en valeur les bijoux à l’intérieur de la boîte.
-
La simplicité d'usage : une lumière douce est discrète et ne dérange pas l’utilisateur contrairement à une musique automatique qui pourrait devenir gênante. Les LEDs sont même particulièrement utiles pour retrouver facilement ses bijoux la nuit, sans avoir besoin d’allumer une grande lampe ou l’éclairage principal de la pièce.
Ainsi, notre choix s’est orienté vers une solution qui sublime l’objet tout en améliorant l’expérience pratique pour l’utilisateur au quotidien.
Réalisation de la boîte à bijoux via découpe laser

Pour concevoir notre boîte à bijoux, nous avons repris le projet utilisé lors de la séance dédiée à la découpe laser en l'adaptant à nos nouveaux besoins.
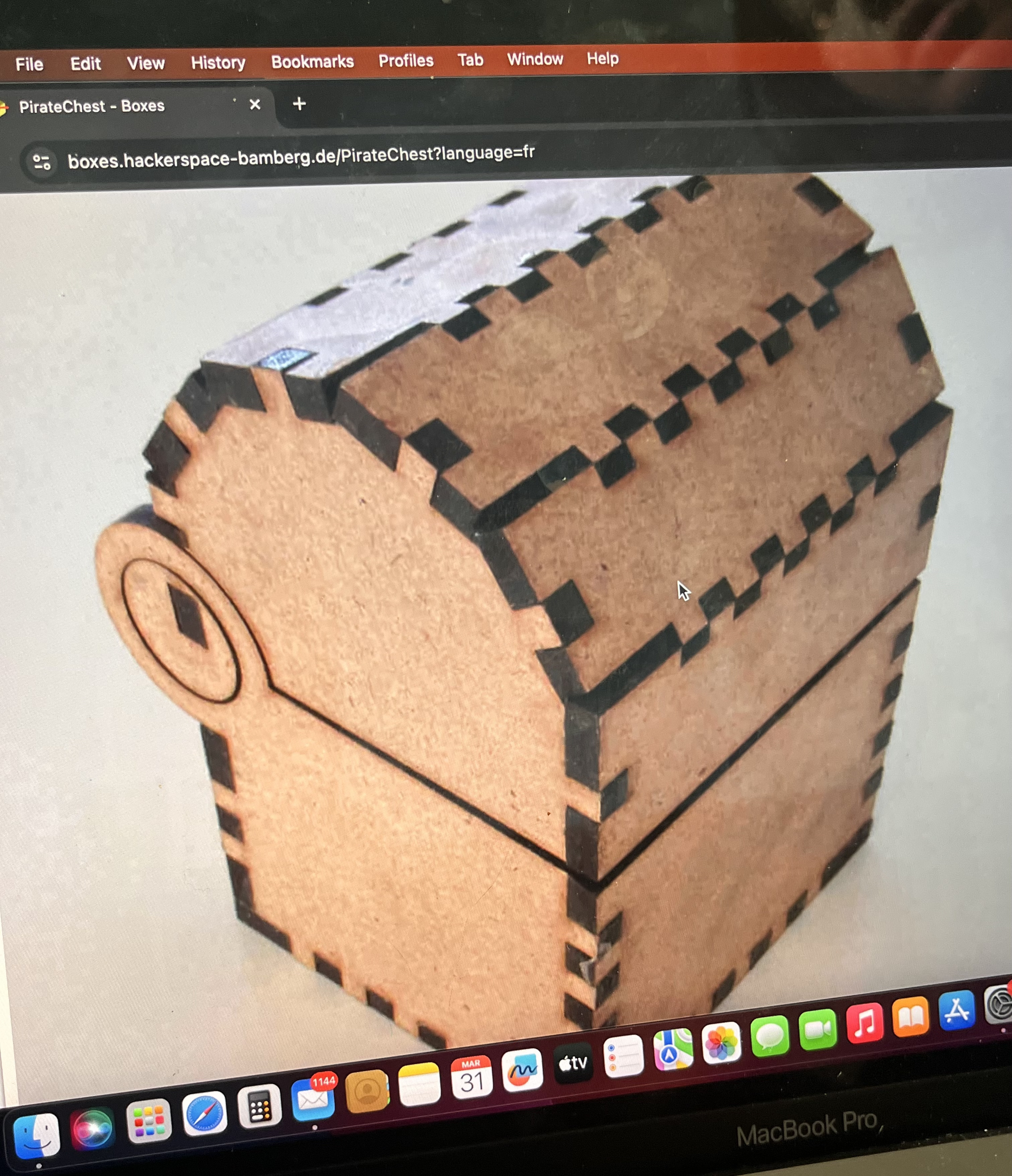
Nous avons utilisé le site Festi.info, qui propose des générateurs de modèles personnalisables, et choisi le modèle PirateChest pour sa forme de coffre avec couvercle articulé.
Paramétrage de la boîte
Nous avons défini les dimensions intérieures de la boîte :
-
Largeur (x) : 100 mm
-
Profondeur (y) : 100 mm
-
Hauteur (h) : 100 mm
Nous avons coché l'option "extérieur" pour prendre en compte l'épaisseur du matériau (3 mm de MDF) dans les dimensions finales.
Le couvercle a été configuré avec 5 côtés (n = 5), créant un bombé esthétique pour l'ouverture.
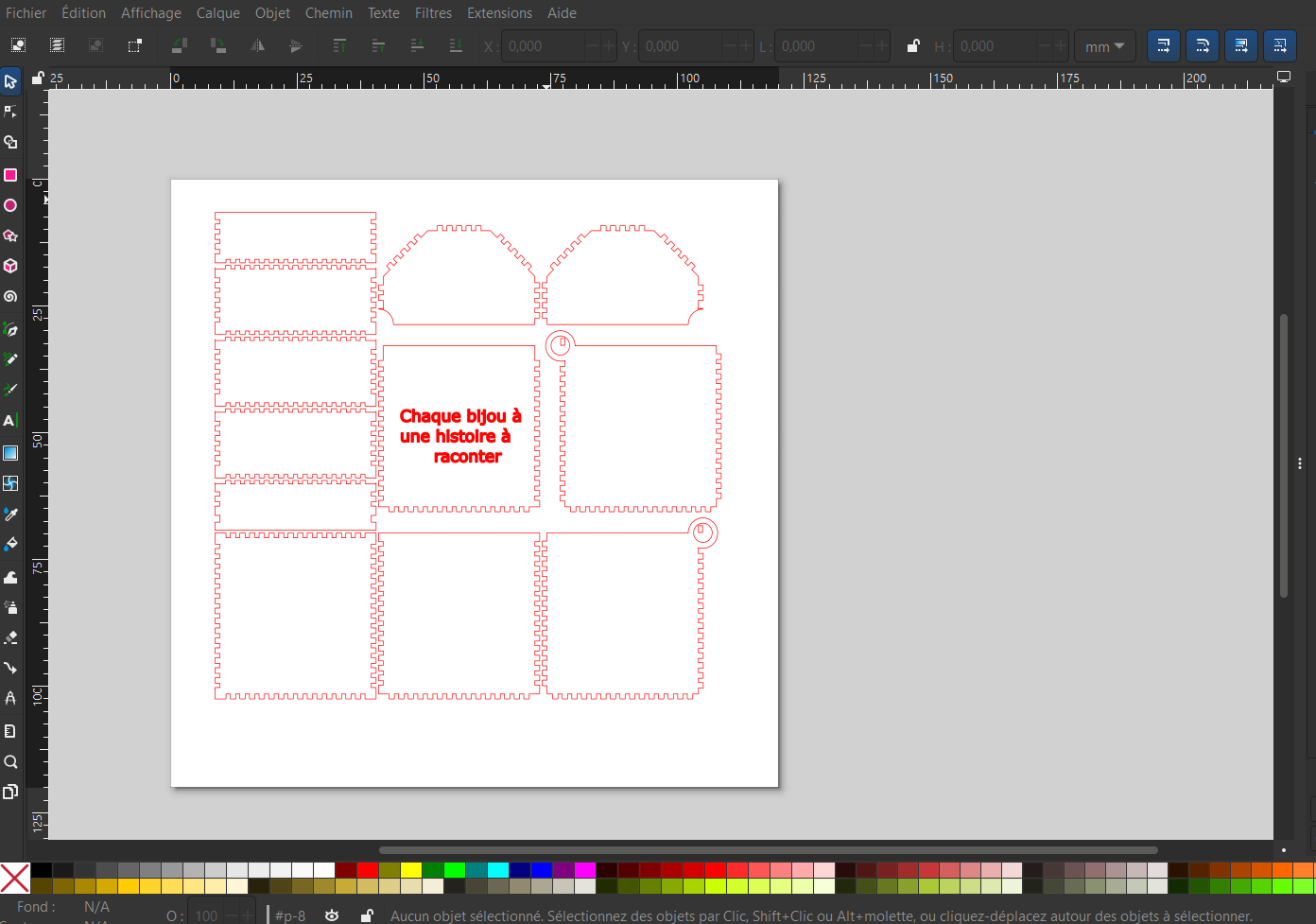
Le modèle a été exporté au format .svg, permettant une modification et une préparation facile via Inkscape.
Une correction de brûlage de 0,1 mm a été appliquée afin de compenser la matière retirée par le laser et d'assurer un ajustement précis des pièces.
Réglages des entures crénelées
Pour garantir un assemblage solide sans colle :
-
Style des crénelures : rectangulaire,
-
Espaces autour : 2.0,
-
Bottom lip : 2.0,
-
Largeur de bord : 2.0,
-
Extra length : 0.5,
-
Crénaux (largeur des doigts) : 2.5,
-
Jeu (play) : 0.07 pour permettre un emboîtement facile,
-
Espacement entre crénelures : 2.0,
-
Largeur des trous des doigts : 1.0.
Ces réglages précis assurent un montage stable sans trop forcer et sans avoir besoin de mettre de la colle pour solidifier la structure.
Réglages des gonds
Concernant les charnières du couvercle :
-
Grip percentage : 0,
-
Pin width : 0.5,
-
Axe : 2,
-
Grip length : 3,
-
Hinge strength : 2.
Ces paramètres garantissent un axe de rotation fluide et une bonne résistance mécanique.
Préparation du fichier et gravure
Après génération du modèle, nous avons importé le fichier dans Inkscape.
Pour obtenir des tracés adaptés à la découpe, nous avons utilisé la fonction "Contour en chemin" afin de vectoriser le texte et les formes.
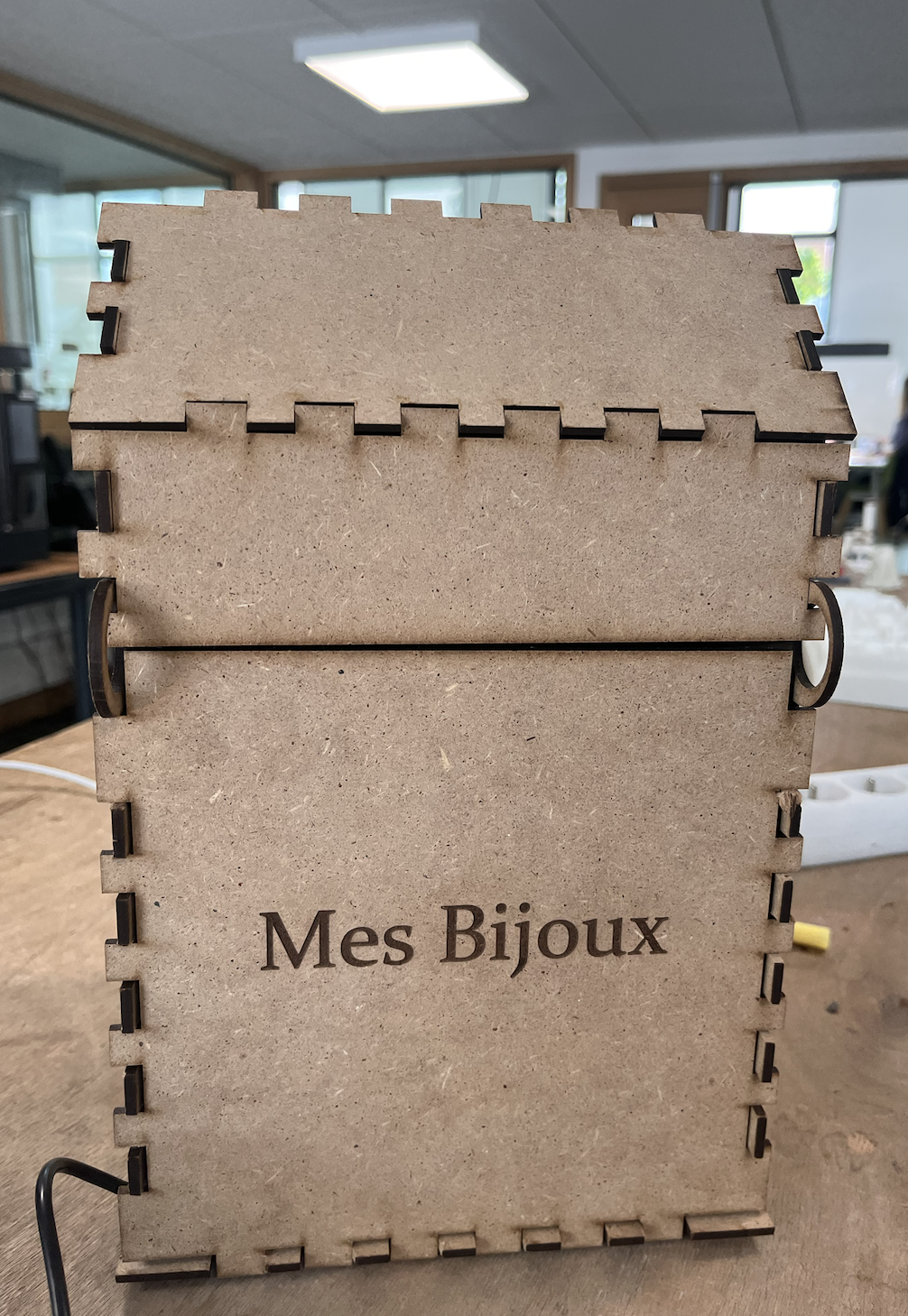
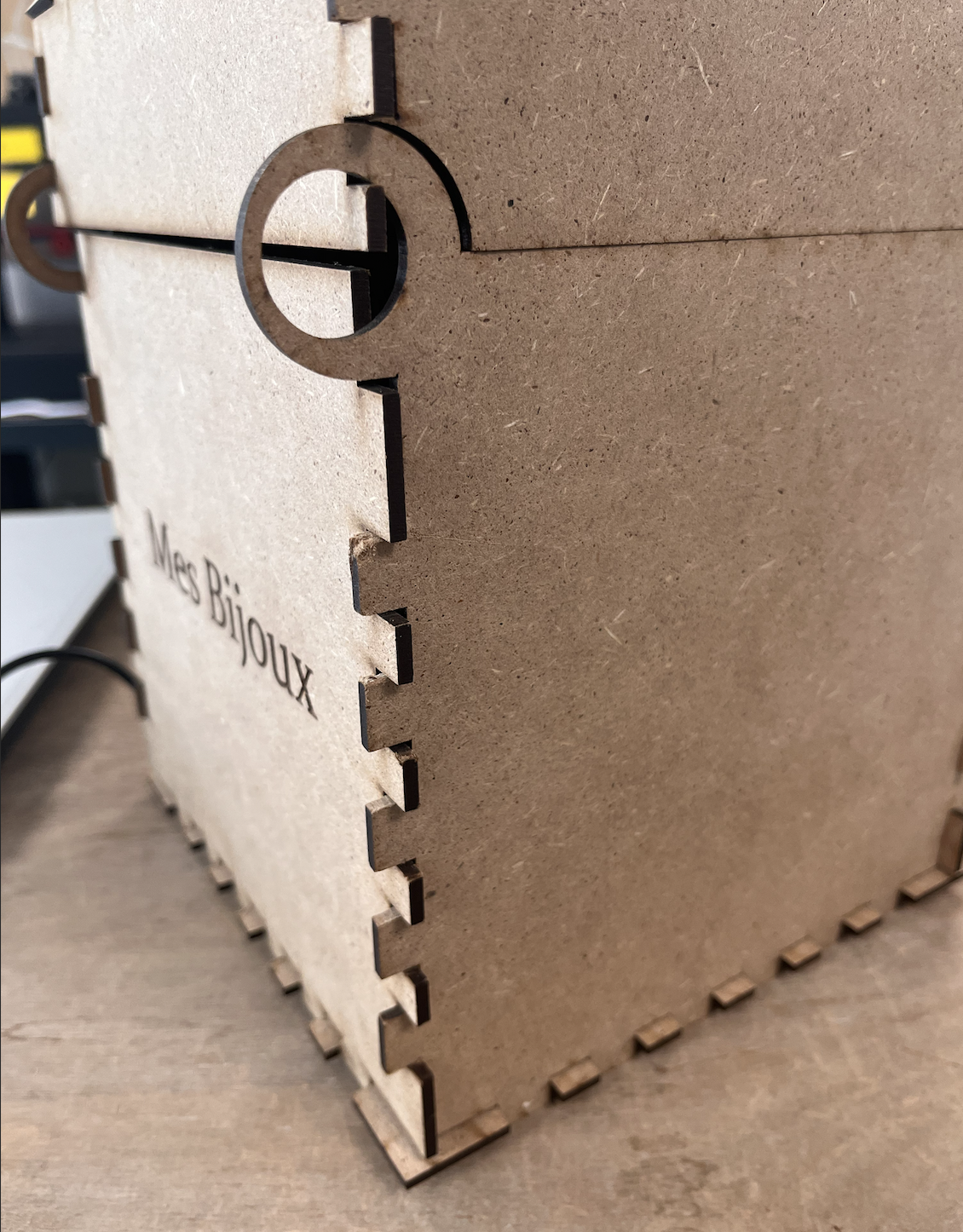
Nous avons également personnalisé notre boîte en ajoutant une gravure sur le panneau avant avec l'inscription :
"Mes bijoux" donnant ainsi un aspect personnalisable. On peut imaginer que chaque personne pourra inscrire ses initiales, son prénom, un dessin ou bien une citation.

Difficultés rencontrées
Lors de la conception et de la fabrication de la boîte par découpe laser, nous avons rencontré plusieurs difficultés techniques et organisationnelles.
Tout d'abord, le paramétrage des crénelures (emboîtements) a été particulièrement délicat. Il était essentiel d’ajuster précisément les dimensions des créneaux et du jeu pour garantir que toutes les pièces puissent s'emboîter correctement, sans forcer, mais sans être trop lâches non plus. Cela a nécessité plusieurs ajustements et au moins cinq tests avant d’obtenir un résultat satisfaisant.
Le paramétrage des dimensions globales de la boîte a également posé question. Nous devions créer une boîte suffisamment grande pour être fonctionnelle, tout en restant compatibles avec les plaques de MDF 3 mm dont la taille était limitée. Il a donc fallu trouver un bon équilibre entre praticité et contraintes matérielles.
Pour limiter les pertes de matière, nous avons aussi optimisé l'agencement des pièces sur la plaque en les rapprochant au maximum les unes des autres, tout en respectant les marges de sécurité nécessaires pour la découpe laser. Cette étape d’optimisation a été indispensable pour que toutes les pièces puissent tenir sur une seule plaque.
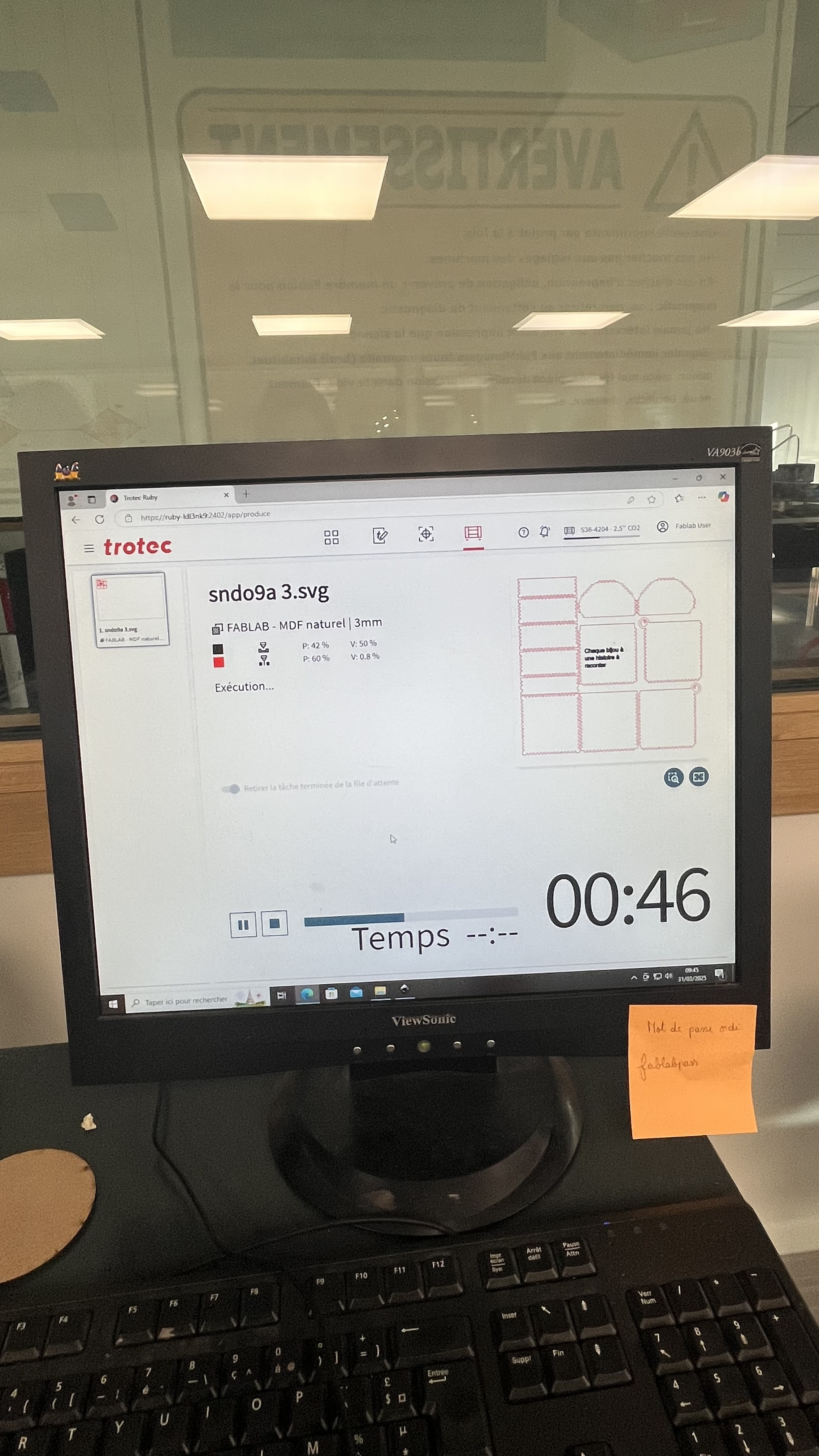
Enfin, une contrainte organisationnelle s’est ajoutée : une seule machine de découpe laser était disponible pour tous les groupes, ce qui a entraîné des temps d’attente importants. Nous avons donc dû planifier soigneusement notre découpe et nous organiser efficacement pour respecter les délais.
Conception et montage du circuit électrique
Liste des composants :
-
Arduino Uno
-
Capteur Ultrason HC-SR04
-
Ruban LED RGB 5050
-
Câbles de connexion - 2 types : câbles Dupont Mâle-Mâle et câbles Dupont Mâle-Femelle.
Schéma de câblage
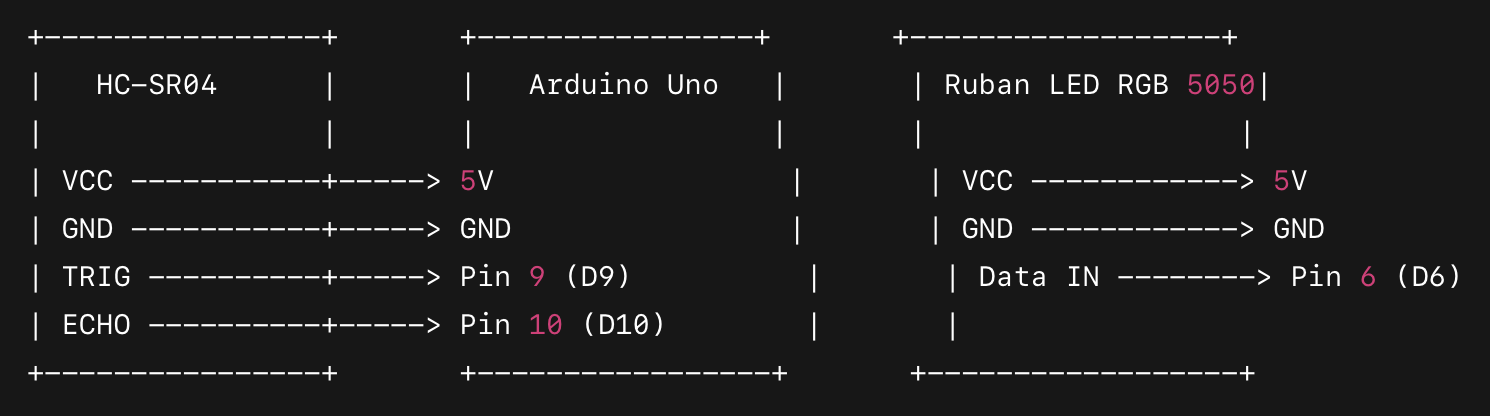
1. Capteur Ultrason HC-SR04
-
VCC → 5V Arduino
-
GND → GND Arduino
-
TRIG → Pin 9 Arduino
-
ECHO → Pin 10 Arduino
2. Ruban LED RGB 5050
-
VCC → 5V Arduino (ou alimentation externe si beaucoup de LEDs)
-
GND → GND Arduino
-
Data IN → Pin 6 Arduino
Le code :
#include <FastLED.h>
#define TRIG_PIN 9 // Broche TRIG du HC-SR04
#define ECHO_PIN 8 // Broche ECHO du HC-SR04
#define LED_PIN 6 // Broche des LEDs WS2812b
#define NUM_LEDS 30 // Nombre de LEDs
#define BRIGHTNESS 50 // Luminosité (0-255)
#define THRESHOLD 30 // Distance (cm) pour considérer la boîte ouverte
CRGB leds[NUM_LEDS];
void setup() {
Serial.begin(9600);
pinMode(TRIG_PIN, OUTPUT);
pinMode(ECHO_PIN, INPUT);
FastLED.addLeds<WS2812, LED_PIN, GRB>(leds, NUM_LEDS);
FastLED.setBrightness(BRIGHTNESS);
FastLED.clear();
FastLED.show(); // Éteindre les LEDs au début
}
void loop() {
long duration;
int distance;
// 📡 Mesurer la distance avec le HC-SR04
digitalWrite(TRIG_PIN, LOW);
delayMicroseconds(2);
digitalWrite(TRIG_PIN, HIGH);
delayMicroseconds(10);
digitalWrite(TRIG_PIN, LOW);
duration = pulseIn(ECHO_PIN, HIGH);
distance = duration * 0.034 / 2;
Serial.print("Distance mesurée : ");
Serial.print(distance);
Serial.println(" cm");
if (distance > THRESHOLD) {
Serial.println("📦 Boîte ouverte ! LEDs allumées !");
allumerLEDs();
} else {
Serial.println("📦 Boîte fermée ! LEDs éteintes !");
eteindreLEDs();
}
delay(500);
}
// 🔴 Fonction pour allumer les LEDs en rouge
void allumerLEDs() {
for (int i = 0; i < NUM_LEDS; i++) {
leds[i] = CRGB(255, 0, 0); // Rouge
}
FastLED.show();
}
// ⚫ Fonction pour éteindre les LEDs
void eteindreLEDs() {
for (int i = 0; i < NUM_LEDS; i++) {
leds[i] = CRGB(0, 0, 0); // Noir (éteint)
}
FastLED.show();
}Explication du code :
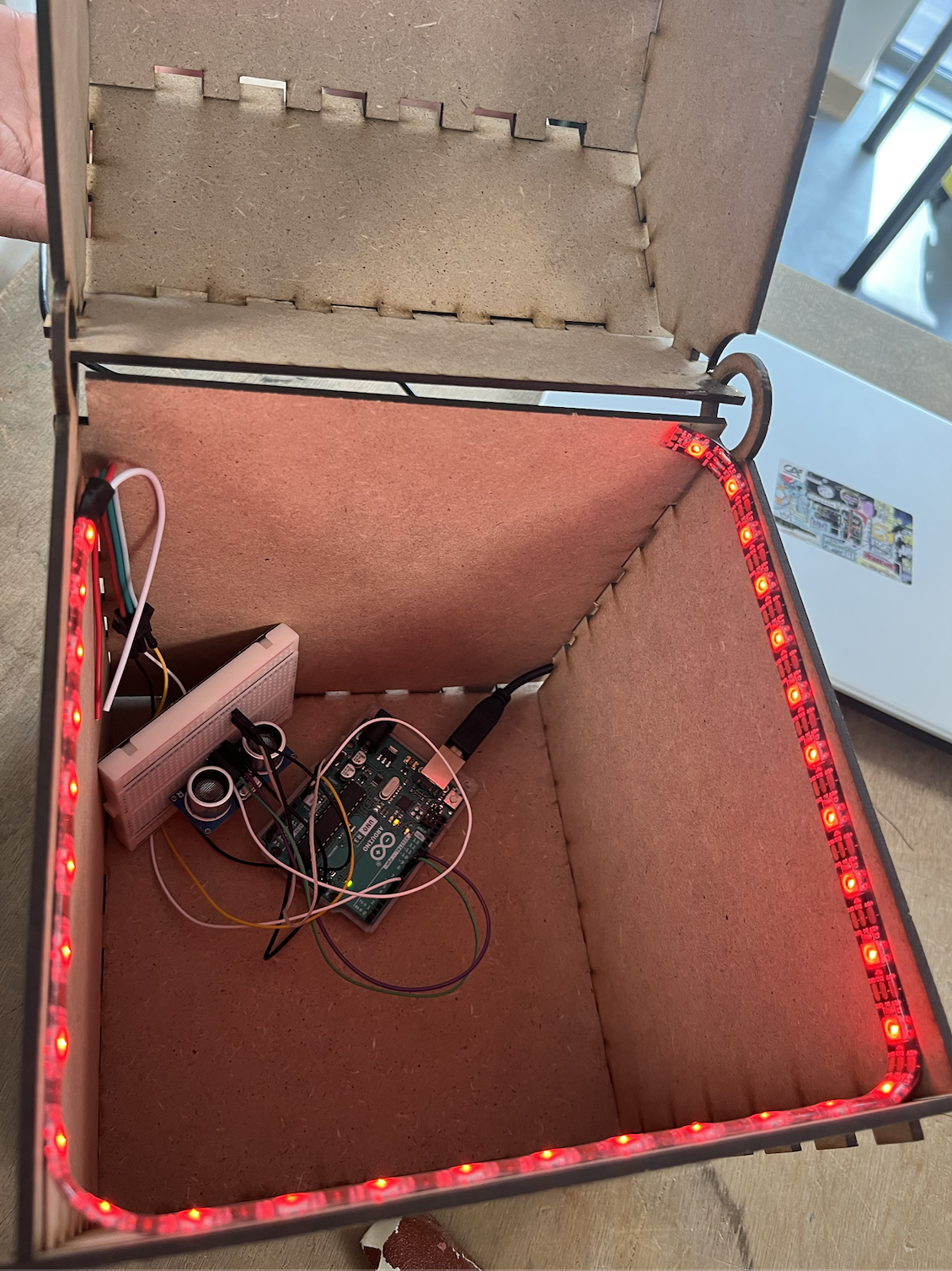
Pour la partie Arduino, nous utilisons la bibliothèque FastLED pour piloter un ruban de 30 LEDs RGB de type WS2812b. Le capteur HC-SR04 est connecté aux broches numériques 9 (TRIG) et 8 (ECHO) pour mesurer la distance entre le capteur et un objet en face.
Dans la fonction setup(), nous initialisons la communication série (pour afficher les résultats sur le moniteur série), configurons les broches du capteur, et préparons le ruban LED en réglant la luminosité à 50. Cette valeur correspond à environ 20 % de l’intensité maximale (puisque l’échelle va de 0 à 255), ce qui permet de limiter l’éblouissement et de réduire la consommation électrique. Au démarrage, toutes les LEDs sont éteintes grâce à FastLED.clear() et FastLED.show().
Dans la fonction loop(), le capteur ultrasonique effectue une mesure de distance en envoyant une impulsion. La distance est calculée, puis affichée sur le moniteur série. Si la distance mesurée est supérieure à 30 cm (THRESHOLD), cela signifie que la boîte est ouverte : toutes les LEDs s'allument en rouge. Sinon, si la distance est inférieure ou égale à 30 cm, la boîte est considérée comme fermée et toutes les LEDs sont éteintes.
Deux fonctions dédiées, allumerLEDs() et eteindreLEDs(), sont utilisées pour gérer respectivement l'allumage et l'extinction du ruban LED. Dans la fonction allumerLEDs(), chaque LED est configurée en rouge (RGB : 255, 0, 0), tandis que dans la fonction eteindreLEDs(), toutes les LEDs sont éteintes en envoyant la couleur noire (RGB : 0, 0, 0). À chaque changement, FastLED.show() est utilisé pour actualiser l’affichage du ruban.
Des messages clairs ("📦 Boîte ouverte ! LEDs allumées !" et "📦 Boîte fermée ! LEDs éteintes !") s'affichent à chaque changement d'état pour faciliter le suivi lors des tests et vérifier que le système fonctionne correctement.
Les difficultés rencontrées
Nous avons perdu une bonne heure à réaliser des tests sur un ruban de LEDs qui était dysfonctionnel. Nous avons fini par le changer et tout a fonctionné comme prévu.
Fabrication de la plaque en impression 3D
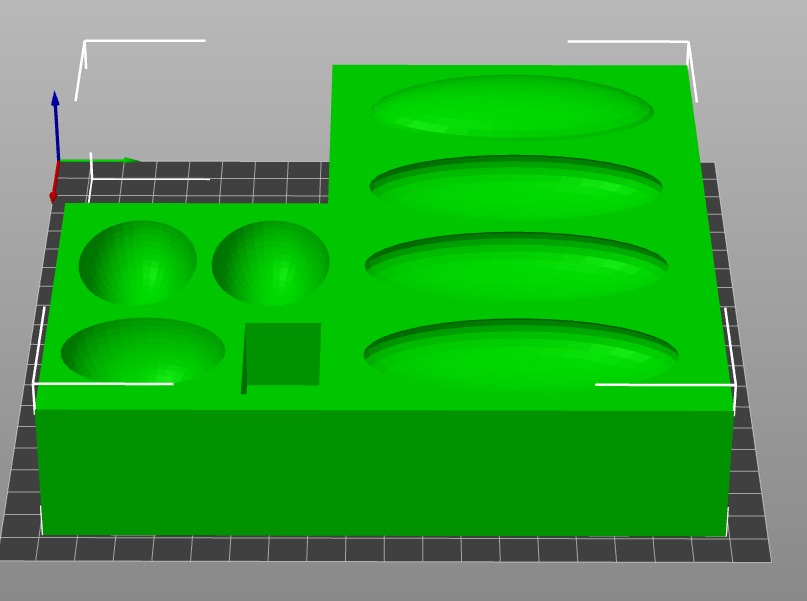
Dans le cadre de notre projet, nous avons également modélisé un insert intérieur pour notre boîte à bijoux destiné à mieux organiser les compartiments de rangement.
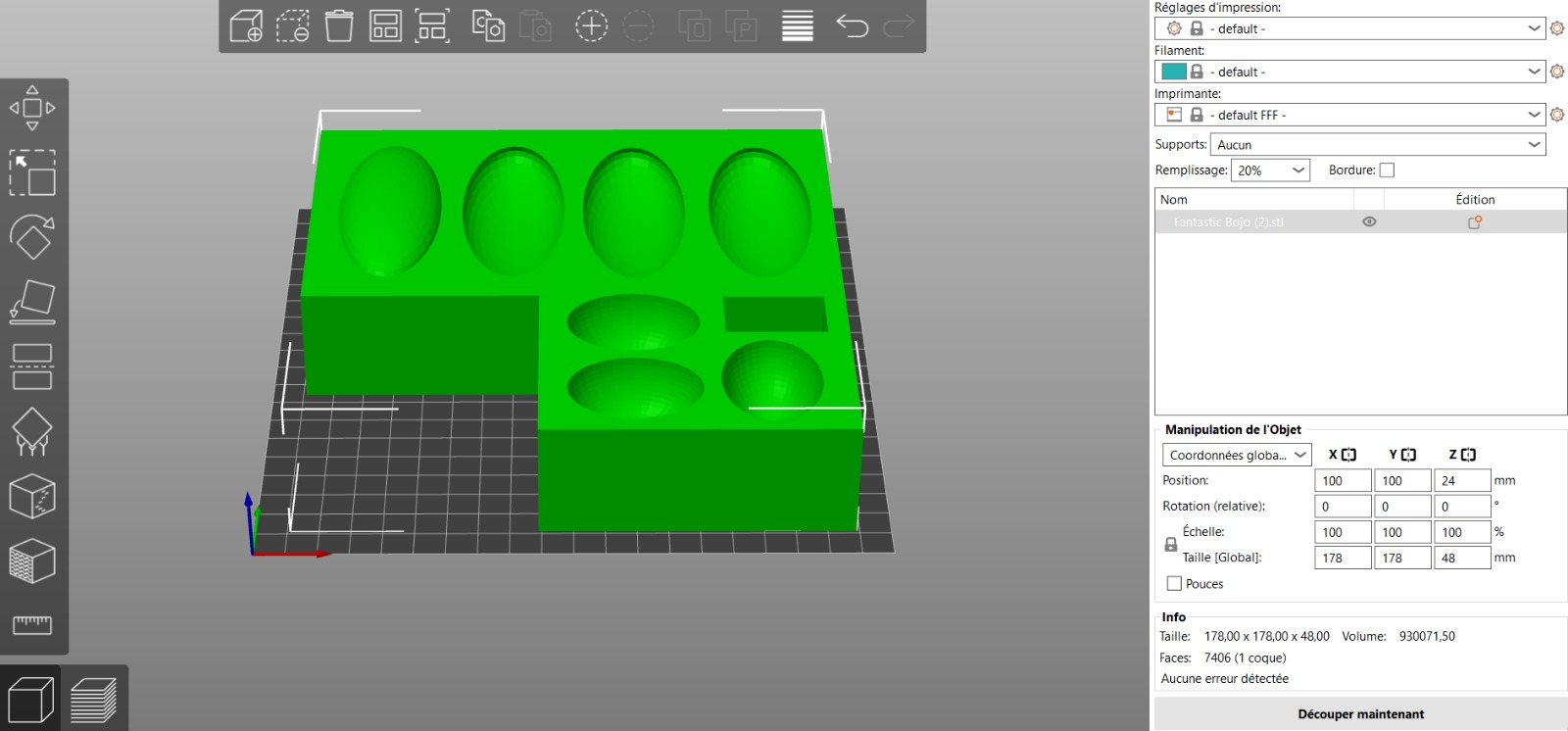
Nous avons conçu une pièce en 3D comprenant plusieurs formes creusées : des compartiments ronds et ovales de tailles différentes, adaptés pour accueillir divers types de bijoux (bagues, boucles d'oreilles, colliers, bracelets, etc.).
Sur les images ci-dessous, on peut voir l'agencement des cavités, ainsi que l'optimisation de l'impression dans le slicer (logiciel de découpe pour imprimante 3D).
La pièce est compacte et a été pensée pour utiliser au maximum l’espace disponible sans perte de matière. La forme n'est pas carrée car il ne faut pas couvrir le capteur ultra-son sinon la détection sera altérée et les LEDs ne s'allumeront pas comme prévu.
Nous avons ajusté les paramètres d’impression avec un remplissage de 20%, ce qui assure un compromis entre solidité et économie de matière. Les dimensions finales sont de 178 x 178 x 48 mm, ce qui s’insère bien à l’intérieur de la boîte créée par découpe laser.
Initialement, nous avions modélisé une pièce relativement épaisse, comportant plusieurs cavités pour organiser les bijoux à l'intérieur de la boîte. Cependant, lors de la préparation de l'impression 3D, nous avons constaté que le temps d'impression estimé était d'environ 5h heures.
Ce temps s'explique par l'épaisseur importante de la pièce et par le travail supplémentaire nécessaire pour creuser toutes les cavités.
Compte tenu du temps limité qu’il nous restait pour finaliser le projet et de la disponibilité partagée des imprimantes 3D, nous avons décidé d'adapter notre stratégie.
Nous avons fait le choix de réduire l'épaisseur de la pièce à seulement 3 mm contre 48 mm précédemment et de remplacer la structure complexe par une plaque plate. D'un point de vue dimensions, la plaque a des dimensions de 178 mm × 178 mm × 3 mm. Elle occupe efficacement la surface de la boîte.
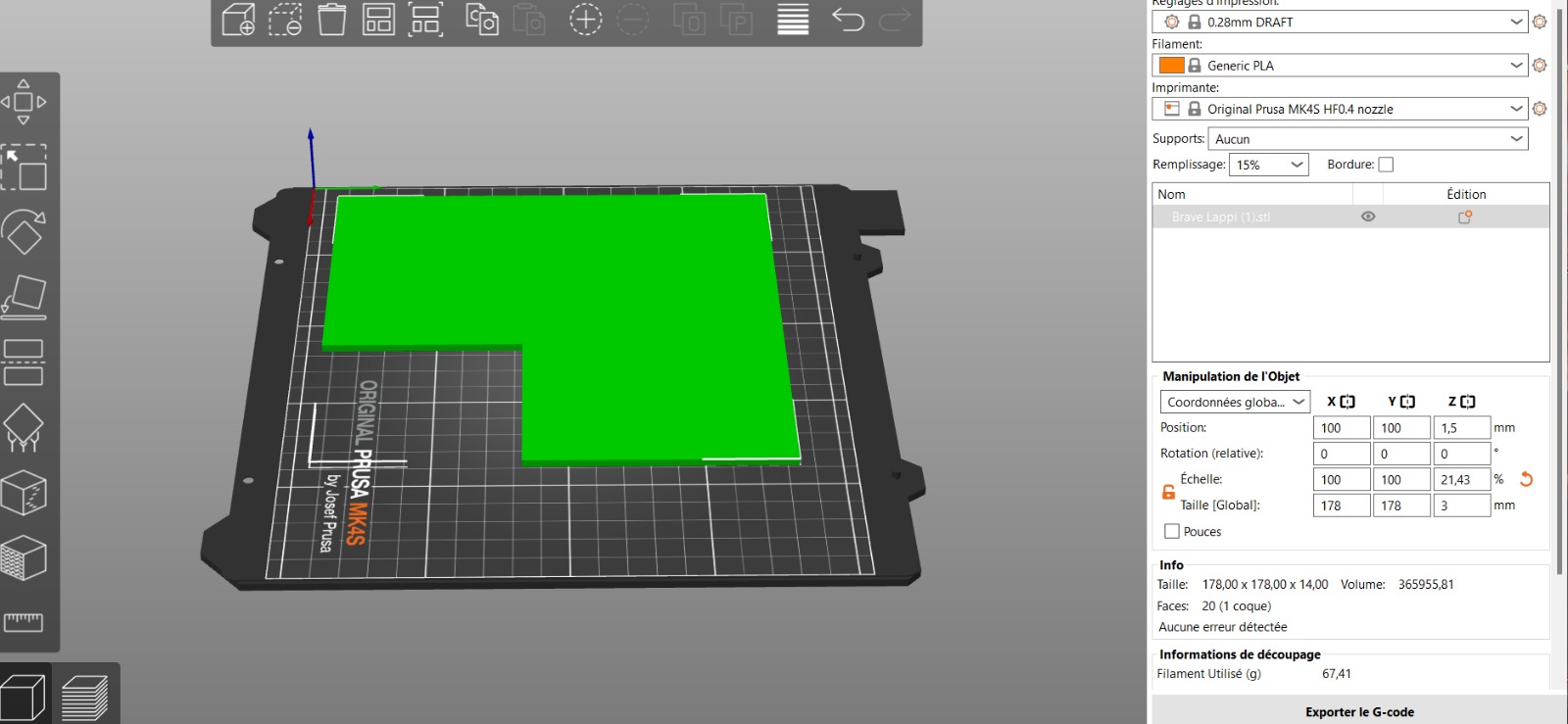
Le temps d'impression est ainsi réduit à 1h22.
Cette plaque a pour objectif principal de cacher l’Arduino situé au fond de la boîte, offrant ainsi un rendu plus esthétique et propre à l'intérieur du coffret.
Cette décision nous a permis de :
-
Réduire considérablement le temps d'impression,
-
Finaliser l'assemblage de la boîte dans les temps,
-
Améliorer l'apparence intérieure en dissimulant l'électronique.

▶️ Lien Vidéo Impression 3D de la plaque
Conclusion
À travers ce projet, l'objectif était de mêler plusieurs compétences acquises dans l'UE Prototypage : découpe laser, impression 3D et électronique Arduino, en réalisant un produit final combinant ces différentes technologies.
Le travail nous a permis de mettre en pratique non seulement des savoir-faire techniques, mais également des compétences de réflexion, d’analyse et de réaction rapide face aux imprévus.
Tout au long du projet, nous avons dû rebondir lorsque certains choix techniques ne fonctionnaient pas comme prévu : par exemple, revoir notre stratégie d'impression 3D pour respecter les délais ou ajuster les réglages des crénelures pour que l'assemblage soit possible.
Avec le peu de temps disponible, la gestion du temps et une organisation rigoureuse ont été essentielles pour pouvoir finaliser l'ensemble du prototype dans les temps impartis.
Si le projet a été mené à bien et a permis de concrétiser notre idée, nous aurions aimé aller encore plus loin :
-
Optimiser davantage le design de la boîte (notamment la couleur, l'aspect esthétique),
-
Améliorer la précision de la découpe des crénelures, pour éviter les légers débordements visibles,
-
Finaliser l’aménagement intérieur avec une plaque 3D intégrant des compartiments spécifiques pour les bijoux.
Malgré ces axes d'amélioration, ce projet a été extrêmement formateur et a renforcé notre capacité à mener un projet de prototypage complet, en mobilisant à la fois la technique et l’organisation.
No Comments