Gravure de PCB et soudure
Créer un PCB de A à Z
- Soudure
- Bonnes pratiques de soudure
- Vernir un PCB
- Soudure CMS par refusion
- Pochoirs papier pour CMS
- Poser des vias (oeillets) sur un PCB double face
- Gravure d'un circuit avec la SRM-20
- Trucs et astuces
- Procédure pour vernissage avec LPKF ProtoLaser S4
Soudure
Ici nous parlerons de soudure dans le cadre de l'électronique avec un fer à souder électrique et de l'étain, à distinguer de la soudure de métaux au chalumeau, à l'arc, …
Fer à souder :

Station de soudure :

Au Fablab on dispose de plusieurs fers à souder et stations de soudage (= fer à souder + contrôle de la température). Ceux-ci sont en accès libre à condition de respecter quelques règles d'usages :
Les fers à souder servent uniquement à souder de l'étain sur des connections électriques : l'utilisation du fer pour d'autres matériaux abime la panne (la pointe du fer), des réactions chimique se produisent et la température contribue et accélère le processus de vieillissement.
-
Éteindre le fer lorsqu'il n'est plus utilisé : la chaleur participe à l'oxydation de la panne. Il est donc important d'éteindre le fer lorsque il n'est plus utilisé
-
Mouiller l'éponge avant usage : lorsque vous utilisez le morceau d'éponge pour nettoyer la panne pensez à la mouiller. Pour cela, passer le morceau entièrement sous l'eau puis essorez fortement. L'humidité restante suffit.
Premiers pas
En premier lieu il est important d'avoir un plan de travail dégagé et propre. Le fer chauffe à une haute température et il est donc important d'être à l'aise pendant la soudure. Assurez vous également que l'endroit soit ventilé. La soudure dégage des vapeurs toxique et même du plomb dans certains étains (tend à disparaitre). Allumez le fer à souder en le branchant directement au secteur et en appuyant sur le bouton dans le cas des stations, et patientez le temps du préchauffage. Pour savoir lorsque votre fer est prêt, mettez un peu d'étain sur la panne : s'il fond vous pouvez y aller !
Pour le réglage de la température du fer cela va dépendre de ce que vous soudez et du type d'étain que vous allez utiliser. L'étain sans plomb nécessite une température plus élevé (entre 330°C et 390°C). Parfois il est nécessaire de souder de gros élements qui ont une inertie thermique importante (plan de masse, gros fil de cuivre, …) et à ce moment là il est plus facile de souder en augmentant la température. Sachez que pour qu'un soudure se fasse correctement il faut que les deux élements à souder soit chauffés; on leur appliquer alors de l'étain. On comprend donc mieux que lorsque les élements à chauffer sont “gros” il faut leur donner une quantité de chaleur importante.
Pour commencer, placez le composant que vous souhaitez souder dans son emplacement sur votre carte électronique. Pensez au fait que pendant la soudure il faut maintenir la carte électronique, le composant dans son orifice, le fer à souder et l'étain : cela demande un minimum d'organisation. Au Fablab on dispose de troisièmes mains qui sont très utiles pour maintenir le circuit imprimé. Pour le composant il y a au moins deux manières de la garder en place : avec du scotch ou en tordant les pates du composant tel qu'il reste coincé dans son orifice.
A partir de là commence la soudure a proprement dite:
La panne du fer à souder est placée de telle sorte qu'elle soit en contact avec la patte du composant et la piste électrique du circuit. Ainsi on chauffe les deux éléments puis on vient appliquer l'étain.
Si votre soudure n'est pas satisfaisante, il y a toujours moyen de réparer son erreur :
Dessoudage
Pour dessouder une soudure mal faite, ou encore si vous souhaitez dessouder un composant, il faut appliquer le principe inverse de la soudure : on vient chauffer l'étain puis on le retire.
Des outils sont a votre disposition au Fablab pour ce faire.
En premier lieu la pompe:

Ceci est une pompe à dessouder. Pour l'utiliser il faut dans un premier temps l'armer en appuyant sur le piston comme pour un gros stylo, puis appuyer sur le bouton : cela libère d'un coup le piston en aspirant par la pointe. Pour dessouder il suffit donc de chauffer la zone et faire fondre l'étain puis de venir l'aspirer avec la pompe.
Si la soudure persiste ou bien pour les composants CMS (Montés en surface), on peut utiliser la tresse à dessouder:

La tresse est faite en cuivre et il suffit de l'appliquer sur l'endroit à dessouder, d'appuyer avec le fer dessus et lorsque l'étain fond il vient naturellement se coller à la tresse. Lorsque vous avez fini de l'utiliser, coupez le morceau de tresse plein d'étain et jetez-le à la poubelle.
Voilà pour les bases de la soudure ! Pour aller plus loin, voici deux technologies requises dans des cas plus spécifiques :
Soudure a air chaud
Nous sommes également équipés avec une station à air chaud:

Elle est très utile pour souder des composants montés en surface avec de nombreuses pattes (>50) en l'utilisant avec de la pâte de soudure. Nous l'utilisons également avec les gaines thermoretractables.
Four à réfusion

La Ferrari de la soudure ! Vous n'avez rien à souder, le four le fait pour vous. Pour cela vous mettez de la pate à soudure sur les zones à souder, vous placez votre circuit imprimé au four pendant quelques minutes, et le tour est joué !
Bonnes pratiques de soudure
Matériel
-
Fer à souder
-
Étain
-
Composant électronique traversant
-
Circuit imprimé avec trous
Objectif
On peut parfois entendre et voir des choses pas cool sur les soudures au Fablab. Voici donc un tutoriel sur comment faire une soudure propre pour les novices et ceux qui ont du mal à obtenir une bonne soudure.
Après ce tutoriel vous pourrez souder les composants électroniques traversants aux circuits imprimés. Ou bien les composants électroniques aux autres directement.
Procédure
Pour faire une soudure propre, il n'est pas nécessaire d'utiliser du flux (le flux est utile à la seule condition que vous désirez souder des composants montés en surface—CMS). Il faut tout d'abord allumer le fer à souder. Une fois que celui-ci est chaud on étame la panne. Cette étape consiste à mettre un peu d'étain sur le bout (chaud) du fer à souder. Si la soudure fond directement c'est que c'est bon. Si la soudure ne fond pas,laissez la soudure dessus jusqu'à ce qu'elle fonde. Nettoyez la panne, et vous êtes prêts.
Ce qu'il ne faut surtout pas faire
L'erreur de base consiste à mettre la soudure sur le fer et ensuite essayer de mettre la soudure sur la broche à souder. Comme la broche n'est pas chaude, la soudure va avoir tendance à ne pas se déposer sur la broche et la connexion n'est pas bonne. Entre-temps, le flux déjà présent sur l'étain sera vaporisé lorsque la broche commence à chauffer.
Ce qu'il faut faire
Chauffer le fer à souder à la température de fusion de l'étain (si la thermorégulation est disponible). Ceci doit être marqué sur le rouleau d'étain, ou sinon sa composition chimique y est écrite et la température peut être trouvée sur le web! Une bonne température de base est 360℃.
Poser le composant à travers le circuit imprimé et replier légèrement ses pattes pour le tenir en place. Il faut remarquer que la soudure électrique est une bonne jointure électrique, mais pas une très bonne jointure mécanique. Un peu de mouvement régulier peut casser ou déformer et donc abîmer le contact.
(Ça veut dire aussi que ce n'est pas une bonne idée d'essayer de réparer des armatures de lunettes avec. Ça ne marche pas du tout!)
Poser le fer souder sur la broche et sur la carte en même temps de la manière ci-dessous et attendre quelques secondes que les deux parties soient chaudes (le temps dépend de la température du fer à souder de de la taille des composants). Ensuite appliquer la soudure.

Pour souder un composant à un autre directement il faut s'assurer qu'ils sont mécaniquement fixés avant. Puis,il suffit de chauffer les deux surfaces en même temps et appliquer ensuite l'étain.
En respectant ces étapes, les bonnes connexions sont garanties !
Vernir un PCB
Vernir un PCB facilite la soudure (c'est essentiel pour une soudure par refusion) et protège le cuivre de l'oxydation.
Kit LPKF
Plusieurs essais on été menés avec un kit LPKF, contenant les consomables, un four (pour durcir le vernis), une insoleuse UV (pour révéler les pastilles). En suivant scrupuleusement la notice LPKF les résultats sont bons, mais cette méthode prśente plusieurs difficultées:
- il s'agit d'un vernis bi-composant, fourni en sachets-dose permettant de vernir environ une surface A4. Pour vernir un circuit de petite taille, beaucoup de matière est perdue.
- l'impression sur les transparents fournis ne fonctionne pas bien; l'encre de l'imprimante laser n'accroche pas. L'utilisation de calques de bureau fonctionne mieux
- la révélation par UV est délicate: il n'est pas si facile d'aligner correctement le calque avec le PCB, et l'impression laser n'est pas suffisament précise pour des dimensions de l'ordre de 10cm (la gravure du PCB et le dessin sur le calque ne correspondent pas).
Vernis monocomposant
Les premiers essais avec un vernis monocomposant et l'insolation UV n'ont pas été très satisfaisant; soit le vernis n'accroche pas bien au PCB, soit il est impossible de révéler correctement les pastilles. En revanche, il est possible de révéler les pastilles avec la graveuse laser Trotec, avec de bon résultats en terme de précision.
Pour vernir un PCB, il est préférable que le circuit ne soit pas encore percé et qu'il ne soit pas détouré à sa dimension finale (le vernis est délicat à étaler le long des bords et autour des trous, et les trous seront bouchés par le vernis). Il est possible de faire ces étapes ultérieurement, en positionant le PCB sur la graveuse à l'aide d'une cale d'origine connue - voir la gravure de PCB double face. Pour cela, lors de la conception, on peut définir deux lignes de découpe: la découpe finale et une autre, 5mm plus large, qui sera utilisée lors de la gravure et pour le vernis. Voir le projet https://github.com/mbouyer/battery_monitor/tree/18024b686491a89dd2297dbc41815bc37a77ca79/hardware/battery_can_monitor pour un exemple.
Pour vernir un PCB il faut:
- un peu de vernis en tube, par exemple https://www.ebay.fr/itm/295304723208
- de quoi protéger le plan de travail (vieux journal par exemple)
- un film transparent (pour impression laser par exemple)
- une spatule, ou équivalent

Avant de vernir le PCB il faut le nettoyer très soigneusement, tout d'abord avec une gomme abrasive, puis avec de l'etanol et de l'acétone pour éliminer toute trace d'oxidation, graisse et autre résidus. On peut utiliser de l'air comprimé pour éliminer les particules après chaque étape de nettoyage. Cette étape est primordiale pour que le vernis adhère correctement au PCB, et que les pastilles puissent être facilement soudées ensuite.
Ensuite on dépose du vernis sur le PCB (ne pas oublier de protéger le plan de travail). La quantité à déposer dépends évidemment de la surface du PCB.

On pose le film transparent sur le PCB et on étale le vernis avec la spatule (ou simplement avec le pouce). Il faut que le vernis parvienne jusqu'au tracé de découpe finale mais il n'est pas nécessaire qu'il aille au dela. Il faut cependant tirer léventuel l'exédent de vernis jusqu'au bord.

On peut maintenant mettre le PCB dans l'insoleuse (avec le journal et le film transparent pour ne pas polluer la machine avec le vernis !), et insoler 5 à 10 minutes. Il est préférable de laisser le vernis sécher 24h ensuite avant de continuer.
Vernis monocomposant sans film transparent
L'utilisation du film transparent devient problématique sur de grands PCBs (au dela de 10cm), il est difficile d'obtenir une couche homogène et sans bulles. Une autre méthode d'application du vernis utilise du matęriel de sérigraphie. Pour cela il faut:
- Un papier quelconque pour protéger le plan de travail
- le PCB gravé et nettoyé à l'éthanol
- le vernis
- un morceau de plastique pour servir de raclette
Et le cadre de sérigraphie lui même.
Dans la vidéo ci dessous, je comence par étaler une couche de vernis directement sur la surface du PCB, en insistant pour faire rentrer le vernis entre les zones de cuivre. Ensuire je place le cadre de sérigraphie et j'applique le vernis avec la raclette jusqu'a ce l'ensemble du PCB soit recouvert. Il faut racler, si possible dans plusieurs directions, pour évacuer l'exédent de vernis. Il faut insister jusqu'a ce que l'ensemble de la surface utile soit bien homogène.
Après retrait du cadre on obtient cela:

Ensuite je passe la plaque environ 10mn au four à 100/110⁰. Cela n'est pas indispensable mais cela rends le vernis plus résistant. Enfin il reste à passer la plaque à l'insoleuse pendant 10mn (sans utiliser la pompe à vide, puisque la surface du vernis n'est pas protégée par un film !)
Pendant que le circuit est au four puis dans l'insoleuse il y a largement le temps de nettoyer le cadre de sérigraphie: plusieurs passages avec un sopalin imbibé d'ethanol, sur les deux cotés. Pour finir, on peut poser le cadre la toile sur une surface plane (la table par exemple), l'imbiber d'ethanol et l'essuyer avec du sopalin.
Révélation des pastilles
La révélation des pastilles peut se faire avec la graveuse laser Trotec. Pour cela il faut préparer un fichier SVG.
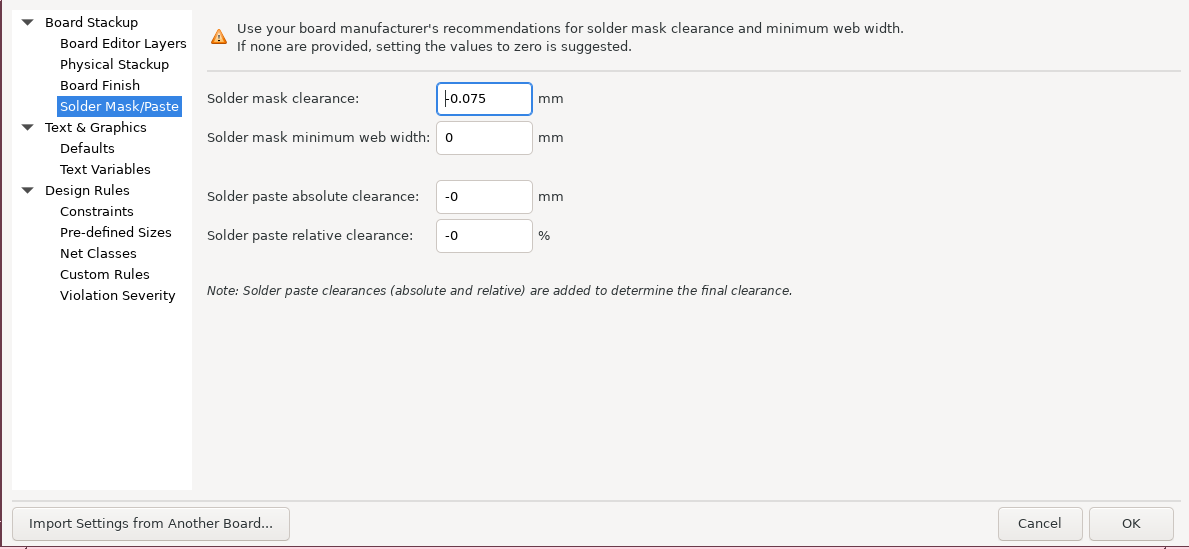
La gravure avec la trotec retire le vernis sur une surface légèrement plus large que le dessin. C'est problématique pour les composants à pas très fin (VQFN ou SSOP par exemple), ou il ne reste plus de vernis entre les pastilles Il est possible de corriger cela dans kicad (dans les paramètres de la carte), en donnant une marge négative au masque de vernis. Plusieurs tests avec des valeurs de 0,05mm à 0.1mm conduisent à une valeur de -0,075.
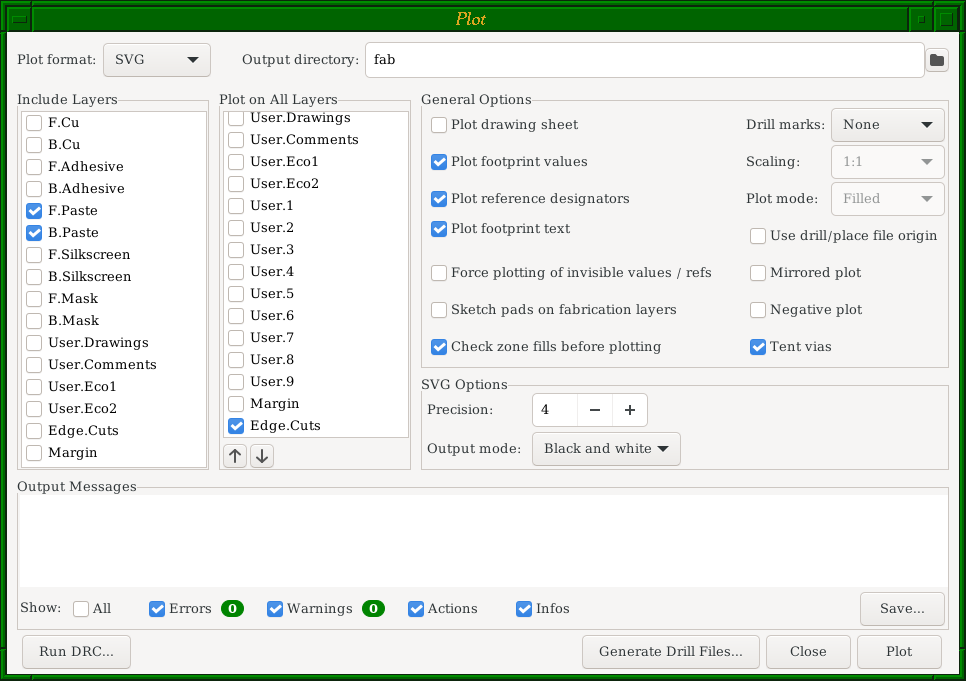
Dans kicad, tracer les couches F.Mask et/ou B.mask au format SVG. Bien vérifier que «exclure les tracés contour PCB des autre couche» n'est pas coché; et cocher «tracé mirroir» pour la couche arrière (on peut aussi le faire dans inkscape mais c'est moins pratique).

Ensuite importer le fichier SVG dans inkscape. Selectionner l'ensemble des pastilles et faire «object to path» et «stroke to path» (kicad trace certaines pastilles comme des lignes épaisses et non pas comme des objets pleins). Modifier la couleur des pastilles en vert, la couleur du tracé contour (correspondant à la taille actuelle du PCB s'il y en a plusieurs) en rouge et le reste en une couleur qui n'est pas utilisée par la laser (cian par exemple)

Pour positionner précisement le PCB sur la machine, nous allons placer une chute de bois (contreplaqué ou MDF, suffisament grand pour acceuillir le PCB) sur le plateau de la machine, et l'y maintenir avec du scotch. Imprimer une première fois le fichier SVG en choisissant le matériau correspondant à votre chute (il faut que la couleur verte ne soit pas utilisée pour ce matériau). Positionnez votre job sur le plateau, lancez la découpe et placez un marqueur sur la plaque («plaque» → «marqueur du job»). Ensuite placez le PCB dans la découpe, imprimez à nouveau le fichier mais en choisissant cette fois le matériau «manuel» → «vernis PCB».
Enuite il faut nettoyer les résidus de gravure avec le l'acétonne et un pinceau (utiliser du papier pour le nettoyage va laisser des particules et ne va pas bien nettoyer les pastilles, qui sont légèrement en retrait).
On peut maintenant procéder au perçage et détoutage final.
Soudure CMS par refusion

La soudure par refusion consiste à déposer de la pâte à braser sur les pastilles des composants CMS du PCB, placer les composants puis chauffer l'ensemble pour faire fondre la soudure et assurer le brasage. La pâte à braser est un mélange de poudre d'alliage de métaux et de flux.
Il est important de déposer la bonne quantité de pâte sur les pastilles (s'il y en a trop cela créera des ponts de soudure, trop peu le composant peut ne pas être en contact avec la pâte). Surtout, il faut qu'il y ai la même quantité de pâte sur chaque pastille d'un même composant. Sinon, lorsqu'elle entrera en phase liquide, les tensions superficielles sur les pattes du composant ne seront pas les mêmes et le composant se placera de travers. Le moyen le plus simple de la déposer de manière uniforme sur le PCB est d'utiliser un pochoir (stencil).
Pour souder un PCB par refusion il faut donc:
-
un PCB vernis. Le vernis est important, il va empêcher la soudure de créer des court-circuits par capilarité.
-
un pochoir. C'est ce qui permettra de répartir la pâte à braser sur les pastilles
-
de la pâte à braser. Les essais pour ce tutoriels ont été réalisés avec de la pâte Loctite
RA 10 SN62BAS86 10K(ref. farnell 149968). C'est une pâte à température de fusion relativement basse (179⁰). -
un four à refusion.
Pochoirs papier pour CMS

Le pochoir (ou stencil en anglais) permet de déposer la pâte à braser sur le PCB pour la Soudure par refusion. Les pochoirs industriels sont de minces feuilles d'inox dans lesquelles sont découpées les empreintes des pastilles de composants CMS. Ils sont relativement onéreux et l'investissement ne se justifie pas pour du prototypage. Nous avons pu réaliser des pochoirs a usage unique en papier (epais) avec la découpe laser Trotec.
Le papier utilisé est du papier A4 de 120g/m². Le dessin du pochoir sera obtenu à partir de l'outil de CAO. Les exemples donnés ici sont pour kicad.
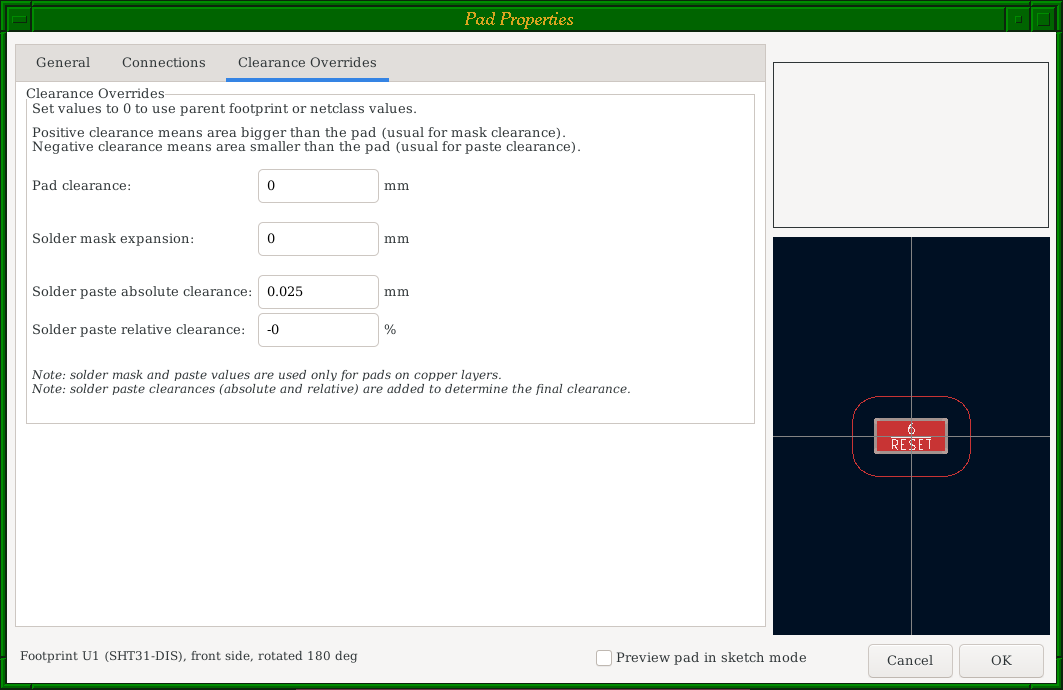
Note: avec des largeurs inférieures à 0,3mm, la pate reste coincée dans le pochoir et ne se dépose pas sur le circuit. Pour certaines empreintes il faut augmenter la largeur du masque de pate à braser, cela se fait avec le paramètre Solder paste absolute clearance de la pastille ou de l'empreinte. Dans l'exemple ci dessous la largeur était de 0.25mm, avec le paramètre ci dessous elle passe à 0.3mm.
Une fois ce réglage effectué il faut tracer la couche Paste (F.Paste ou B.Paste selon la face du PCB). Cela passe par le menu Fichier»Tracer. Il faut choisir le format SVG, bien sélectionner la/les couche(s) Paste concernée. Je conseille d'inclure le tracer du contour, cela permet d'avoir le pochoir à la taille exacte du PCB. Pour les pastilles de petite dimensions, il semble que les résultats sont meilleurs si on fabrique le pochoir en mirroir, de sorte que la face du papier coté laser soit au contact du cuivre. Il faut donc choisir mirrored plot pour la face dessus, mais pas pour la face dessous. Ou alors faire le mirroir lors de l'impression laser.
Il faudra ensuite importer ce fichier SVG dans inkscape pour l'envoyer à la Trotec. Dans inkscape sélectionner l'ensemble des pastilles et ajuster les paramètres de couleur: fill et stroke paint: noir stroke style: 0.01px (ce qui veut effectivement dire que l'on va faire une gravure et non une découpe, mais les paramètres du laser sont réglés pour traverser le papier). Je conseille aussi d'appliquer Object to path et Stroke to path a l'ensemble des pastilles pour être sur d'avoir un contour et un remplissage pour chaque pastille, et pas un simple segment de ligne de l'epaisseur de la pastille (qui ne sera pas pris en compte pour la gravure).
Si le contour du PCB est inclus il faut le changer en rouge.
Une fois la couleur des objets correctement ajustée on peut imprimer le document sur la Trotec. Pour la gravure il faut choisir le profile manuel»papier 0.1mm.
Voici un exemple de pochoir pour un PCB comportant un ATMEGA328-AU (boitier TQFP 32 broches) ainsi que des composants 0603 et 0402

Poser des vias (oeillets) sur un PCB double face
Documentation en cours de rédaction...
Réglage de la machine :
Poser des vias :
Réglages dans KiCAD :
- trou de 0,7mm / pad de minimum 1,3mm
- trou de 1,2mm / pad de 2,3mm - prévoir un écartement de plus de 2,54mm avec d'autres trous si possible
Gravure d'un circuit avec la SRM-20
Cette documentation décrit le processus de production d'un circuit électronique (PCB) avec la fraiseuse SRM-20 de Roland. On part ici du principe que le circuit a déjà été conçu avec KiCAD ou un autre logiciel similaire.
Pour usiner le circuit nous allons avoir besoin d'un export au format Gerber de la face avant, du contour et éventuellement du plan de perçage.
Pour ce le tutoriel nous allons usiner le Miniduino, une carte de développement avec le microcontrôleur SAMD11C. Pour suivre le tutoriel vous pouvez utiliser vos propres fichiers ou télécharger le contenu du projet.
Pour plus de détails sur le processus de production et d'autres techniques, consultez la documentation de Chloé Laurent (certaines photos utilisées plus bas en sont issues).
Configuration de la gravure avec FlatCAM
Pour générer le parcours d'outil de la fraiseuse, nous allons utiliser le logiciel libre FlatCAM. Au fablab c'est la version 8.991 qui est installée. Sur les versions plus récentes, des menus ou fenêtres peuvent être organisées de manière légèrement différente mais les paramètres sont les mêmes.
Sur l'ordinateur du fablab les paramètres des différentes opérations sont a priori déjà bien renseignés, mais il est important de toujours bien vérifier !
Isolation des pistes
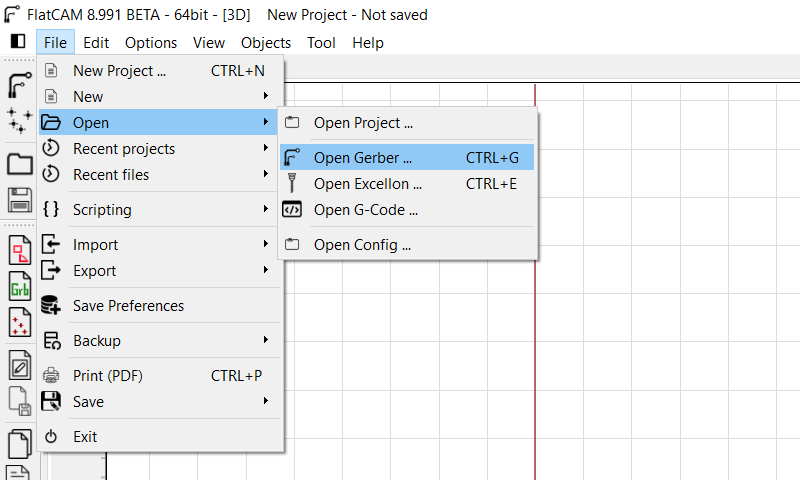
1. Ouvrir tous les fichiers Gerber dans FlatCAM (le plan de perçage sera au format Excellon).
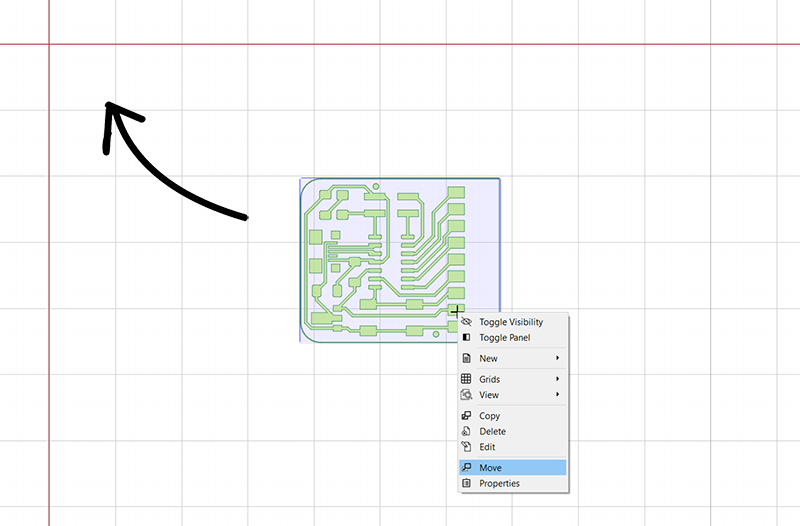
2. Tout sélectionner avec la souris, dans le menu contextuel (clic droit) sélectionner "déplacer", faire un clic gauche simple puis déplacer le circuit pour le rapprocher de l'origine.
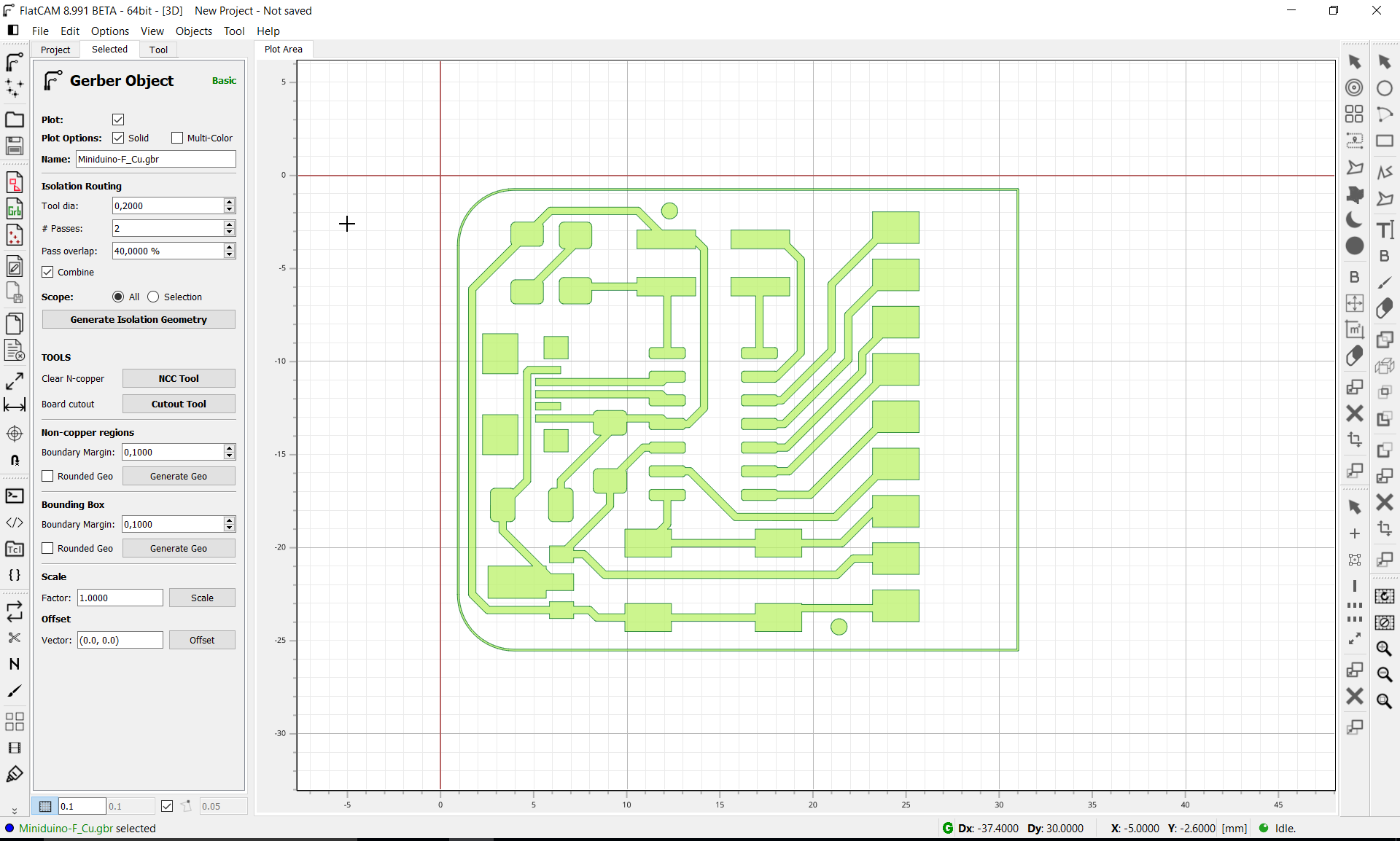
3. Double-cliquer sur le fichier Gerber de la face avant et s'assurer que les valeurs soient les mêmes que ci-dessous :
Tool dia : 0.2mm
# Passes : 2 (nombre de passages de la fraises autour des pistes)
Pass overlap : 40% (pourcentage de recouvrement entre 2 passes)
☑ Combine (combine toutes les passes en un seul fichier)
Puis cliquer sur "Generate Isolation Geometry"
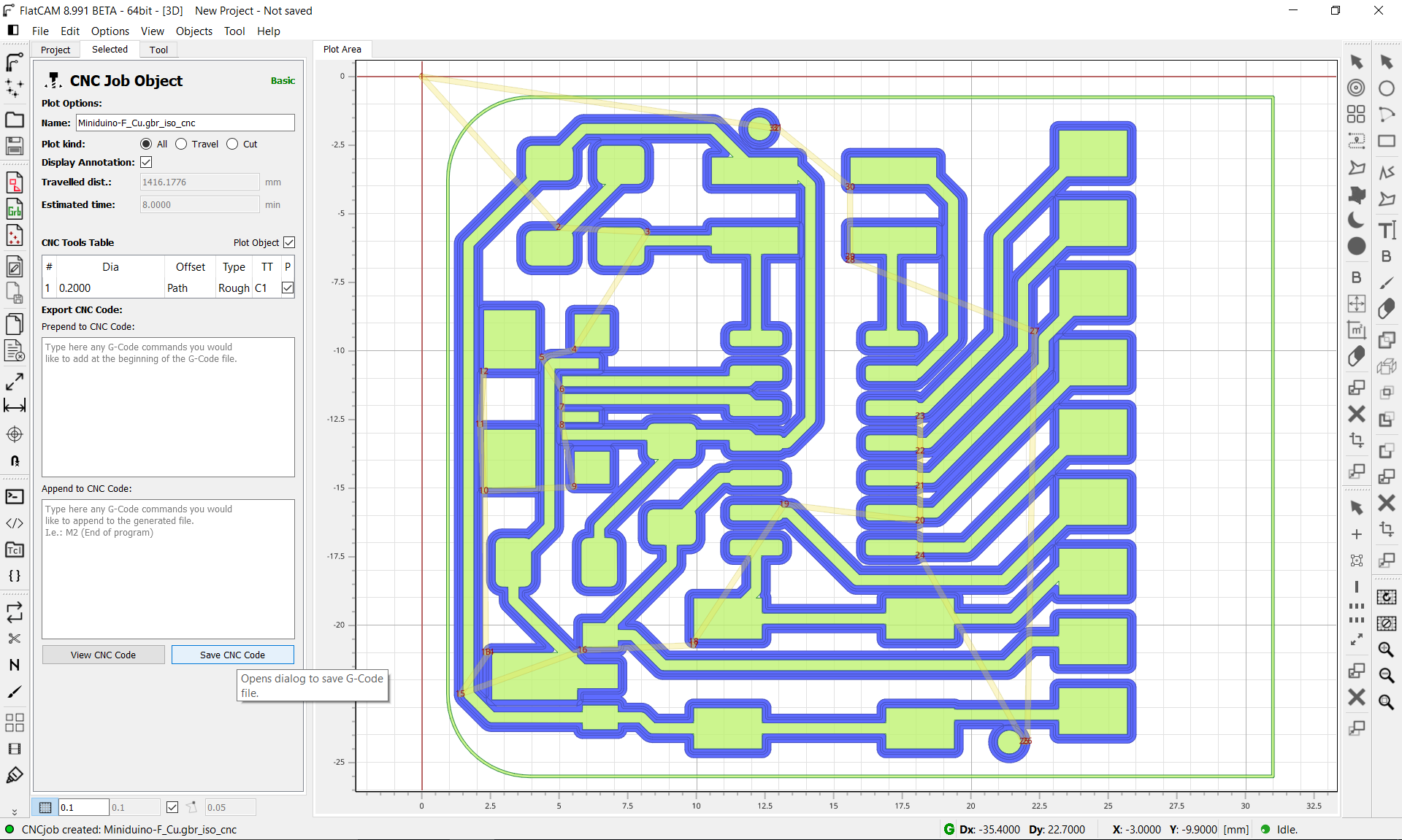
4. Sur l'écran suivant les traces rouges représentent le parcours de l'outil. On va maintenant générer le GCODE qui va plus tard être envoyé à la machine. Vérifier que les paramètres suivants sont bien rentrés :
Cut Z : -0.06 mm
Travel Z : 2
End move Z : 15
Feedrate X-Y : 180 mm/min
Feedrate Z : 100 mm/min
Spindle speed : 8000 tours/min
Puis cliquer sur "Generate CNC object" et enregistrer le fichier.

Inspecter le résultat et s'assurer que tous les pads et toutes les pistes sont bien isolés par le parcours de la fraise. S'il n'y a pas de trait bleu c'est que la fraise ne passe pas et il faudra retourner dans KiCAD pour faire de la place.
Nettoyage du cuivre inutilisé
Cette partie est optionnelle, mais elle facilite la soudure des composants par après. Cette étape ne s'applique pas non plus si le circuit comporte un plan de masse.
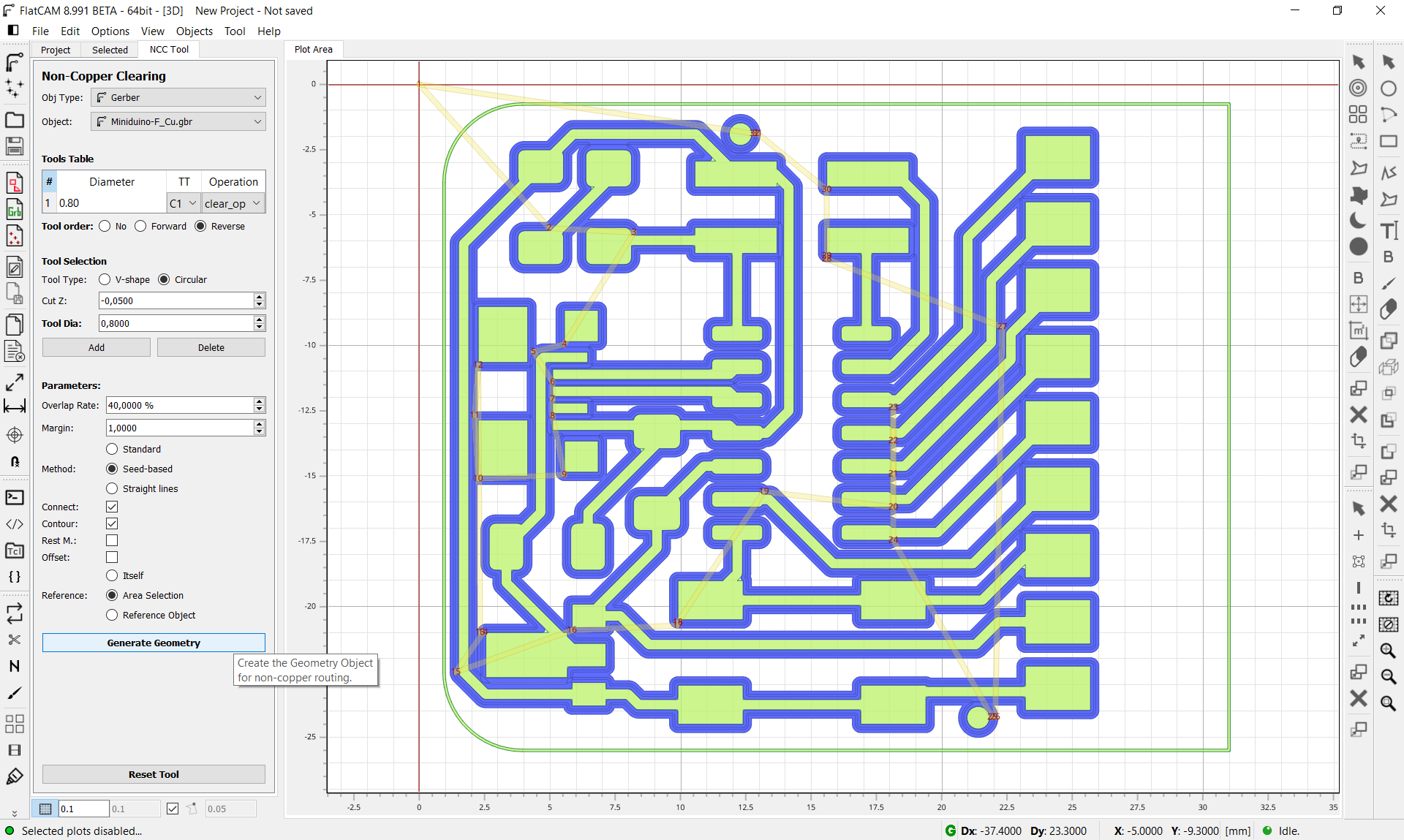
1. Double-cliquer sur le fichier Gerber de la face avant du circuit puis sur le bouton NCC tool.
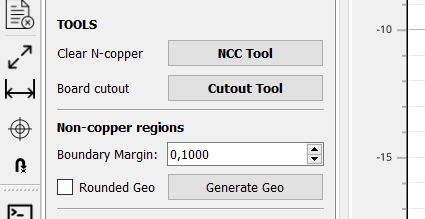
2. Vérifier les paramètres ci-dessous puis cliquer sur "Generate Geometry".
Object : sélectionner la face avant du circuit
Cut Z : -0.05 mm
Tool dia : 0.8 mm
Overlap rate : 40%
Margin : 1
Method : Seed based
Reference : Area selection
Comme on a choisi "Area selection", le logiciel va demander de sélectionner le point de départ de la zone à couvrir (le coin supérieur gauche dans notre cas) puis le point final (le coin inférieur droit). Ensuite faire un clic droit pour valider la zone et passer à l'écran suivant.
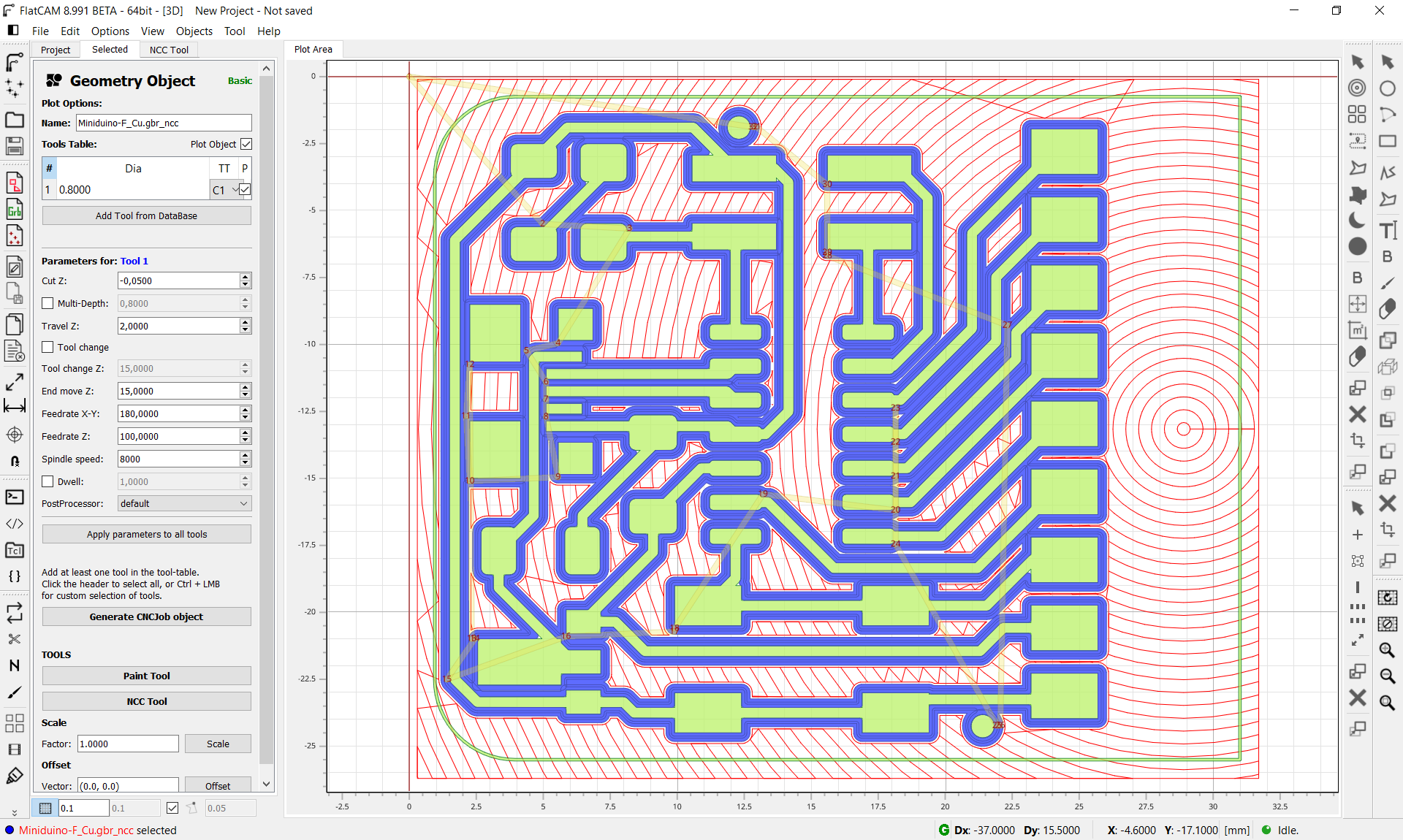
3. Vérifier les paramètres ci-dessous, cliquer sur "Generate CNC object" et sur l'écran suivant, enregistrer le fichier.
Cut Z : -0.05 mm
Travel Z : 2 mm
End move Z : 15 mm
Feedrate X-Y : 120 mm/min [contrairement aux paramètres par défaut]
Feedrate Z : 100 mm/min
Spindle speed : 8000 tours/min
Découpe du PCB
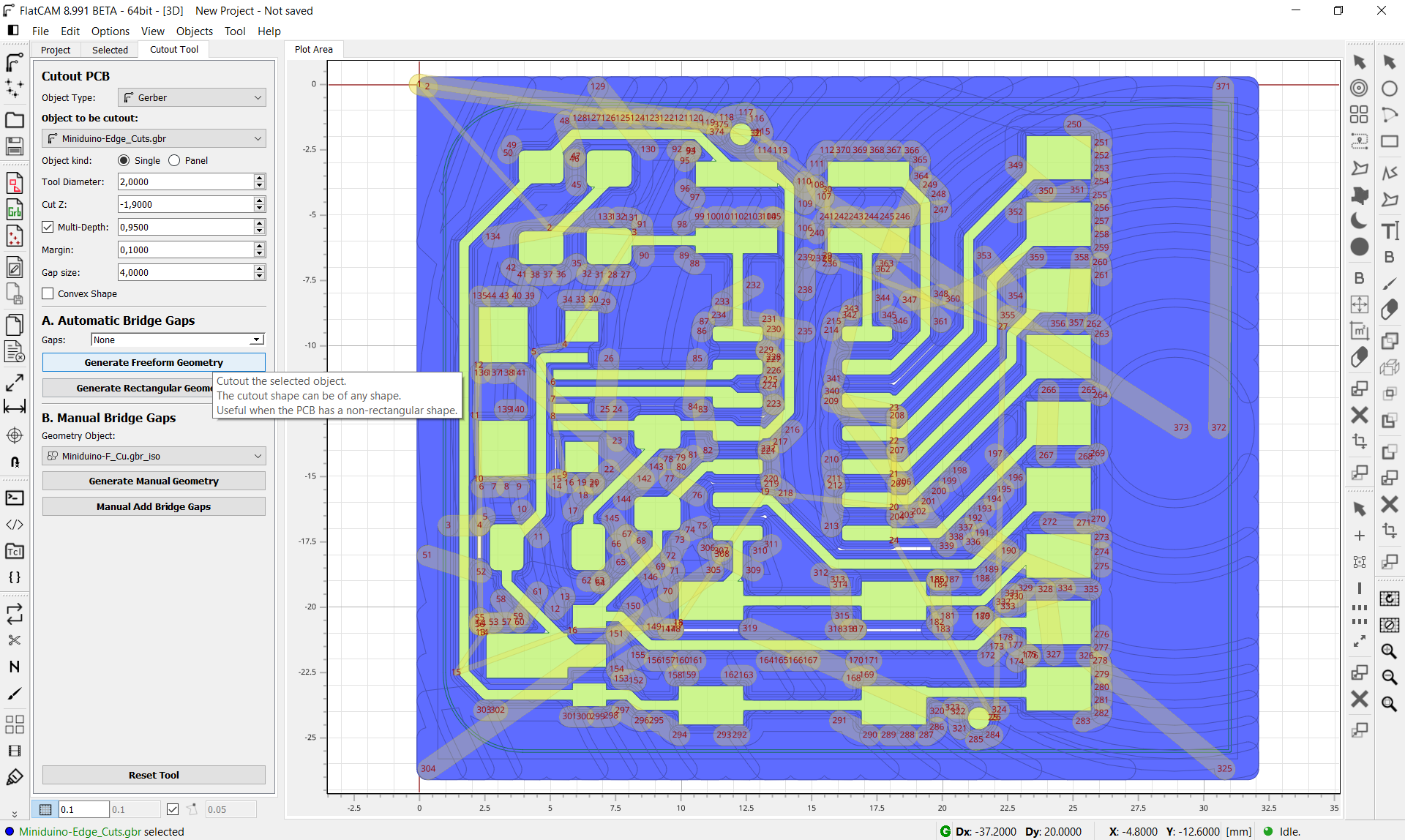
1. Double-cliquer sur le fichier Gerber du contour du PCB puis sur le bouton Cutout tool.
2. Vérifier les paramètres ci-dessous, puis cliquer sur Generate Freeform Geometry.
Tool Diameter : 2 mm
Cut Z : -1.9 mm (c'est légèrement plus que l'épaisseur réelle du PCB)
☑ Multi-depth : 0.95 mm (pour faire 2 passes)
Si le PCB est fixé sur le martyr avec du scotch double-face, il ne doit pas y avoir de "Gaps".
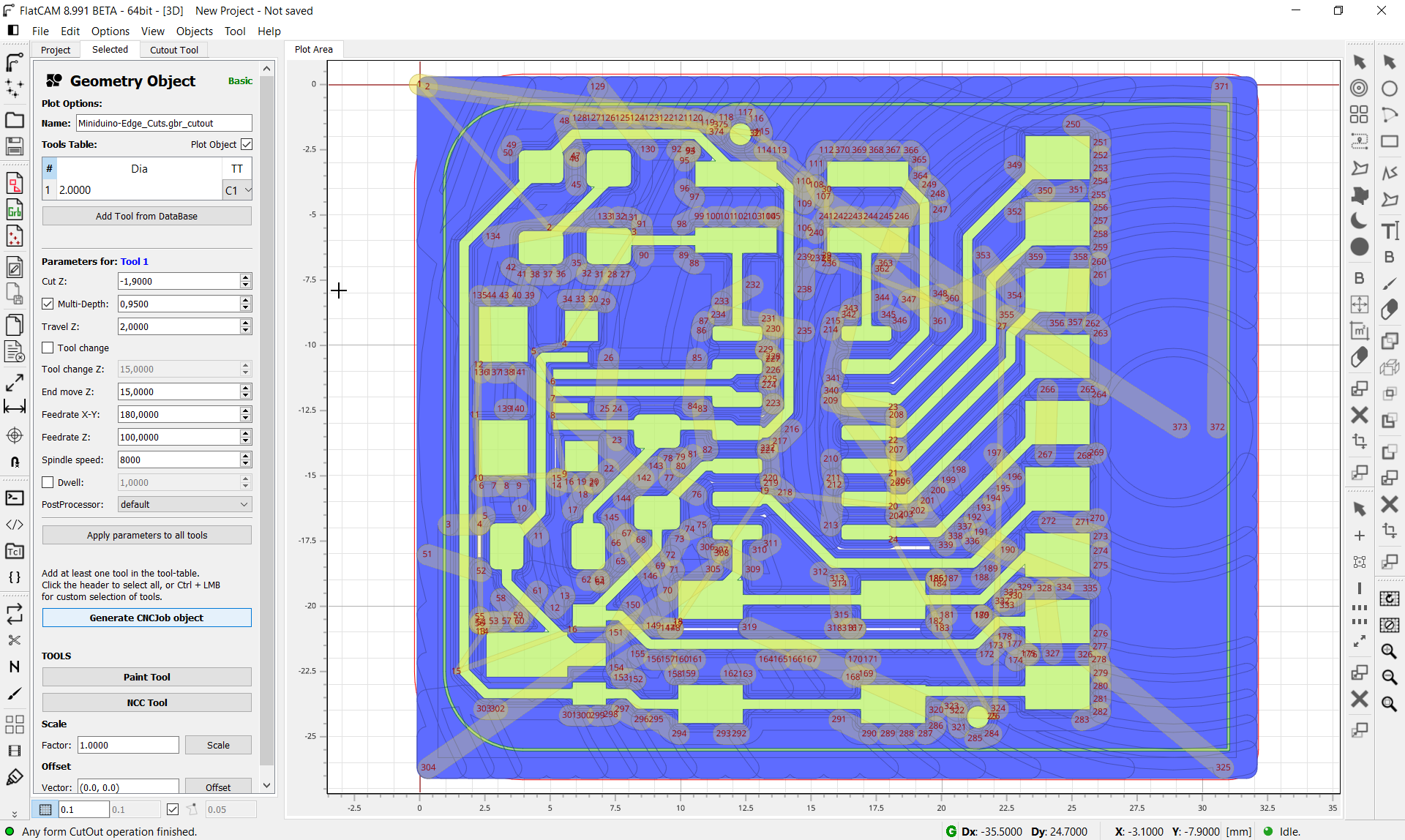
3. Le logiciel génère un nouvel objet Geometry mais ne bascule pas dans le nouvel écran. Il faut double-cliquer sur l'objet Geometry généré, vérifier les paramètres ci-dessous, puis cliquer sur Generate CNC object et enregistrer le fichier GCODE.
Cut Z : -1.9 mm
☑ Multi-depth : 0.95 mm
Travel Z : 2 mm
End move Z : 15 mm
Feedrate X-Y : 180 mm/min
Feedrate Z : 100 mm/min
Spindle speed : 8000 tours/min
Nos fichiers de configuration sont prêts, passons aux réglages de la machine et à l'usinage.
Usinage du PCB sur la Roland SRM-20
Les fraises et forêts utilisés pour usiner un PCB sont fragiles et chers. Manipuler avec précautions !
Fixer le cuivre sur le martyr
Souvent il y aura déjà une plaque de cuivre en place dans la machine. Sauter cette étape si c'est le cas.
1. Garder le capot fermer et allumer la machine. Le bouton se trouve sur le dessus de la machine, au fond à droite. Attendre que la machine se soit réinitialisée avant d'ouvrir le capot.
2. Prendre une plaque de cuivre de la bonne dimension (18x13 cm max). Demander à un fabmanager si besoin de découper une plaque.
3. Déposer du scotch double-face sur l'intégralité de la plaque en faisant attention à ne pas faire de bulles. La machine va usiner à une profondeur de 0.06 mm, la moindre aspérité peut produire un dénivelé très important.
4. Bien dépoussiérer le martyr et coller la plaque dessus en appuyant bien partout.
Définir les origines
Cette étape est la plus délicate mais aussi la plus importante puisqu'un mauvais réglage peut faire rater tout l'usinage.
1. Sur l'ordinateur, lancer l'application VPanel.
2. Avec les flèches, déplacer le spindle au milieu pour pouvoir installer la fraise confortablement.
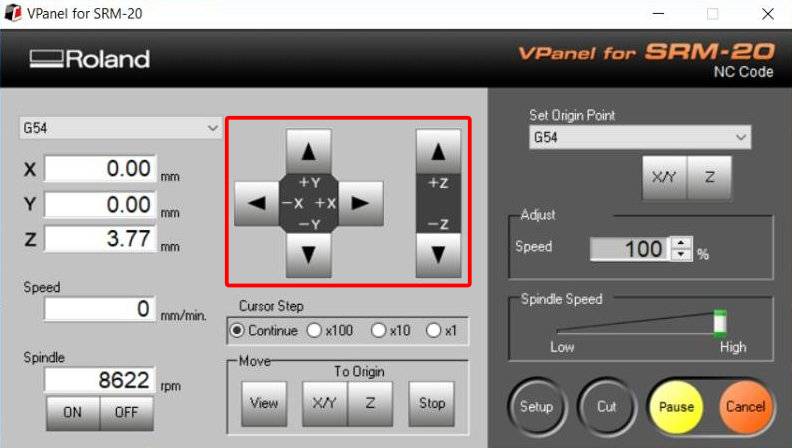
3. Prendre la fraise en V de 0.2 mm et l'insérer dans le mandrin. Elle doit tenir toute seule même sans avoir serré.
4. Positionner la fraise au-dessus de la partie du cuivre qui va être usinée. Avec les flèches, se rapprocher un maximum du cuivre. D'abord avec un mouvement continu, puis par incréments de 1 mm. A environ 1 mm du cuivre, prendre la fraise entre les doigts et la baisser pour lui faire toucher le cuivre.

5. Cliquer sur Z pour définir le Z zéro.

6. Remonter la fraise et serrer le mandrin. Prendre la grosse clé dans la main gauche et la petite dans la main droite. Pour serrer pousser les clés vers l'extérieur et pour serrer les tirer vers soi.
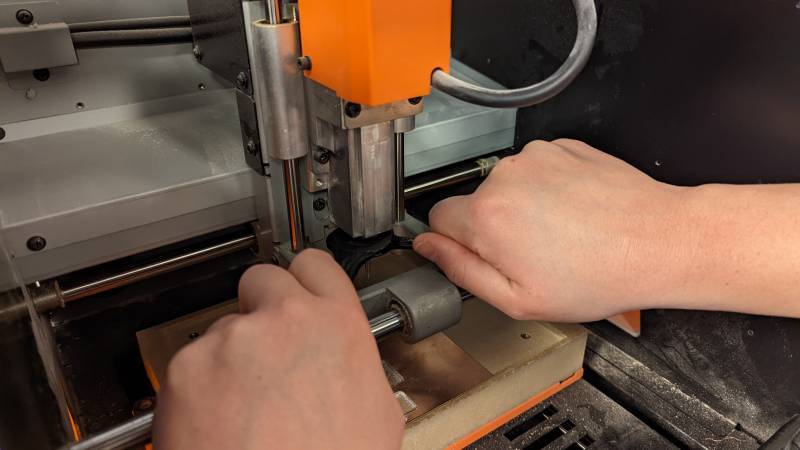
Serrer le mandrin va faire remonter la fraise de quelques centièmes de mm. Il faut donc faire un deuxième réglage plus fin.
7. Baisser la fraise en se rapprochant du zéro au maximum et fixer le multimètre comme sur la photo. Le multimètre doit être en mode test de continuité et faire un bip quand les électrodes se touchent.
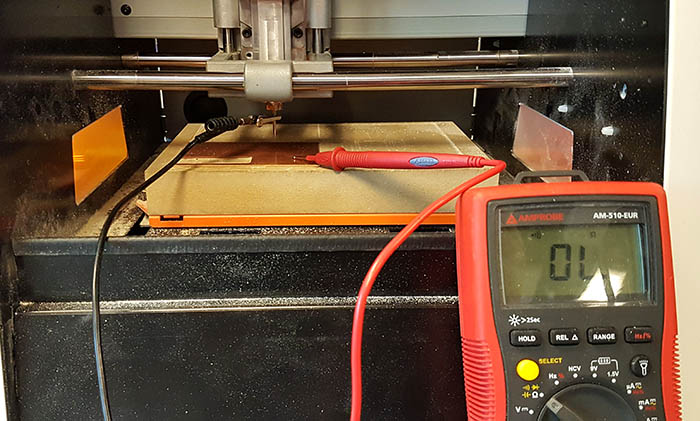
8. Baisser la fraise progressivement par incrément de 0.01 mm jusqu'à ce que le multimètre bip. Parfois on peut descendre jusqu'à -0.5 mm, c'est normal. A ce moment là, définir le nouveau Z zéro.
9. Remonter la fraise de 2 mm et répéter l'opération à un ou deux autres endroits sur le cuivre pour vérifier la planéité. S'il y a un bip au-dessus du premier zéro, alors on garde notre valeur. Si le bip se fait en-dessous alors on définit un nouveau Z zéro. S'il y a plus de 0.03 mm de différence entre les Z il faut changer le cuivre. Demander à un fabmanager.
10. Remonter à 1 ou 2 mm au-dessus du cuivre et positionner la fraise dans le coin supérieur gauche (en fonction de l'origine définie dans FlatCAM) du cuivre pour définir l'origine X et Y.
11. Remonter la fraise.
Lancer l'usinage
1. Faire chauffer le spindle à vide pendant une ou deux minutes en cliquant sur ON.

2. Cliquer sur Cut, supprimer les fichiers présents dans la liste et ajouter le fichier GCODE produit par FlatCAM pour l'isolation des pistes de la face avant.
3. Cliquer sur Output pour lancer l'usinage.
4. Surveiller les premières 5 min et en cas de doute ou de problème, faire pause pour voir le résultat.
5. Une fois l'usinage terminé, rapprocher le plateau et enlever la poussière à l'aide d'un aspirateur. Attention, les poussières sont cancérigènes, éviter un maximum de les respirer.
Changer la fraise et répéter les étapes nécessaires pour définir le Z zéro.
Que faire si l'usinage a raté ?
La principale raison pour laquelle un usinage peut rater est que le Z zéro n'a pas été bien fait et que la fraise n'est pas rentrée assez profondément dans la matière. Dans le cas de la gravure on aurait des sillons trop fins et des fils de cuivre entre les sillons. Pour la découpe du PCB le problème serait que le PCB ne se détache pas de la plaque.
Si jamais c'est le cas, tout n'est pas perdu ! Il suffit de refaire le Z zéro, en le refaisant un peu plus bas et de relancer l'opération. Demander à un fabmanager.
Trucs et astuces
Vous trouverez ici quelque astuces pour la réalisation de circuits
Monter un composant traversant coté cuivre
Il arrive parfois (en particulier lorsque l'on utilise des composants CMS) que l'on souhaite monter un composant traversant du «mauvais coté». Cela ne pose pas de problème lorsque les pattes sont accessibles des deux cotés (resistances par exemple) mais rend la soudure impossible lorsque les pattes ne sont pas sur le bord du composant (ce qui est souvent le cas pour les connecteurs).
Il est possible de contourner le problème en utilisants des rivets (par exemple BG9.S ou BG10.S de CIF). Les rivets sont soudés au PCB, et les broches du composant insérées dans les rivets. Il est alors possible de souder le composant sur l'autre face. Il faut prévoir cela au moment de la conception du PCB (pastilles et perçages suffisament larges). Dans le cas de pastilles raprochées on peut souder les rivets sans les riveter (ce qui risquerait de créer un court-circuit).
Procédure pour vernissage avec LPKF ProtoLaser S4
Tout d’abord il faut avoir importé dans le logiciel de la machine mécanique le fichier solder mask top et bottom.
Une fois le pcb gravé, mélangez les 2 produits Comp A et B du vernis et appliquez le sur le pcb, le mieux est d’avoir protégé les fiducials avec du scotch papier quand vous appliquez la peinture.
Enlevez les scochs faites le chauffer au four à 160°C pendant 30min.
Ensuite sur le logiciel de la machine laser, faites fichier nouveau puis vérifiez que la case « supported by protomat » est coché (ceci permet au laser de ne pas percer les trous et de chercher les fiducials a la caméra sur les 2 faces) puis choisissez « promask »

Ensuite choisissez « promask removal » et mettez l’epaisseur de votre plaque (mesurée au pied a coulisse) :

Ensuite faites file / import old version et allez cherché votre fichier .cbf (avec les fiducials et le solder mask dedans) , faites clic droit / compute all sur « toolpath » ici :
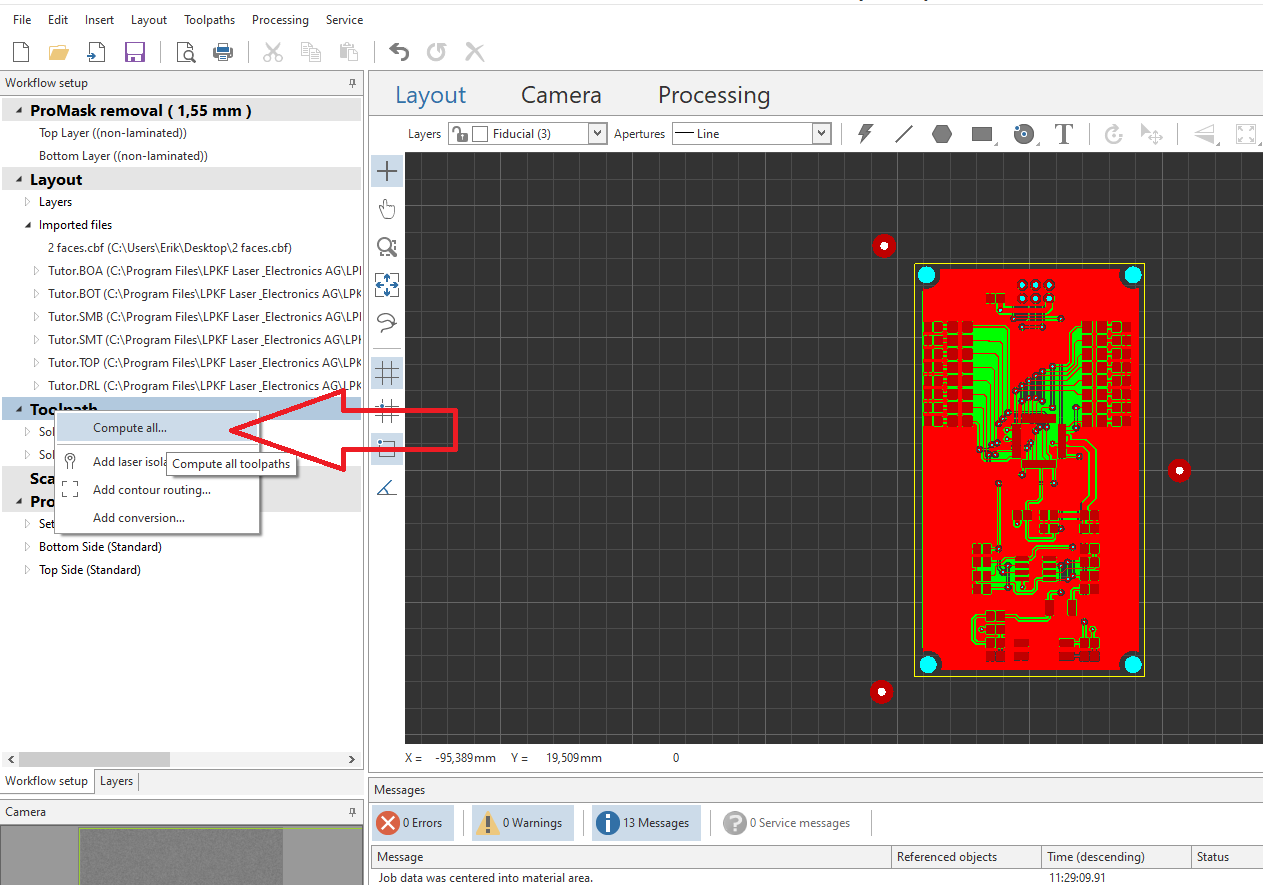
Ensuite vous devriez voir ces motifs qui signifie que la machine ira chercher les fiducials a la caméra :
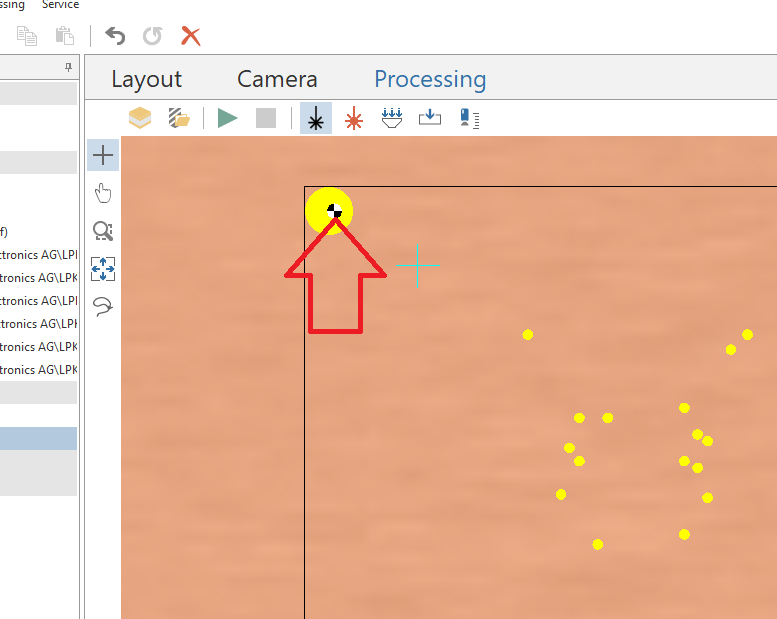
Si vous avez protégé les fiducials avec du scotch, la caméra ne devrai pas avoir de mal a les trouver, sinon vous pouvez, placer a peu près le projet, et ne graver que le rond jaune pour libérer le ficducial du vernis, puis enfin graver le projet.
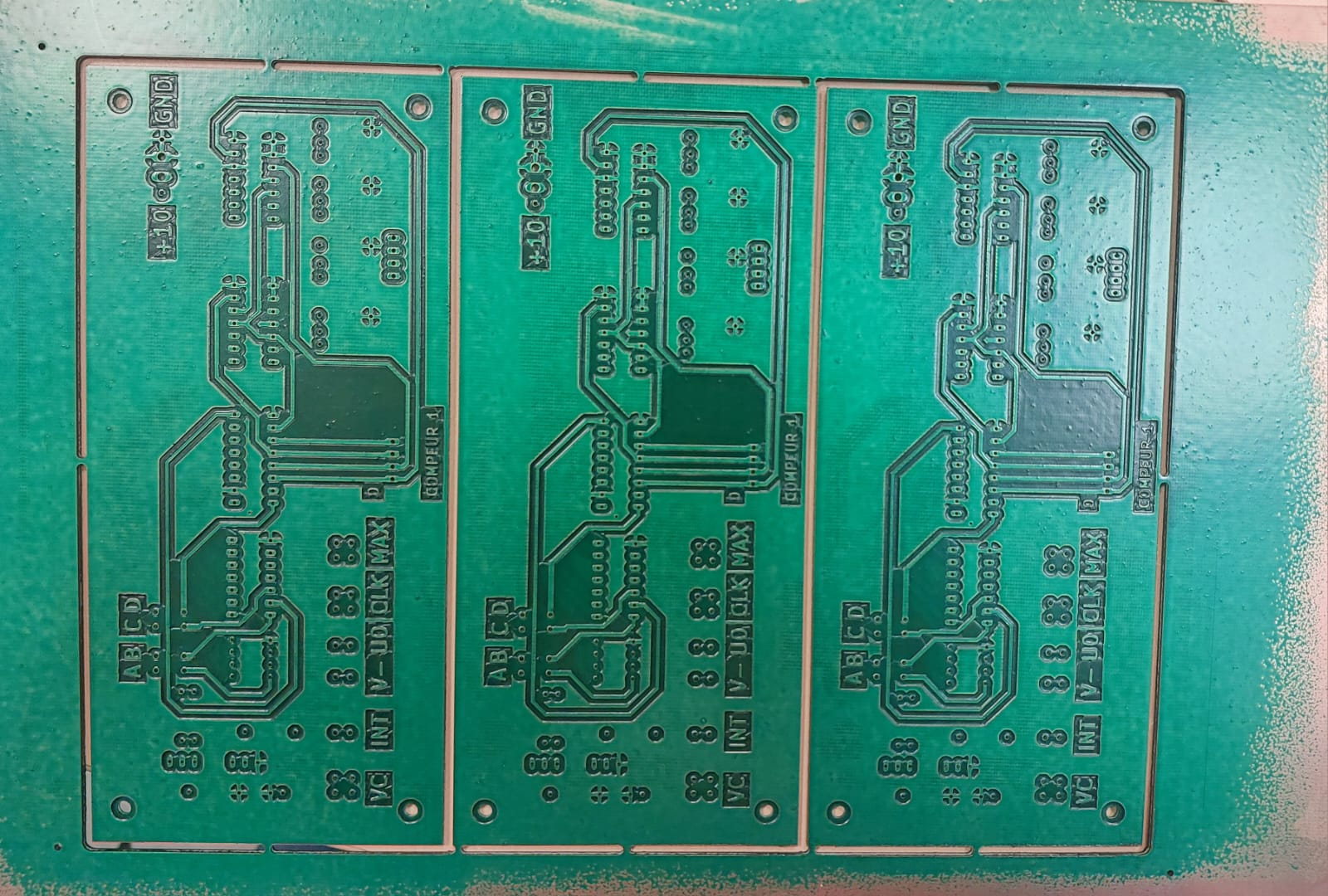
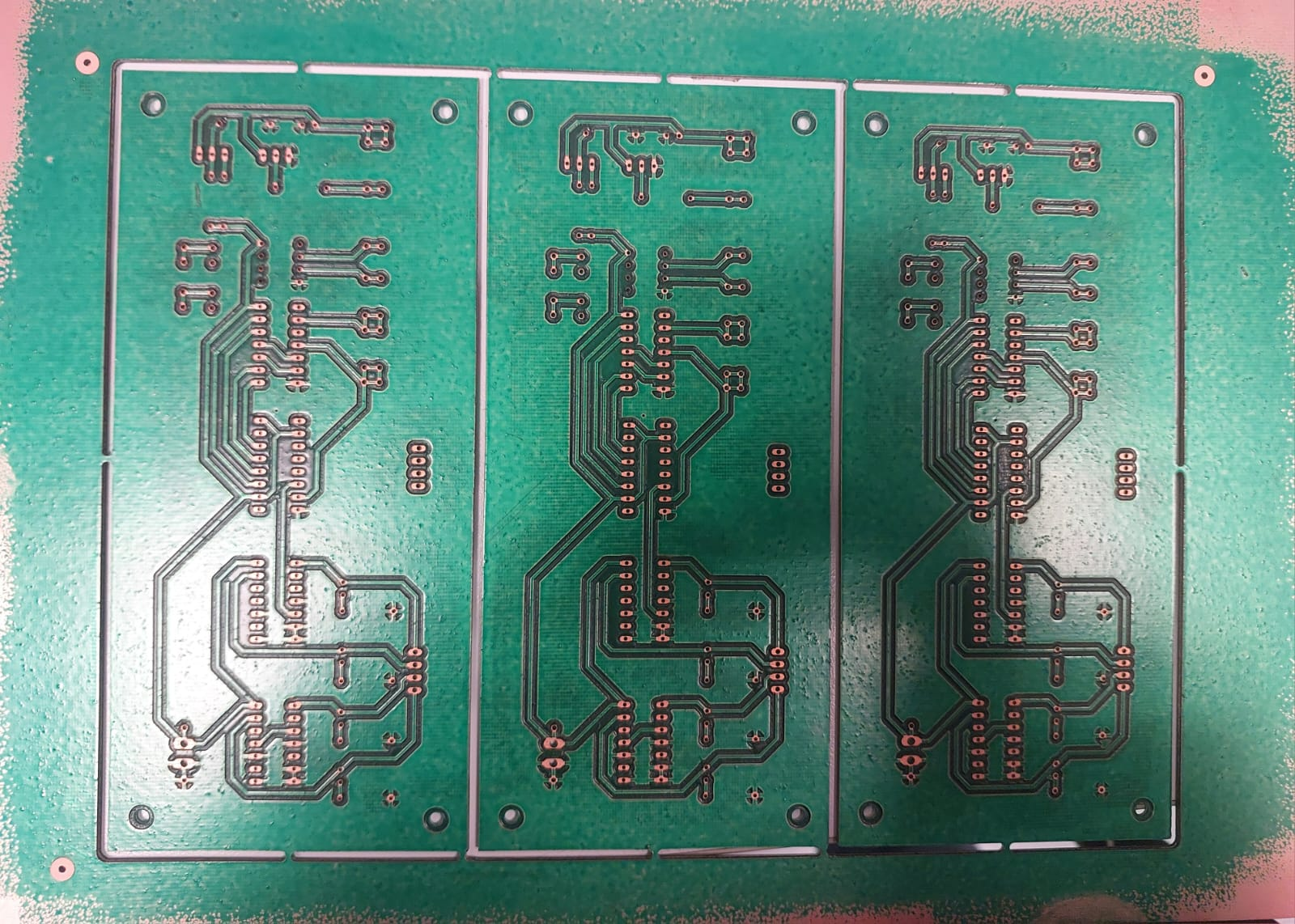
------------------------------------------------
Voilà le résultat de ces étapes sur ma plaque en cuivre, qui comprenait trois cartes électroniques et a été vernie - première photo -, puis placée au four et enfin, le vernis a été enlevé de ses bases par la machine laser S4 - deuxième photo.