Laura Martínez.
Coordonnées :
- Adresse mail : laura.martinez_castro@etu.sorbonne-universite.fr
- Cursus : Master 1 Management de l’innovation
Introduction
- Date de début : 14/01/2026
- Date de fin estimée : 14/01/2026
- Objectifs : Découvrir le logiciel PrusaSlicer.
Matériaux / Outils / Machines
- Logiciels : PrusaSlicer
- Plateforme : Printables (le modèle 3D)
- Matériau prévu : PLA (Diamètre 1,75 mm)
- Outils de finition : Spatule (pour le décollage)
Première séance – Initiation à l’impression 3D avec PrusaSlicer
vendredi 16 Janvier 2026
Lors de cette première séance au FABLAB, l’objectif principal était de se familiariser avec les bases de l’impression 3D ainsi qu’avec les outils nécessaires à la préparation d’un modèle avant fabrication. Cette session a permis de découvrir le fonctionnement général des imprimantes 3D Prusa MK4S ainsi que l’utilisation du logiciel de tranchage PrusaSlicer.
L’activité consistait à comprendre les différentes étapes nécessaires pour passer d’un modèle numérique à un objet physique imprimé en 3D.
Choix et importation du modèle
Pour cette première expérience, j’ai sélectionné un modèle disponible sur la plateforme Printables, directement accessible depuis PrusaSlicer. Le fichier au format STL a ensuite été importé dans le logiciel afin de préparer l’impression.
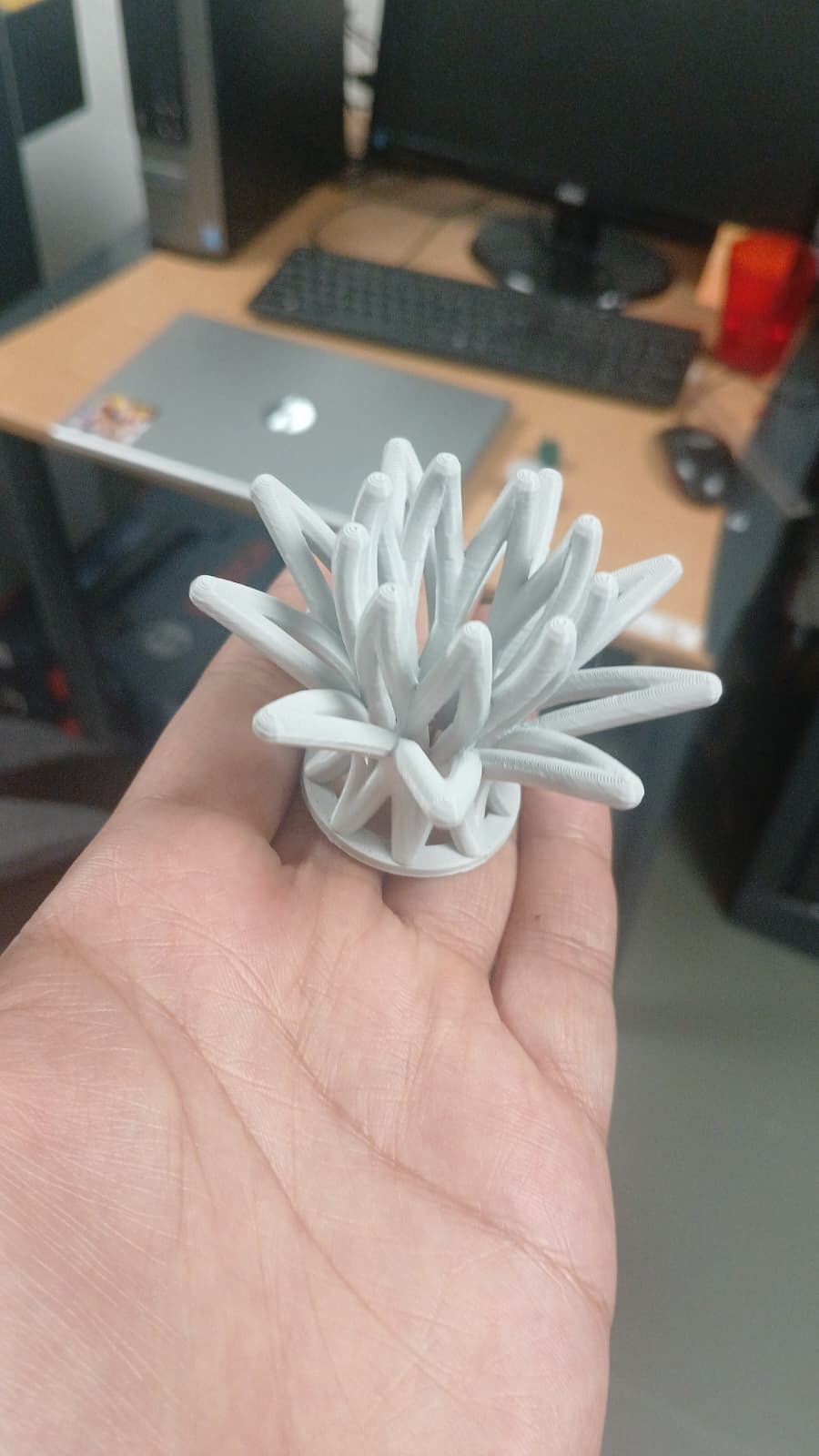
Le modèle choisi correspond à un petit objet décoratif de type porte-bougie (tealight holder) présentant une structure organique composée de formes allongées.
Préparation du fichier dans PrusaSlicer
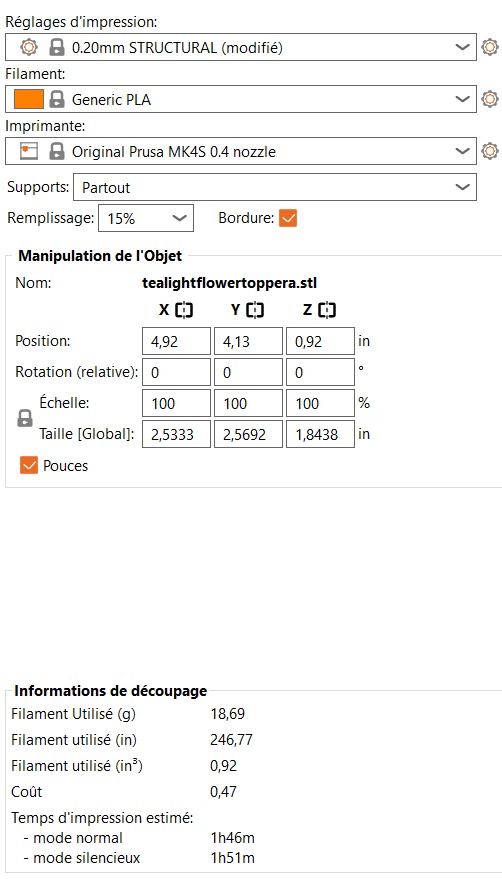
Après l’importation du modèle, plusieurs paramètres d’impression ont été ajustés afin d’optimiser la fabrication :
-
sélection du filament PLA générique,
-
configuration de l’imprimante Original Prusa MK4S (buse 0,4 mm),
-
activation des supports d’impression,
-
réglage du taux de remplissage à 15 %,
-
adaptation de la taille et de la position de l’objet sur le plateau.
Une fois les paramètres validés, le logiciel a généré le G-code, fichier contenant les instructions nécessaires au déplacement de la tête d’impression couche par couche.
Visualisation avant impression
Avant le lancement de l’impression, une simulation a été réalisée dans PrusaSlicer afin d’observer :
-
la décomposition du modèle en couches successives,
-
le temps d’impression estimé,
-
la quantité de filament utilisée,
-
les zones nécessitant des supports.
Cette étape permet d’anticiper d’éventuels défauts et de vérifier la faisabilité de l’impression.
Résultat de l’impression
L’objet imprimé présente une structure complexe composée de multiples éléments inclinés, démontrant les capacités de fabrication additive pour des géométries difficiles à produire par des méthodes traditionnelles.
Analyse post-impression
Après l’impression, plusieurs observations ont été réalisées :
-
Le retrait des supports s’est révélé délicat, notamment au niveau de la base, où leur adhérence était importante. Cela a compliqué le post-traitement sans altérer la surface.
-
Certaines zones en surplomb présentent un léger affaissement du matériau, dû au refroidissement du filament dans le vide avant solidification complète.
-
On observe également de fines stries visibles correspondant aux couches d’impression, ainsi que de légères irrégularités liées aux mouvements rapides de la tête d’impression.
Ces éléments illustrent l’influence directe des paramètres d’impression sur la qualité finale de la pièce.
Deuxième séance – Conception et fabrication d’un objet fonctionnel en impression 3D
Contexte
Dans le cadre de l’UE Processus d’Innovation, cette deuxième séance avait pour objectif de concevoir un objet personnalisé intégrant une fonction réelle, depuis la modélisation numérique jusqu’à la fabrication finale par impression 3D.
Contrairement à la première séance basée sur l’impression d’un modèle existant, cette activité reposait sur une démarche complète de conception, incluant la modélisation, la métrologie, l’ajustement des paramètres d’impression et l’intégration d’un composant physique.
Objectifs
-
Concevoir un magnet en forme de cœur
-
Approfondir la compréhension du processus d’impression 3D
-
Intégrer un élément fonctionnel (aimant) directement dans la pièce imprimée
Métrologie et ajustement dimensionnel
Avant la modélisation finale, l’aimant a été mesuré afin de garantir son insertion correcte dans la pièce.

À l’aide d’un pied à coulisse numérique, les dimensions suivantes ont été relevées :
-
diamètre ≈ 9,90 mm
-
épaisseur mesurée avec précision millimétrique.
Afin d’assurer un bon assemblage, une tolérance dimensionnelle a été appliquée lors de la conception. Le logement de l’aimant a été modélisé légèrement plus grand (≈ +0,1 à 0,2 mm).
Cette marge est nécessaire car, lors de l’impression 3D FDM :
-
le filament fondu peut légèrement s’étaler,
-
le matériau se contracte en refroidissant,
-
les dimensions réelles diffèrent légèrement du modèle numérique.
Sans cette tolérance, l’aimant n’aurait pas pu être inséré correctement.
Préparation à l’impression (Slicing)
Après la modélisation, le fichier a été exporté en format STL puis importé dans PrusaSlicer.
Les paramètres principaux ont été ajustés afin d’assurer la solidité de la pièce :
-
choix du filament PLA,
-
réglage du remplissage (infill),
-
adaptation de la hauteur de couche,
-
positionnement optimal sur le plateau.
Une simulation couche par couche a permis de visualiser le déroulement de l’impression et d’estimer le temps nécessaire.
Insertion de l’aimant – Pause programmée
Pour intégrer l’aimant directement à l’intérieur de la pièce, une fonction avancée du slicer a été utilisée.
Grâce au visualiseur de couches :
-
la hauteur correspondant à la fermeture du logement de l’aimant a été identifiée ;
-
une pause automatique a été programmée à cette couche précise.
Pendant l’impression :
-
l’imprimante s’est arrêtée automatiquement,
-
la buse s’est déplacée hors de la zone d’impression,
-
l’aimant a été placé manuellement dans son logement.
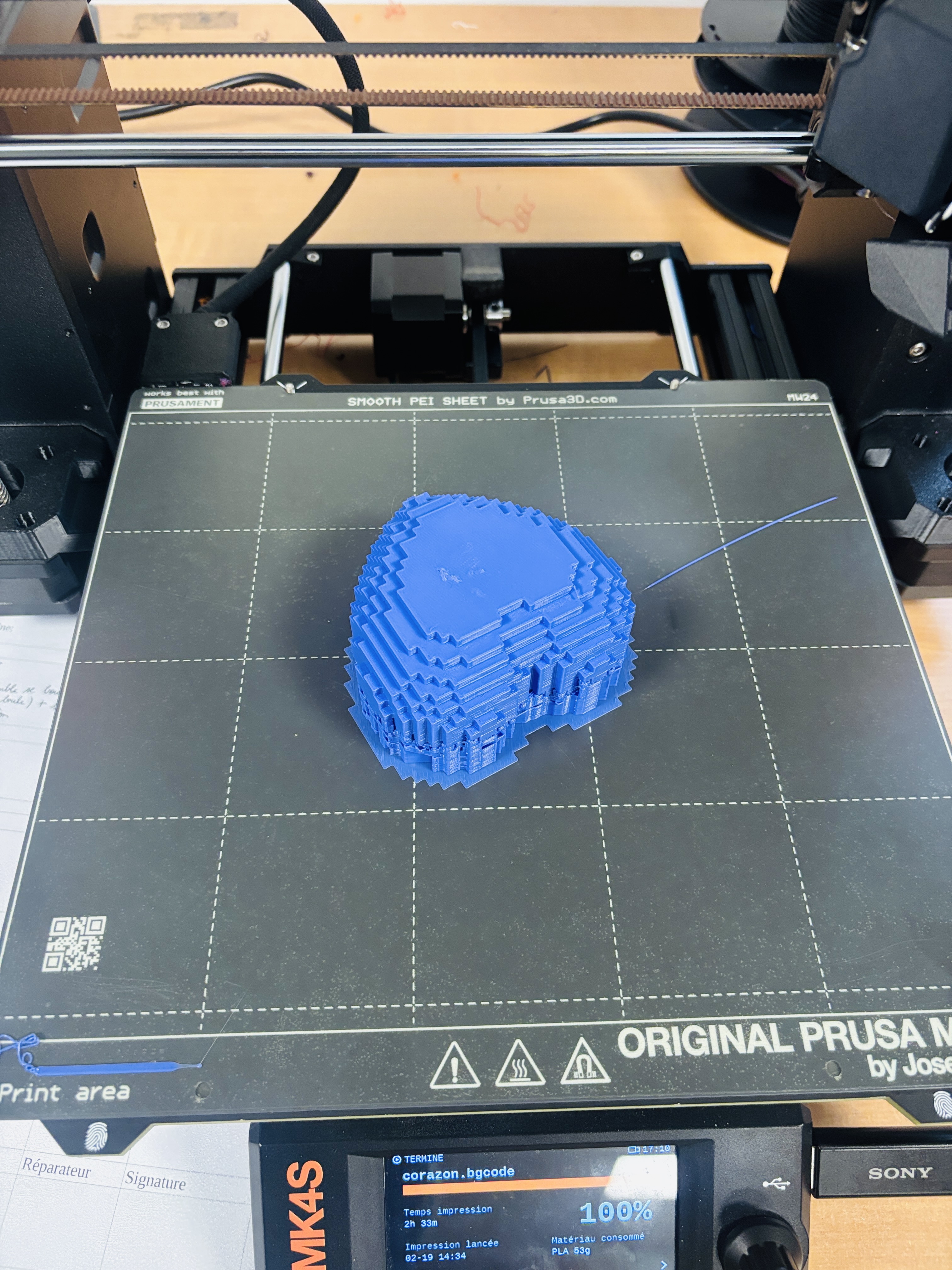
L’impression a ensuite repris, recouvrant l’aimant par les couches supérieures, le rendant invisible et parfaitement intégré à l’objet.
Résultat final
Le cœur imprimé présente :
-
une bonne résistance mécanique,
-
un aimant totalement intégré,
-
une surface propre et homogène.
L’aimantation fonctionne correctement à travers la fine couche de plastique supérieure, validant pleinement la fonctionnalité de l’objet.
Conclusion
Cette séance a permis de comprendre que la conception d’un objet fonctionnel en impression 3D nécessite une approche itérative combinant :
-
modélisation numérique,
-
mesures réelles,
-
gestion des tolérances,
-
optimisation des paramètres d’impression.
L’expérience a mis en évidence l’importance du lien entre conception théorique et contraintes physiques de fabrication additive.