Stage
Ceramic
Semaine du 1 juin au 5 juin
1 juin : Découverte du laboratoire, des différentes imprimantes 3D (Prusa et Cosmyx).
2 juin : Prise en main de la Prusa avec un modèle trouvé sur Makerworld utilisation de OrcaSlicer pour transformer le fichier STL en fichier gcode (pour qu'il puisse être lu sur l'imprimante Prusa).
Découverte du logiciel Fusion création d'un écrou à partir d'un tuto en ligne puis imprimé sur une imprimante Prusa en 0.2mm structural.
3 juin : Prise en main du logiciel Fusion création de pièces 'ressemblant' à certaines illustrées dans l'article scientifique Céramiques denses à forme complexe fabriquées par impression 3D : Une revue.
4 juin : Conversion des 2fichiers (pièces) de fusion en STL cliquer sur Exporter puis choisir le bon format.

Ouverture des fichiers sur OrcaSlicer vérification des paramètres et de la durée d'impression.
On vérifie dans aperçu combien de temps vont prendre les impressions,
Impression sur Pursa des deux pièces, environ 50min chacune.
Pour réaliser cette pièces sur Autodesk Fusion

Esquisse
- 1 carré de 50mm de côté 2 cercles 22mm et 7.5 de rayon
- 4 petits cercles 2.5 mm rayon
- 2 Courbes coniques proches 0.75 chacune
- Réseau Circulaire sélectionner comme objet la surface des deux courbes coniques, sélectionner comme point de centre le centre du cercle, mettre 10 dans quantité.
- Terminer l'esquisse
Extrusion 10mm

Cette pièce a été imprimée en 2 parties : le 'soleil' et le tour. Donc modification des hélices.
Sur Fusion j'ai extrudé les 3pièces de -4mm pour qu'elles aient une épaisseur de 6mm. Je les ai importer sur OrcaSlicer j'ai vérifié dans aperçu (générer le g-code) la durée de l'impression la quantité de PLA utilisée.
Impression des 3 pièces avec une épaisseur de 6mm.






5 juin : Lecture et annotation de l'article Utilization of fused deposition modeling in the fabrication of lattice
structural Al2O3 ceramics.
Formation pour OrcaSlicer, : Ajouter un modificateur, assemblage de 2 pièces, intérêt et utilisation des supports. Pour la céramique on va utiliser que des supports normaux mode manuel.
Découverte de l'imprimante Cosmyx maintenance de l'imprimante, changement de buse, changement de bobine, réglage de Z-offset (après changement de buse ou de plateau).
Impression des 3 pièces avec du PLA sur la Cosmyx.
Semaine du 8 juin au 12 juin
8 juin : Changement de la bobine/buse sur COSMYX
- Chauffer la buse
- Attendre que la température soit atteinte ici 210°C
- Retirer l'ancienne bobine tirer doucement le filament par le haut
- Refroidir à 0°c
- Déplacer la tête pour qu'elle soit accessible (Aller dans Réglage, take originepuis move to)
- 1) Enlever la vis 2) Débrancher le câble 3) Enlever la tête
- Réglage Bed levening
- Changement de bobine (céramique très cassant)
- Impression du cube
Problème : seulement 50% de l'impression a été réalisée car le filament s'est entourée autour de la buse.
La bobine en céramique doit être conservée sous atmosphère inerte. Pesée et mise sous cloche avec des cristaux (silicat deviennent rose quand ils sont hydratés).
Formation Fusion.
9 juin : Nettoyage de la pointe de la buse.
Problème : Aucun filament ne sort de la buse. J'ai sorti la buse et nettoyé la où se fixe la buse. Aucun filament n'est sorti.
On a nettoyé la tête avec un pistolet chauffant et une pointe pour faire sortir le filament coincé dans la tête.
10 juin : Problème imprimante
microfluidic
Introduction
Au cours de ce stage, on cherche à concevoir une puce microfluidique adaptée à la réalisation de test ELISA. Les test ELISA sont des test immuno enzymatique qui permettent de détecter des anticorps spécifiques ou des antigènes. La réalisation de ces test à l'aide d'une puce microfluidique permettra de diminuer les temps d'incubation afin d'obtenir des résultats rapidement, de plus cela permettra de diminuer les coûts de réalisation de ces test. Pour ce faire nous utiliserons 2 approches : impression résine et moule PDMS. Nous nous baserons sur la littérature existante ainsi que nos expérimentations.
03/06/26
Réalisations de 2 modèles de puces microfluidiques :

Extrusion :
- canaux : 0,05 mm
- insertions : 1,5 mm
- hauteur moule : 3 mm
- hauteur coque : 6 mm
2e modèle : (mêmes dimensions)

Impression avec résine grise, sans inclinaison et avec supports :
04/06/26
Impression des 2 modèles microfluidiques terminés :
- Augmenter la hauteur et les diamètres des points d'insertion => 1,5 mm & 0,84 mm
- 4 canapés & temps d'exposition 45 sec OK à voir sur les prochains tests


Nettoyage des moules à l'isopropanol, faire attention aux poussières pour PDMS => utiliser du scotch pour enlever les poussières.
Pour le modèle PDMS doit être bien sec & faire attention à ce que le modèle soit bien sec avant de placer aux uv.
A voir : profondeur des moules non uniforme et inférieure à 3mm plutôt 2,90 mm
Modification des paramètres des points d'injection et de sortie et lancement de l'impression
Acquisition d'un pousse seringue : chemyx oem seringue pompe sk70
=> Bibliographie pour établir le code arduino pour le pousse seringue
https://pubs.acs.org/doi/10.1021/acs.jchemed.4c00033 code arduino pompe => faire attention certains éléments pas nécessaires car code correspond à une pompe faite de a à z donc utiliser le code en ligne qui correspond à une pompe à seringue commercialisée
Paramètres à check pour le code :
- diamètre de la seringue
- volume de la seringue
- unités en µL/min
- débit volume (µL/min) pour :
-
-
-
-
- échantillons
- lavage
- anticorps
- substrat
-
-
-
-
- volume par étapes (µL) :
-
-
-
-
- échantillons
- lavage
- anticorps
- substrat
-
-
-
-
- définir les temps d'incubations pour chaque étape :
-
-
incubation_sample_timeincubation_antibody_timeincubation_substrate_time
-
-
05/06/26
Préparation du PDMS : 11,6g A & 1,26g B pour 4 moules => proportion 10:1 (bien calibrer la balance)
Dépoussierer les moules, faire couler le PDMS et dégazer
Moules placés à sécher dans 2 conditions :
- A température ambiante 3 jours (potentiellement inférieure à 25°C)
- Au four à 60°C pendant 19h
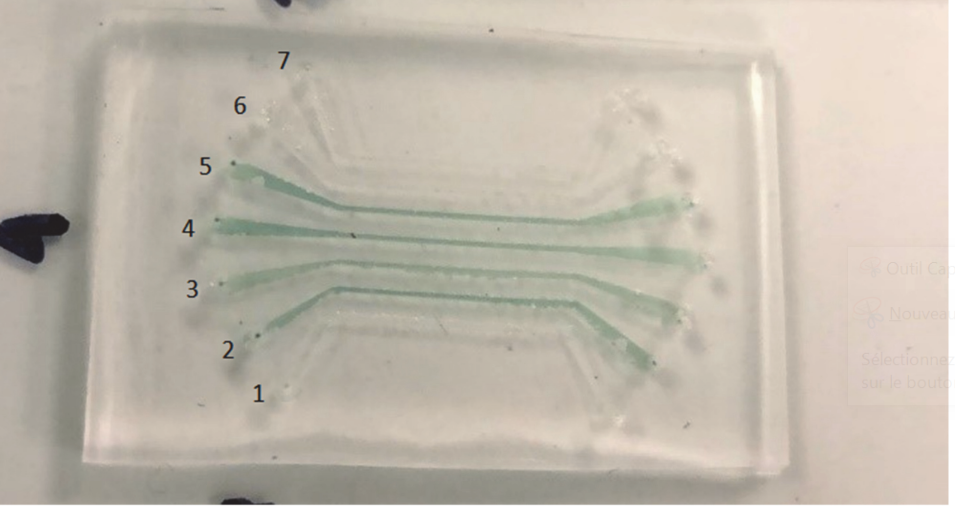
Début de la modélisation du moule pour ELISA comme vu sur publication avec les mêmes paramètres de tailles que pour la dernière version des puces test. Ici 7 canaux
08/06/26
PDMS n'a pas séché pour les 2 conditions :
- température probablement inférieure à 25°C & 3 jours ne semble pas suffisante si 25°C respectée
- dysfonctionnement du four donc PDMS pas entièrement sec
=> on remet les 4 moules au four à 60°C & en parallèle on relance l'impression des dernières puces (TEST MODIF) pour refaire couler PDMS
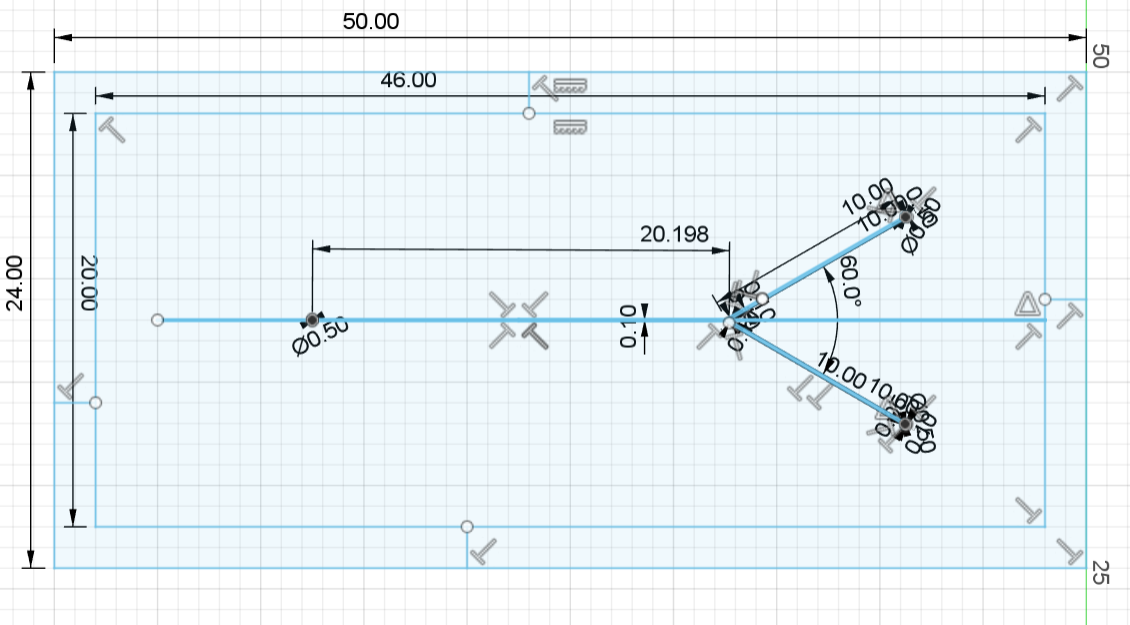
Esquisse de la puce ELISA fini : (à faire vérifier)
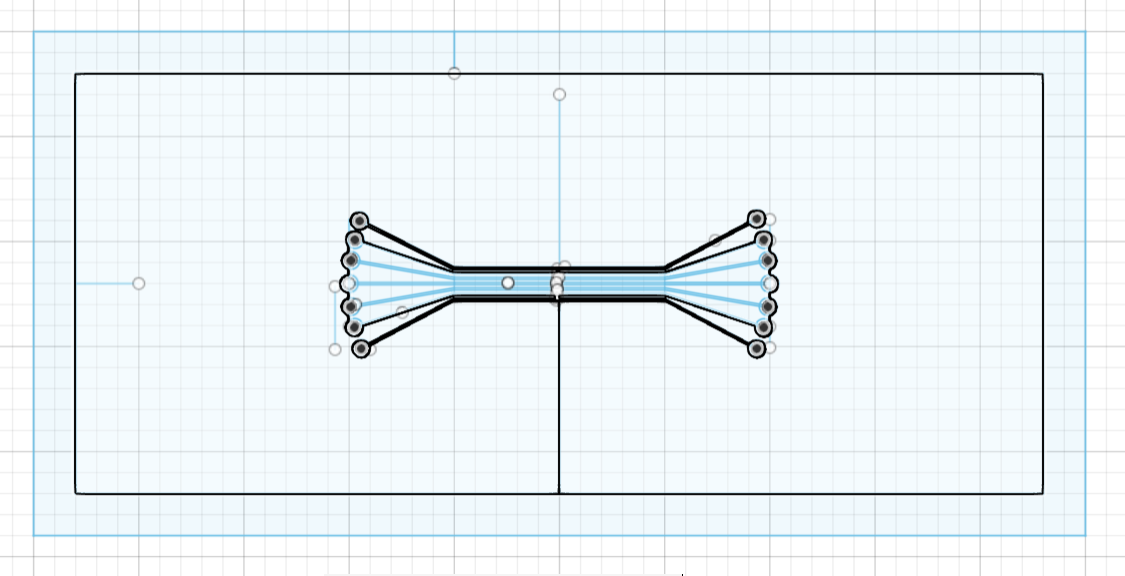
Modèle pour moule PDMS => reste à faire le modèle pour la puce en résine transparente
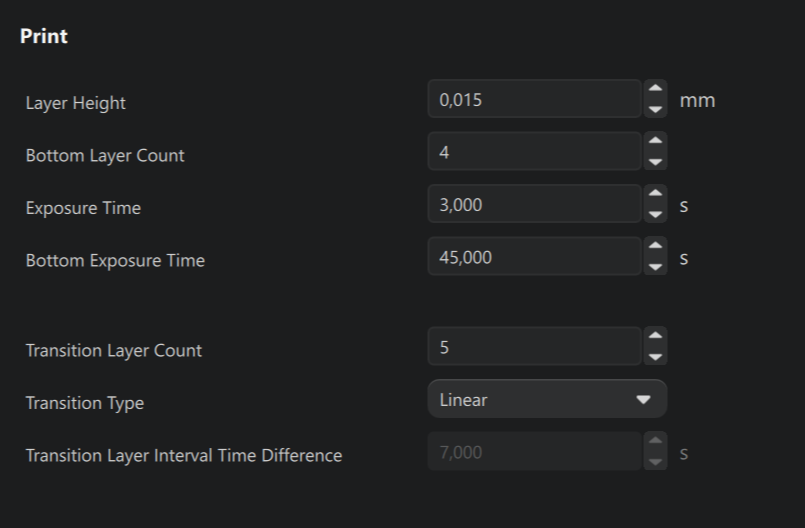
Epaisseur pas suffisante donc modification on essaie :
épaisseur = 10 mm
hauteur des canaux = 0,1 mm
09/06/26
Modification de paramètres pour prestation : 45° résine blanche avec test support mid et support fin là où zones de faiblesse
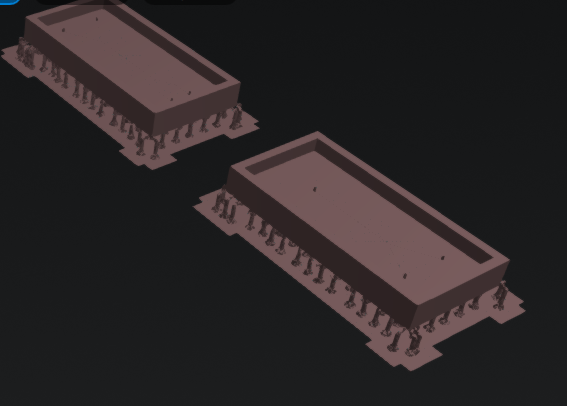
Impression des moules avec épaisseur 10 mm fini et préparation du PDMS :
Volume = 46*20*10 = 9200 mm^3 donc 8,36g et 0,84g pour être en proportion 10:1
Modélisation du modèle en résine fermé fini à faire vérifier
11/06/26
Impression de la prestation : 12 pièces (Saturn 4 ultra)
Paramètres :
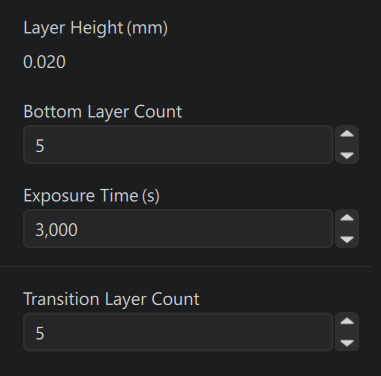
Impression du modèle ELISA à 7 canaux comme vu dans la publication (Mars) : à voir ajustement de la taille des canaux et hauteur des canaux => très fin
Paramètres :
Impression de modèle en résine transparente (Saturn 4 ultra) : mauvaise adhésion au plateau impression seulement des supports => modifier les paramètres de l'imprimante
=> équivalent de la Saturn 4 ultra chez anycubic = Photon Mono M7 Pro
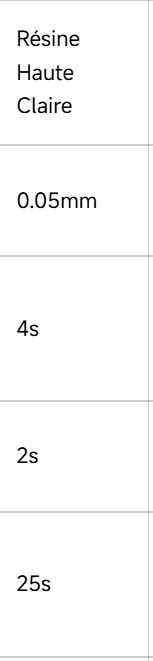
Paramètres de la résine ultra claire pour la Photon M7 Pro :