Fabrication additive (impression 3D)
- Les différentes technologies d'impression 3D
- L'impression FDM : principe et types de machines
- L'impression FDM : paramètres à prendre en compte
- L'impression FDM : Calibration
- L'impression SLA (résine)
- Ajouter une texture à un modèle 3D
Les différentes technologies d'impression 3D
L'impression 3D, ou fabrication additive, consiste à produire un objet tridimensionnel à partir d'un modèle 3D, à l'aide d'une machine à commande numérique et d'un matériau de base.
Les procédés, machines et matières sont nombreux. On va principalement parler ici de deux procédés parce qu'ils reposent sur des technologies accessibles au grand public et que vous pourrez les expérimenter au fablab. Il s'agît du procédé d'impression par extrusion de matériau et de celui de photopolymérisation en cuve.
Toutes ces techniques ont en commun qu'elles nécessitent en premier lieu un modèle en 3D (typiquement au format .stl) qui est ensuite importé dans un logiciel afin de générer les instructions à donner à la machine, selon les caractéristiques d'impression qu'on souhaite obtenir et divers paramètres machine liés au matériau. Ces instructions peuvent être sous un format texte, comme le format .gcode qui explicite les chemins que l'outil doit parcourir et d'autres paramètres comme les températures et vitesses d'écoulement, mais elles peuvent aussi contenir des images, comme pour l'impression résine DLP dont nous parlerons plus bas.

Les familles de technologies de fabrication additive. Source : https://www.hubs.com/get/am-technologies/
On va donc aborder les deux procédés suivants : l'extrusion de matériau et la photopolymérisation en cuve.
L'impression FDM : principe et types de machines
La grande technologie par extrusion de matériau est appelée FDM, pour Fused Deposition Modelling, autrement dit dépôt de filament fondu.
Le principe de fabrication est le suivant : une fois les instructions générées grâce au slicer et généralement exportées au format .gcode, l'objet est créé à partir de filament de matière disponible sous forme de bobine. Une tête d'extrusion s'assure ensuite de pousser le filament dans un élément chauffant pour le faire fondre. Le filament fondu passe enfin à travers une buse qui se déplace au-dessus du plateau pour déposer le filament fondu couche par couche, tandis que le filament fondu se solidifie en refroidissant.
Cela impose des limitations techniques, car le filament ne peut être déposé dans le vide. Pour pallier à cela, on a très souvent recours à des supports : ce sont des parties qui vont être imprimées en même temps que le corps de l'objet lui-même, mais conçue de façon à être facile à retirer une fois l'impression terminée.
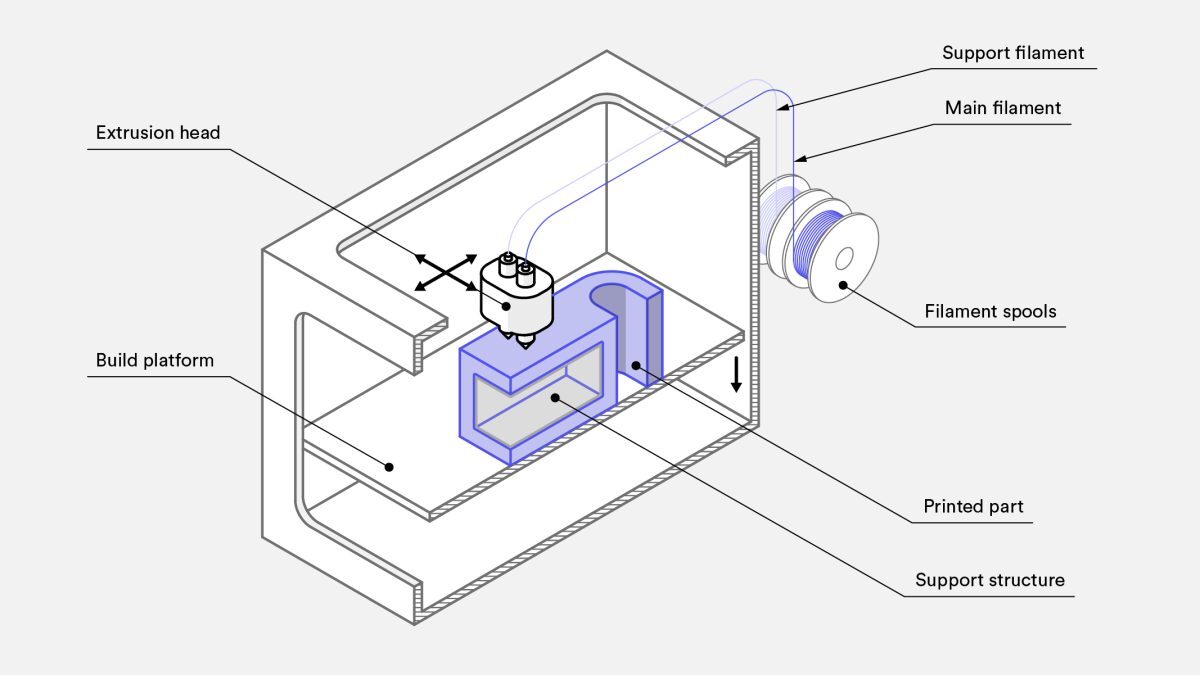
Schéma d'un type de machine d'impression FDM qu'on trouve couramment. Les Raise 3D Pro2 du Fablab suivent ce principe général.
Plusieurs variantes existent sur ce principe.
Quelques variantes d'imprimantes FDM
Systèmes d'extrusion
Extrusion directe
Les machines dites à extrusion directe (direct extrusion) rassemblent dans une même pièce la partie qui attrape et pousse le filament solide (un moteur pas à pas) et l'élément chauffant qui le fait fondre . Une conséquence est que cette partie mobile - qui est donc celle qui dépose le filament fondu sur le plateau - est alourdie et donc ralentie par la présence du moteur. Mais cela peut présenter d'autres avantages comme un meilleur écoulement pour certains types de filament, en particulier flexibles.
Extrusion bowden
Les machines à extrusion bowden (ou "à moteur déporté") ont un moteur d'extrusion fixe sur le châssis : ainsi, une fois agrippé et tiré de la bobine, le filament passe dans un tube flexible qui l'achemine jusqu'à la partie mobile, où il est fondu par l'élément chauffant et déposé à travers la buse. La partie mobile est donc plus légère et le temps d'impression s'en retrouve diminué. Mais ce mécanisme peut être moins performant, notamment pour des filaments souples.
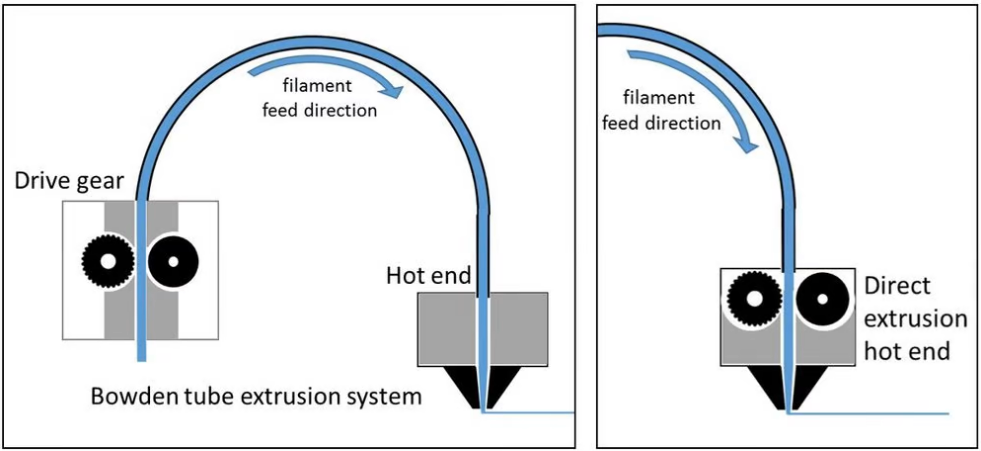
Schéma montrant la différence entre un système à extrustion directe et un système à extrusion bowden. Source : forefrontfilament.co.uk via all3DP
Double extrusion
Par ailleurs, certaines machines permettent d'extruder deux filaments différents au cours d'une même impression sans changer de bobine en cours de route, grâce à la présence de deux systèmes "extrusion + élément chauffant + buse". Cela offre notamment la possibilité d'imprimer les supports d'impression avec un filament différent de celui utilisé pour l'objet final, par exemple avec du filament soluble dans l'eau comme le PVA. C'est le cas des Raise 3D Pro2 que nous avons au Fablab. Attention néanmoins, cet usage est occasionnel au Fablab et nécessite donc une recalibration des deux buses avant toute impression. Rapprochez-vous d'un.e fabmanager si cette possibilité vous intéresse !
Pour tout savoir sur les extrudeurs, un peu de lecture sur --> all3DP<--
Système assurant les mouvements
Plusieurs types de systèmes peuvent permettre d'assurer les mouvements des pièces (tête d'impression et plateau). Ainsi, si la majorité des imprimantes gèrent les déplacements à partir des coordonnées cartésiennes x,y,z, d'autres le font avec les coordonnées polaires.
Par ailleurs, dans le paradigme cartésien, on trouve encore beaucoup de variantes : les systèmes rectilignes sont les plus communs, puis viennent ensuite les systèmes delta, et encore bien plus rare les systèmes SCARA.

imprimante TRILAB DeltiQ, système delta (source : filament2print)
Et naturellement il y a encore des nuances dans les systèmes rectilignes, entre les XZ-Head, XY-Head ou encore Crossed.
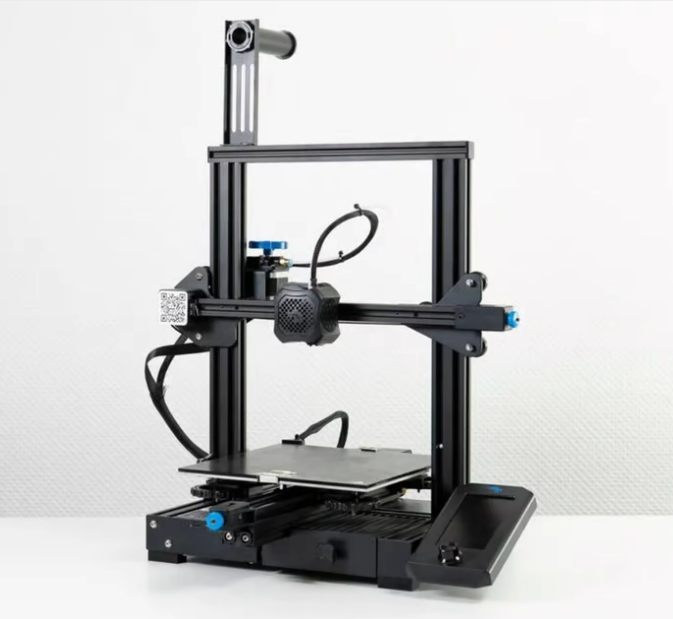
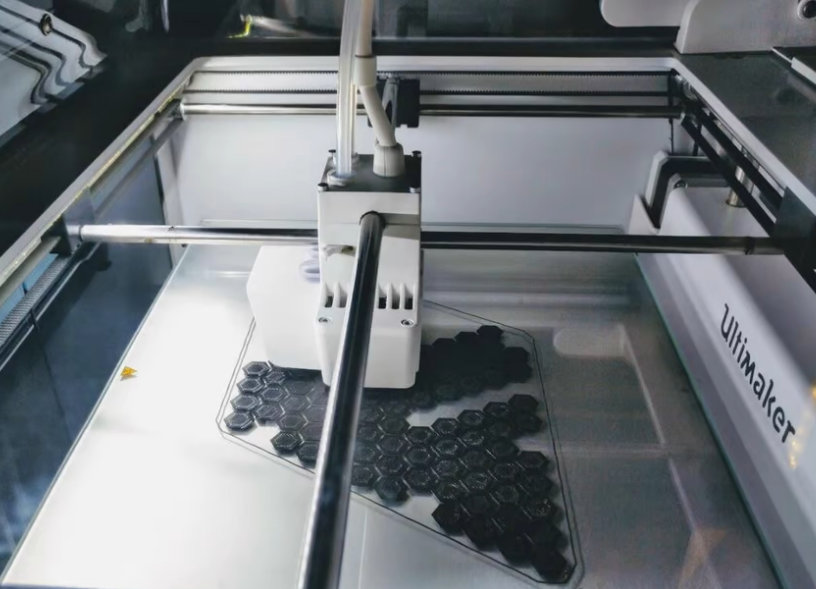
à gauche : imprimante Ender 3 V2, système XZ-Head (source : all3DP)
à droite : imprimante Ultimaker S5, système crossed (source : nt3kk via Reddit)
Et encore bien d'autres variantes !
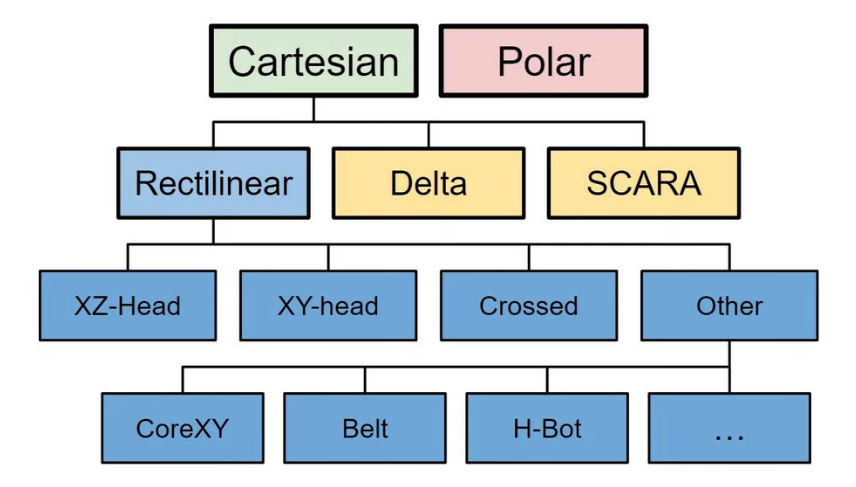
Une classification des systèmes selon les coordonnées et le fonctionnement mécanique (Source : all3DP)
On ne va pas rentrer dans les détails alors voici encore un peu de lecture ici et là.
Auteure: Clara Devanz
Attribution-NonCommercial 4.0 International (CC BY-NC 4.0)
L'impression FDM : paramètres à prendre en compte
Essayons de faire un petit tour des principaux paramètres à prendre en compte.
Les paramètres de votre matériel
Le matériau du filament
C'est la toute première chose dont vont découler la grande majorité des réglages de votre impression. En effet, pour ne parler que des thermoplastiques, ils ont tous des propriétés différentes, en particulier leur réaction à la température. On ne règlera pas à la même température un extrudeur pour du PLA de l'ABS ou du PETG, de même qu'il faudra parfois mettre beaucoup de ventilation, chauffer le plateau ou non, fermer l'enceinte de l'imprimante, réduire les vitesses d'impression, etc.
Heureusement les fabricants de filament fournissent des valeurs typiques pour tous ces réglages. Au Fablab vous verrez que nous avons des bibliothèques de matériau avec des préréglages, il ne vous reste plus qu'à sélectionner le bon filament dans le slicer.
Le diamètre du filament
Il existe deux diamètres standards, 1.75mm et 2.85mm. Référez-vous à la documentation de l'imprimante pour connaître le diamètre qui conviendra. [spoiler : c'est 1.75mm pour les Raise3D Pro2]
Le diamètre de la buse
La buse (nozzle) est l'élément par lequel passe le filament fondu avant d'être déposé sur le plateau. Son diamètre influe donc sur la largeur de la couche déposée. Le diamètre standard des buses est de 0,4mm. En changeant la buse pour une buse avec un diamètre plus petit, on peut potentiellement obtenir des impressions avec une meilleure résolution et par exemple des coins moins arrondis, tandis qu'avec des buses plus larges on peut réduire drastiquement le temps d'impression.
La matière de la buse
Pour les usages et filaments standards on utilise des buses en laiton, mais parfois il leur est préféré des buses dans d'autres matières comme l'acier inoxydable ou durci. Certaines des Raised 3D au Fablab sont équipées de buses en acier (identifiables d'après la couleur du métal).
L'enceinte de l'imprimante
Au Fablab on imprime essentiellement deux types de filament : le PLA et l'ABS. L'ABS est très sensible aux variations de température et aux courants d'air, et les vapeurs qu'il dégage sont relativement néfastes, c'est pourquoi on imprimera ce matériau uniquement dans une imprimante complètement fermée.
Le type de plateau
Différents plateaux d'impression peuvent s'avérer optimaux selon les usages. On trouve couramment des plateaux en verre, des buildtak, ou encore des plateaux perforés.
Au Fablab, on utilise principalement des buses en laiton de diamètre 0,4mm (ou des buses en acier 0,4mm, identifiables à leur couleur différente). Le filament requis pour les Raise3D Pro 2 doit être de diamètre 1,75mm.
Les paramètres incontournables du slicer
Passons maintenant aux paramètres qu'on est le plus souvent amené à ajuster dans le slicer.
La hauteur de couche
C'est elle qui détermine la résolution de votre objet pour une imprimante et une buse donnée. Plus petite sera la hauteur de couche, plus les détails de l'objet seront reproduits finement. Typiquement, on définit la hauteur de couche autour de 0,2mm à 0,3mm. Vous pouvez descendre à 0,1mm si vous avez besoin d'une très bonne définition et monter jusqu'à 0,4mm si la définition n'a pas d'importance. Naturellement, plus l'épaisseur de couche est faible, plus longue est l'impression.
Le taux de remplissage (infill)
Un objet imprimé avec la technologie FDM n'est pas plein en son centre : cela prendrait énormément de temps à imprimer. Il est en fait constitué d'une coque externe et d'une ou plusieurs coques internes, et d'un maillage plus ou moins dense. C'est à la densité de ce maillage que renvoie la notion de taux de remplissage.
Quel taux de remplissage choisir ? Cela dépend de la solidité et de la densité que l'on cherche à obtenir, typiquement 10% pour un objet décoratif, 20 à 30% pour une pièce qui va subir des contraintes mécaniques, 50 à 60% en cas de très fortes contraintes. Bien sûr, plus le remplissage est important, plus la durée de l'impression et la quantité de matière augmentent. Pour les filaments flexibles, le remplissage influe aussi sur la flexibilité de la pièce.
Le motif de remplissage
On choisit généralement un motif de remplissage de type "lignes" ou "grille" - un quadrillage. Mais selon les besoins, typiquement pour des questions mécaniques, il est possible de se tourner vers d'autres motifs de remplissages. Les plus classiques sont :
- lignes : un quadrillage alternant une couche sur deux dans une direction. Ce remplissage consomme peu de matière et est adapté pour les impressions rapides. Il améliore la résistance dans deux directions
- grille : un quadrillage imprimant dans les deux directions à chaque couche. Consomme un peu plus de matière, améliore la résistance dans deux directions.
- nid d'abeilles : maillage hexagonal ressemblant à des alvéoles de ruche. Bon compromis pour les pièces nécessitant une certaine solidité.
- concentrique : tracé concentrique relativement au périmètre de l'objet. Rapide et adapté aux éléments flexibles
- triangle : tracé triangulaire, renforce également la solidité en deux dimensions
- cubique : empilement de cubes inclinés de 45°, renforce la solidité dans les trois dimensions
- gyroïde : compromis entre la solidité 3D et la consommation de matière et de temps
- dans ideamaker vous trouverez également le remplissage "rectiligne" qui est une variante du remplissage "lignes" connectant les extrémités des lignes entre elles
Le nombre de coques (shells)
Les coques sont les enveloppes extérieures de l'objet. Dans un slicer, on peut définir leur nombre. Pour une couche donnée, disons que le périmètre externe représente la première coque, alors si on indique au slicer qu'on souhaite deux coques, cela signifie que l'imprimante va réaliser deux lignes concentriques de périmètre. Plus on augmente ce nombre, et plus l'enveloppe de notre objet va être épaisse.
Le paramètre par défaut est généralement à deux coques, une coque externe et une coque interne. Si l'on souhaite augmenter ce nombre, par exemple pour améliorer la solidité de l'objet, il faudra néanmoins garder en tête que cela peut affecter le design de l'objet dans certains cas. Visualisez les différentes couches dans le slicer pour vérifier que votre design n'est pas altéré. Naturellement, un plus grand nombre de coques influe aussi sur la durée d'impression et la quantité de matière consommée.
L'aide à l'adhérence
Le slicer donne la possibilité de générer trois types d'aides à l'adhérence, qui vont être imprimés en amont du modèle lui-même.
- La jupe, ou skirt
Elle est souvent catégorisée dans les aides à l'adhérence, bien qu'elle ne joue pas à proprement parler sur l'adhérence du modèle avec le plateau. Une jupe est un périmètre qui entoure la pièce mais sans la toucher, et qui n'a qu'une seule couche d'épaisseur. Par défaut elle n'a qu'une ligne de largeur, mais il est possible d'augmenter ce nombre de passage pour avoir une jupe plus large. On peut également régler la distance de la jupe à la pièce.
Imprimer une jupe consomme très peu de matière et de temps comparé aux autres catégories d'aides à l'adhérence, mais se révèle très utile pour identifier dès le début de l'impression s'il y a un problème d'horizontalité du plateau ou de qualité de l'extrusion du filament. Par ailleurs, cela donne une bonne idée des dimensions de la pièce. Elle est donc recommandée pour toute pièce ne présentant a priori pas de difficultés d'adhérence.
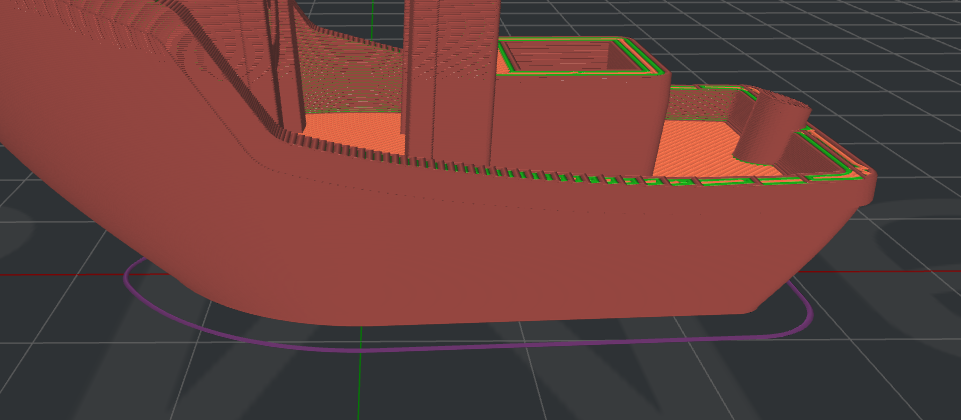
Jupe en violet, capture d'écran ideaMaker
- La bordure, ou brim
La bordure est aussi en une seule couche d'épaisseur, mais en revanche elle est en contact avec la pièce. Elle est aussi plus large en général que la bordure, typiquement autour de 5 lignes (mais ce paramètre est réglable dans le slicer). En augmentant la surface de contact entre la pièce et le plateau, elle renforce donc son adhérence, tout en utilisant relativement peu de matière puisqu'elle est en une seule couche. C'est pourquoi elle est recommandée lorsqu'une pièce peut présenter des difficultés à adhérer, par exemple des pièces avec très peu de surface de contact, ou encore des pièces qui présentent des risques de warping (cf plus bas).
Néanmoins, bien qu'elle soit relativement simple à retirer une fois la pièce imprimée, il faudra probablement utiliser un cutter pour retirer tous les restes de bordure et avoir des finitions satisfaisantes. Elle n'est ainsi pas recommandée si les dimensions du bas de la pièce doivent être très précises. Comme la jupe, elle aide aussi à voir rapidement. les problèmes d'extrusion et de niveau du plateau.
Bordure en violet, capture d'écran ideaMaker
- Le radeau, ou raft
C'est la méthode qui offre la plus grande adhérence mais aussi qui consomme le plus de matière et de temps. En effet, un radeau est constitué de plusieurs couches d'épaisseur, sur lesquelles est imprimé le modèle. Comme pour la bordure, le radeau est plus large que le modèle afin d'offrir une meilleure adhérence.
Comme cette méthode génère beaucoup de gaspillage, on la réserve à des cas où le risque de décollement est très élevé, par exemple avec une pièce en ABS rectangulaire qui aurait de grandes chances de subir un warping. Le radeau présente un autre avantage par rapport à la bordure, qui est qu'il se retire très facilement, sans nécessiter du cutter pour les finitions. Cependant, il laisse une surface du dessous moins propre qu'avec une bordure.

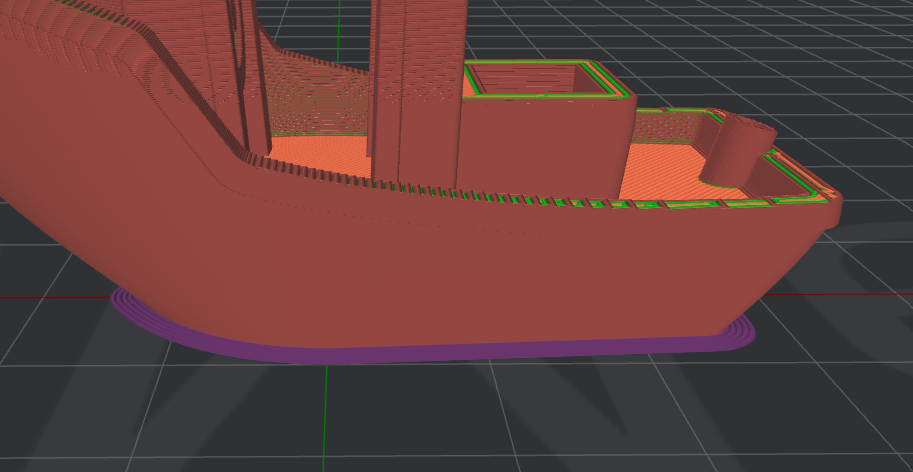
Radeau en jaune, capture d'écran ideaMaker
La présence de supports
La notion de supports qui a été introduite dans la page précédente est un sujet capital en impression FDM. Pour rappel, une des difficultés est qu'il n'est pas possible d'imprimer du filament dans le vide, il doit toujours reposer sur une couche inférieure (ou directement sur le plateau en ce qui concerne la toute première couche). C'est pourquoi on a souvent besoin de générer des supports, qui vont servir de structures temporaires pour imprimer les couches qui ne peuvent reposer entièrement sur les couches précédentes. Une fois l'impression terminée, on les retirera à la main ou avec de petites pinces, avec plus ou moins de difficulté ! D'où la volonté d'éviter autant que faire se peut d'avoir à générer des supports, tout simplement en orientant intelligemment sa pièce, ou en anticipant ce problème dans le design.
Heureusement pour nous, le slicer peut générer automatiquement de tels supports. Un paramètre important qu'on peut modifier pour jouer sur ces supports automatiques est l'angle de surplomb maximum. Cela désigne le fait que le slicer ne va générer des supports que pour les parties qui ont une inclinaison supérieure à cet angle limite. Par défaut il est à 45°, car c'est globalement là où les ennuis commencent.
Le slicer vous donne aussi la possibilité de choisir entre générer des supports pour toute inclinaison supérieure à cet angle (en bleu sur l'image de gauche ci-dessous), ou seulement celles qui concernent des zones directement en surplomb au dessus du plateau (image de droite). En l'occurence, le modèle ci-dessous peut aussi être imprimé sans l'aide de supports.

Les slicers donnent également la possibilité d'ajouter des supports manuels et de modifier la largeur des colonnes.
Les réglages plus fins
Enfin, comme dit précédemment, d'autres paramètres sont réglés par défaut selon le matériau à imprimer, vous n'aurez en général pas besoin de les modifier. Toutefois il est toujours bon de connaître ce qui rentre en jeu. Vous pourriez également avoir à les ajuster si vous utilisez des filaments un peu moins utilisés au Fablab ou plus capricieux.
La température de l'extrudeur
Elle est à ajuster selon le matériau à imprimer, puisque tous n'ont pas la même température de transition vitreuse. Le fabricant fournit pour cela des fourchettes de température.
La température du plateau
De façon similaire, tous les matériaux ne nécessitent pas de chauffer le plateau à la même température, certains peuvent même s'imprimer sur des plateaux non-chauffants. Pour certains filaments comme l'ABS, il est indispensable de chauffer le plateau pour éviter que le filament se refroidisse trop vite et que la pièce subisse du warping (cf plus bas).
Les paramètres de rétraction
La rétraction est le fait que le filament soit tiré dans l'extrudeur aux moments où il n'est pas en train d'imprimer. Si la rétraction est désactivée, le filament peut continuer à couler à des moments non souhaités et causer du "stringing". C'est pourquoi elle est activée de façon générale, sauf pour certaines matières comme le TPU. On peut en régler des paramètres comme la longueur de filament rétractée, la vitesse de rétraction, ou encore la distance minimale entre deux rétractions.
La ventilation
La tête d'impression est parfois équipée de ventilateurs, dont la puissance peut être ajustée. Ces ventilateurs peuvent jouer un rôle multiple, qui est à la fois de refroidir certaines parties de l'extrudeur (la partie haute) et de refroidir la pièce en train d'être imprimée. Encore une fois, ce refroidissement est tantôt crucial (pour le PLA) tantôt à proscrire (ABS).
La vitesse d'impression
Parmi les dizaines d'autres réglages possibles, citons enfin la vitesse d'impression. Si vous utilisez les préréglages, vous constaterez probablement que les aides à l'adhérence ou les premières couches de la pièce s'impriment plus lentement que les couches supérieures. Cela va globalement aider à assurer une bonne adhérence et des premières couches fiables. C'est un paramètre qui peut s'ajuster, comme le nombre de couches concernées par cette faible vitesse d'impression. Encore une fois, certains matériaux ont besoin d'être imprimés particulièrement lentement, comme le TPU.
Derniers conseils avant d'exporter votre gcode
Tenir compte du rétrécissement
Les pièces imprimées avec cette technologie ne reproduisent pas avec une fidélité absolue ce que vous avez pu observer dans le slicer, en particulier elles sont sujettes à un léger rétrécissement (shrinkage). Cela peut par exemple être problématique quand vous avez des trous dans votre pièce pour insérer des vis ou emboîter d'autres pièces : leurs dimensions ont tendance à être plus faibles.
Cela est dû aux variations de température : lorsque le plastique fondu refroidit, il se rétracte. C'est donc un phénomène qui est plus marqué sur les plastiques qui sont portés à une plus haute température. Ainsi les pièces imprimées en ABS rétrécissent en moyenne plus que les pièces imprimées en PLA.
Il faut donc anticiper ce rétrécissement et prévoir une certaine tolérance au niveau des assemblages. D'où l'importance d'imprimer d'abord une ou deux pièces pour voir si tout fonctionne avant de lancer dans 10 pièces en même temps !
Voir aussi le chapitre suivant: L'impression FDM: Calibration
Se méfier du warping
Un autre effet des variations de températures est le warping : lorsque les couches inférieures commencent à refroidir, elles se rétractent jusqu'à parfois se décoller du plateau. Comme le rétrécissement abordé précédemment, les plastiques qui doivent être amenés à plus haute température sont plus sensibles au warping, comme l'ABS.
Par ailleurs le warping est plus susceptible d'advenir si la couche inférieure est très étendue. Plusieurs astuces permettent de réduire les chances de warping (augmentation de la température du plateau, réduction du refroidissement par les ventilateurs, ajout d'une bordure pour renforcer l'adhérence, positionnement de petits disques "oreilles de souris" aux coins de la pièce...). Malheureusement, le warping peut tout à fait survenir vers la fin de l'impression alors que tout s'est bien déroulé sur les premières couches...
Un bon réflexe peut être d'ajouter une jupe à votre impression
Cette sorte de périmètre externe en une seule couche vous permet à la fois de mieux vous rendre compte des dimensions de votre impression et de voir dès le début s'il y a des problèmes d'horizontalité du plateau et d'extrusion du filament.
Ultimes conseils au lancement d'une impression
Vérifiez les dimensions, plusieurs fois.
Vérifiez qu'il y a assez de filament dans la bobine.
Vérifiez que la durée et la quantité de matière indiquées par le slicer sont cohérentes avec celles qui s'affichent sur l'écran de l'imprimante.
Vérifiez que le plateau est propre.
Surveillez toujours les premières couches.
Conseil classique mais incontournable : toujours surveiller les premières couches. Beaucoup de problèmes peuvent en effet être identifiés dès ce moment là (par exemple les problèmes de calibration du niveau du plateau, les soucis d'extrusion...). Prévoyez-donc ce temps-là quand vous venez au Fablab pour une impression !
Et pour finir...
Remplissez le journal des impressions pour assurer une continuité dans la maintenance et le diagnostique des machines.
Soyez délicats avec les spatules quand vous retirez votre impression : ne pas orienter le tranchant vers le revêtement !
Laissez le plateau propre quand vous avez fini d'utiliser la machine.
Auteure: Clara Devanz
Attribution-NonCommercial 4.0 International (CC BY-NC 4.0)
L'impression FDM : Calibration
Calibration des imprimantes 3d
Pour évaluer la précision des imprimantes 3d, des éprouvettes ont été imprimées, puis les dimensions mesurées et comparées à celle du modèle. Cela a été fait avec 2 matériaux: PLA et ABS, avec et sans radeau.Deux éprouvettes ont été utilisées: une apellée eprouvette, permettant des mesures dans les 3 dimensions:

et une apellée eprouvette-ronde, pour éliminer de potentiels effets locaux aux angles:

Paramètres affectant les dimensions
On suppose que les differences de dimensions entre l'objet imprimé et le modèle sont liées à 2 phénomènes:
-
une différence entre l'épaisseur théorique du filament déposé (0,4mm en x-y), et son épaisseur réelle. Nous apellerons cette différence Exy et Ez (ce n'est pas la même horizontalement et verticalement). Elle est indépendante de la taille, et affecte chaque bord dans le plan horizontal (elle augmente ou diminue une dimension selon que l'on mesure l'extérieur ou l'intérieur d'une pièce)

-
On suppose que verticalement elle n'affecte que la première couche.
-
La contraction (ou retrait) du matériau lors de son refroidissement. Elle est proportionelle à la taille, nous apellerons R le facteur de retrait (qui est le même dans les 3 dimensions).



Dans le plan horizontal Une dimension extérieure réelle sera donc: L*R+2*Exy, une dimension intérieure l*R-2*Exy. Si on apelle Lm et lm les dimensions mesurées sur l'éprouvette, on a:
Lm = L*R+2*Exy et lm = l*R-2*Exy
Ce qui donne: R = (lm + Lm) / (l+L)
Exy = (Lm - L*R) / 2 ou Exy = (l*R - lm) / 2
Pour tenir compte des erreurs de mesure nous utiliserons (moyenne des deux Exy précédents): Exy = (Lm - lm + (l - L)*R) / 4
Sur l'axe Z nous n'avons pas de mesures intérieures, mais 2 mesures extérieures. Nous avons donc Hm1 = H1 * R + Ez et Hm2 = H2 * R + Ez; ce qui donne, en théorie
R = (Hm2 - Hm1) / (H2 - H1), et Ez = (Hm1 + Hm2 - (H1 + H2) * R) / 2
Mais pour les calculs, nous utiliseront uniquement Ez = (Hm1 + Hm2 - (H1 + H2) * R) / 2, avec le R calculé dans le plan horizontal qui semble plus précis.
Résultats
L'ensemble des fichiers (modèles openscad et STL, paramètres d'impression, gcode, dessins et feuilles de calcul) sont ici: https://gitlabsu.sorbonne-universite.fr/fablabsu/projets-fablab-publiques/eprouvettes-imprimantes-3d
Après une série d'impression les éprouvettes rondes se sont avérées difficile à mesurer, et ne montrent pas de résultats différents par rapport au modèle rectangulaire.
Une deuxième séries d'impression ont été faites pour les modèles rectangulaires sur les mêmes imprimantes, et une troisième série en PLA sur une imprimante différente, pour étudier la variabilité des tolérences. L'ensemble des mesures et calculs sont dans le fichier calculs.ods de l'archive. Le tableau mesure donne les valeurs min/max mesurées pour chaque impression, ainsi que les calculs de moyenne et d'écart. Pour les mesures dans le plan horizontal, deux séries de mesures ont été réalisées, en bas (au plus près du plateau) et en haut.

impression PLA
Les dimensions mesurées sur les éprouvettes en PLA. Les dimensions du modèle sont en vert, la moyenne des mesures en orange avec l'écart.
avec radeau:


Cela done un R de 0,999 et Exy de l'ordre de 0,05, et un Ez de 0,2.
Sans radeau:


Cela done un R de 0,999 et Exy d'environ 0,1, et un Ez de 0. Les mesures de l'éprouvette ronde semblent fausse, en particulier les mesures intérieures.
impression ABS
Les dimensions mesurées sur les éprouvettes en ABS. Les dimensions du modèle sont en vert, la moyenne des mesures en orange avec l'écart.
avec radeau:


Cela done un R autour de 0,995 et Exy autour de 0,1 et un Ez inférieur à 0,1.
Sans radeau:


Cela done un R autour de 0,995 et Exy autour de 0,2, nettement plus important en bas; et un Ez inférieur à 0,1.Les mesures de l'éprouvette ronde semblent fausse, en particulier la plus grande mesure extérieure.
Conclusion
Comme attendu le facteur de retrait de l'ABS est plus important que pour le PLA (5% vs 1%). Dans ideamaker on peut prendre cela en compte avec la fonction scale, en indiquant un coefficient 1/R (donc par exemple 100,5% pour l'ABS).
Le Exy doit pouvoir être pris en compte dans ideamaker dans les paramètres du matériaux, onglet «Layer», «Dimensional Compensation». Cela reste à tester.
La présence du radeau agmente significativement la précision de l'impression dans le plan horizontal, surtout pour l'ABS ou les écarts entre haut et bas sont de l'ordre de 0,5mm. Dans le plan vertical le radeau permet également d'atténuer fortement les écarts entre différentes parties de la pièce (probablement dues à des défauts de planéité du plateau).
L'impression SLA (résine)
Les pièces imprimées en résine ont une résolution et une précision bien supérieures à toute autre technique d'impression 3D. Les surfaces sont toujours parfaitement lisses et les couches invisibles à l'oeil nu. C'est pour cette raison que l'impression SLA est souvent utilisée pour imprimer des figurines ou des objets décoratifs.
A l'espace biologie-chimie nous disposons de 3 imprimantes SLA :
Pour faire une impression résine, merci de contacter fablab@sorbonne-universite.fr
Principe de fonctionnement
Les imprimantes 3D SLA (stéréolithographie) fonctionnent à l'aide de résines liquides photosensibles. Lorsque ces résines sont exposées à des lumières de longueurs d'ondes bien précises, elles polymérisent et durcissent.
On a donc une machine qui fonctionne la tête à l'envers par rapport à une imprimante 3D à filament. La résine se trouve dans un bac qui repose sur un écran, et le plateau va démarrer tout en bas contre cet écran, puis remonter progressivement à mesure que la source lumineuse va durcir chaque couche.

Les principaux inconvénients de cette méthode d'impression sont la préparation de l'impression en amont et le post-traitement nécessaire après.
Contrairement à l'impression filament, la durée de l'impression n'est pas autant affectée par la quantité de matière utilisée. C'est la hauteur de l'impression qui va avoir le plus d'impact. Si tout rentre sur le plateau, imprimer 2, 3 ou 4 exemplaires de la même pièce prendra le même temps qu'un seul exemplaire.
Paramétrage de l'impression
Tout comme pour l'impression filament, la première étape va consister à trancher le modèle que l'on veut imprimer et à régler les paramètres de l'impression tels que les supports, l'orientation de la pièce, la hauteur de couche et le type de résine. Pour ce faire nous allons utiliser le logiciel gratuit Chitubox.
Voir le tutoriel sur Chitubox.
Lancer l'impression
Il ne faut pas laisser passer trop de temps entre la fin de l'impression et le post-traitement (max 48h). Il faut donc bien calculer son timing.
Commencer par retirer le capot de l'imprimante, puis sortir le bac à résine en dévissant les 2 vis qui le retiennent et le déposer sur une feuille de sopalin.
[photo]
Mettre des gants pour manipuler la résine.
A l'aide d'un bécher gradué, mesurer la quantité de résine nécessaire à votre impression (indiquée par Chitubox) et ajouter au moins 100ml de plus. Remplir le bac avec la résine et vérifier qu'il ne fuit pas (absence de marques sur le sopalin).
En cas de fuite, contacter un fabmanager.
Revisser le bac dans son emplacement.
[photo]
Enficher la clé USB avec le gcode généré par Chitubox et lancer l'impression.
Dernière étape : faire la vaisselle et nettoyer la paillasse.
Post-traitement
Mettre des gants pour faire les manipulations.
Retirer le capot de l'imprimante. Décrocher le plateau en dévissant les vis qui se trouvent sur le côté en faisant bien attention à ne pas toucher l'impression. A ce stade la pièce n'est pas encore suffisamment dure et la toucher risque de laisser des traces par la suite.
[photo]
Déposer le plateau avec l'impression sur un sopalin et utiliser une raclette pour décrocher la pièce.
[photo]
Il faut maintenant nettoyer la pièce avec de l'alcool isopropylique pour enlever la fine pellicule de résine non durcie qui se trouve sur l'impression. Pour ce faire, déposer l'impression dans le panier (toujours en prenant soin de ne pas trop la toucher - utiliser le raft ou les supports) et remplir la cuve de nettoyage avec de l'alcool de manière à ce que la pièce soit entièrement recouverte.
[photo]
L'alcool peut être réutilisé plusieurs fois, il y a donc une bouteille spécifique pour l'impression résine avec de l'alcool déjà souillé. Il faut remplacer l'alcool quand il devient vraiment opaque.
Mettre l'appareil en marche et laisser tourner environ 10mn. Si l'impression possède de nombreux détails, il peut être nécessaire de la retourner après 5mn.
Pendant que l'impression baigne dans l'alcool, récupérer la résine liquide restante dans la cuve et la remettre dans la bouteille. Pour cela, utiliser l'entonnoir avec un filtre.
[photo]
Utiliser une petite raclette en plastique pour récupérer la fin de la résine et pour ne pas casser le film en plastique, faire cette opération lorsque la cuve est posée à plat sur le sopalin.
[photo]
Nettoyer le bac avec un sopalin, puis avec un sopalin imbibé d'alcool.
Lorsque le nettoyage est terminé, sortir le panier et laisser l'alcool égoutter puis s'évaporer (quelques minutes).
Mettre la pièce dans le four à UV. Allumer le four et y laisser la pièce pendant plusieurs heures (ça dépend de la taille de la pièce). Cette dernière étape fini de durcir la résine.
[photo]
Récupérer l'alcool s'il n'est pas encore trop sale.
Faire la vaisselle au savon et à l'eau chaude (attention l'eau est très chaude).
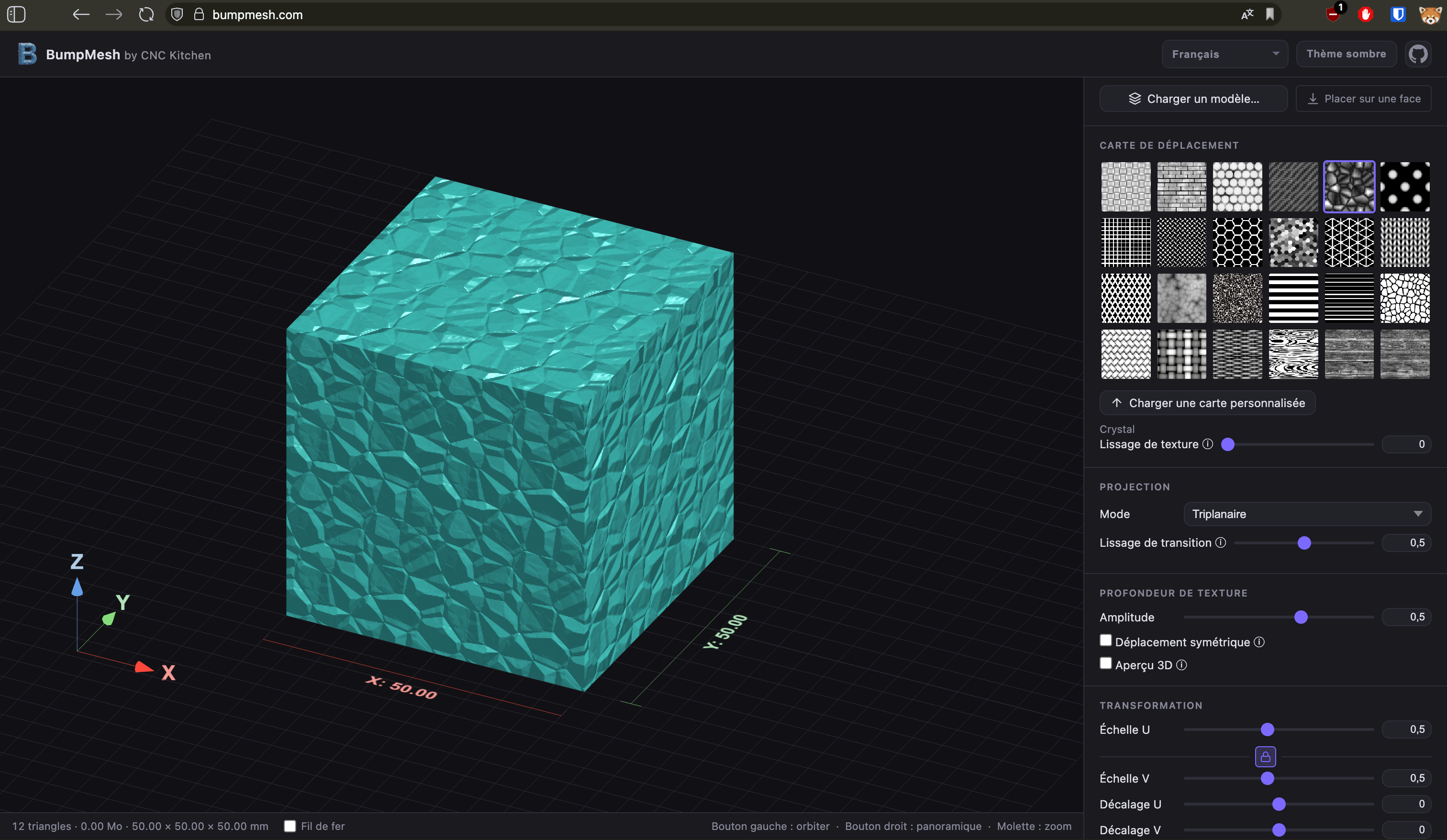
Ajouter une texture à un modèle 3D
Le YouTubeur CNC Kitchen a développé un outil gratuit et en ligne pour ajouter de la texture à un modèle 3D. L'interface est simple et intuitive. Il gère les formats de fichier classiques et permet d'exporter un STL à slicer.
Le site est bloqué par SU, il faut se connecter de l'extérieur ou via son téléphone.