Utilisation de la découpeuse jet d'eau ProtoMAX
AVERTISSEMENT : Cette machine étant en permanence au contact de l’eau, des bactéries peuvent s’y développer. Il est vivement conseillé de porter des gants lors des manipulations (gants jetables fournis) et de se laver les mains après utilisation.
Comme pour toutes les machines du fablab, en cas de problème ou de doute, ne surtout pas hésiter à demander de l’aide au personnel.
Principe de la machine : La découpeuse jet d'eau est une machine capable de couper une grande variété de matériaux en utilisant un abrasif de très grande dureté (le grenat / sable) et un jet d'eau à très haute pression. Le principe de fonctionnement de la machine consiste en l'utilisation d'une buse dans laquelle l'eau est expulsée à très haute pression (2000 bars) et mélangée à l'abrasif pour découper les matériaux.
Surface de découpe : 304 x 304mm
Surface du plateau : 368 x 393mm
Epaisseur max : 20mm
Pour plus d'informations, voir la fiche technique.
Logiciel : pour pouvoir utiliser la machine, nous aurons besoin de 2 logiciels :
- PROTOMAX LAYOUT pour programmer la trajectoire de découpe, régler la précision
- PROTOMAX MAKE pour régler, purger la buse et suivre en temps réel l’avancée de la découpe.
Importation du dessin
Il faut commencer par configurer le parcours de découpe, pour cela ouvrir le logiciel PROTOMAX LAYOUT.
Cliquer sur Fichier > Importer d’un autre programme DAO.
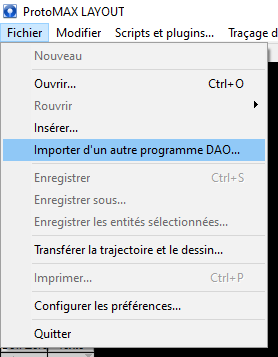
Les formats de fichier recommandés sont DWG et DXF
NE PAS OUBLIER DE COCHER LA CASE « IMPORTER LE DIMENSIONNEMENT » (+ cliquer sur mettre à jour le modèle)
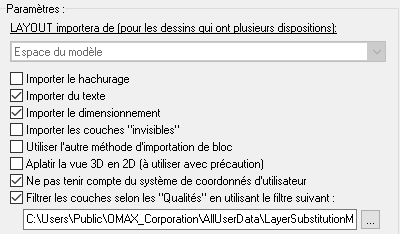
Une fois importée, bien vérifier les dimensions de la pièce, il y a souvent des erreurs de conversion entre les logiciels.
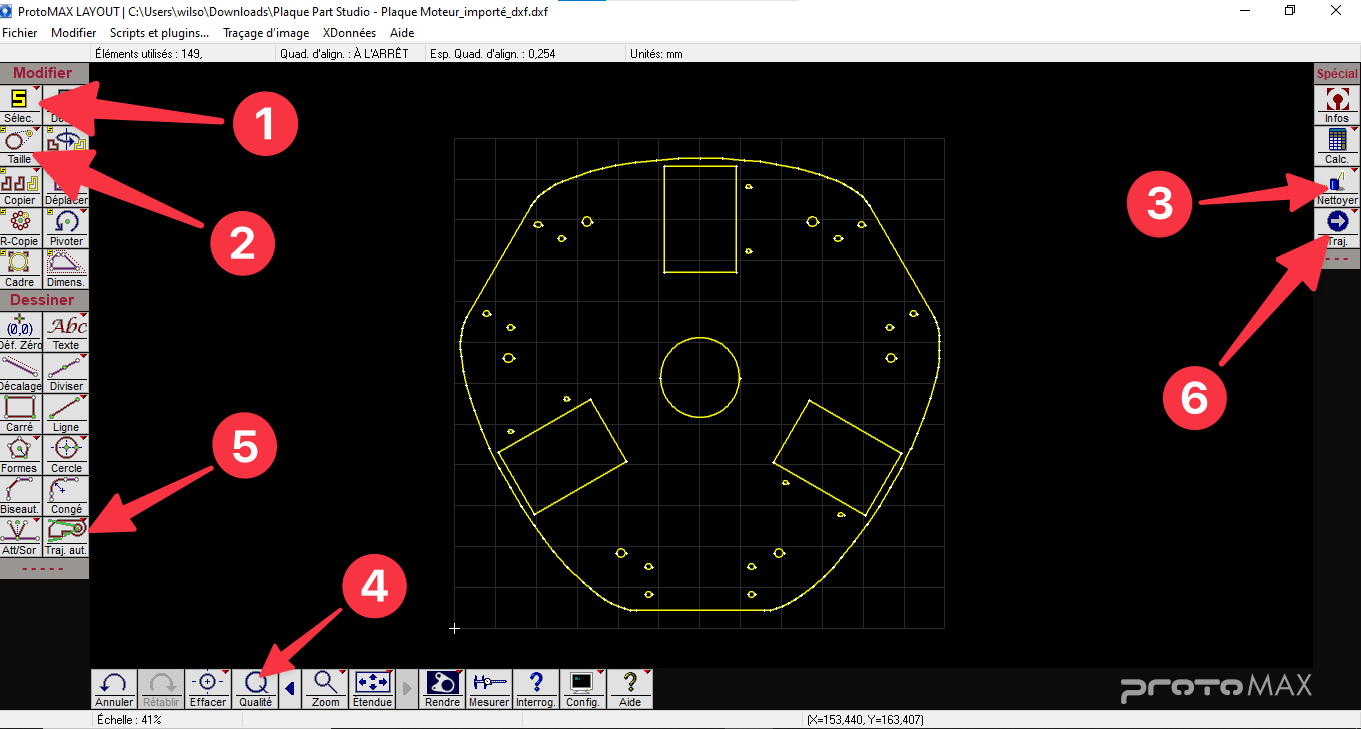
- Faire un clic droit sur le bouton "Sélec" (1) puis choisir "Tout" pour sélectionner la totalité du dessin.
- Cliquer ensuite sur "Taille" (2). Cela va afficher une boîte de dialogue avec la taille en mm. Ajuster si besoin.
- Cliquer sur l'icône "Nettoyer" (3) dans la barre d'outils de droite et valider avec les paramètres par défaut. Cela va supprimer les points inutiles ou superposés qui apparaissent souvent dans les exports des logiciels de CAO.
Configuration du parcours de l'outil
- Faire un clic droit sur le bouton "Qualité" (4) sur la barre d'outils du bas, puis sélectionner "Tout".
- Sélectionner ensuite la qualité 3.
- Après cette étape, nous allons générer la trajectoire de la buse pour la découpe. Pour cela, cliquer sur "Traj auto" (5) dans la barre d'outils de gauche.
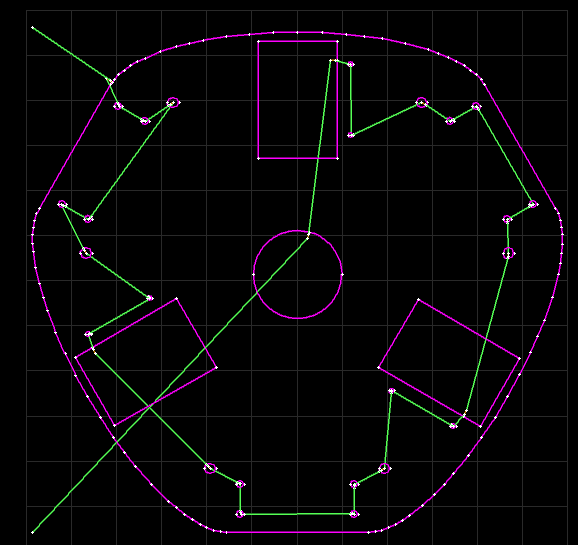
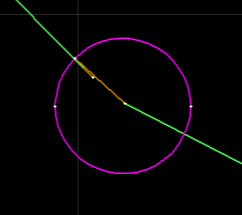
Les lignes roses représentent la trajectoire de découpe de qualité 3, les lignes vertes, la trajectoire de déplacement de la buse sans découpe et les lignes orange correspondent aux amorces.
Bien vérifier que les amorces se situent à l’extérieur de la pièce et non à l'intérieur. Par exemple dans le cas ci-dessous, ce cercle ne nous intéresse pas, donc on place l’amorce à l’intérieur, si nous voulions la récupérer, il aurait fallu placer l’amorce à l’extérieur.
Si la pièce est petite (moins de 5cm) et qu'il y a un risque que l'objet tombe au fond du bac, il faudra générer des onglets (ou tabs) qui sont comme des petites languettes qui permettront à la pièce de rester accrocher à la plaque principale. En fin de découpe il faudra alors utiliser une pince ou une scie pour détacher la pièce facilement.
[Explications tabs]
Lorsque le parcours a l'air bon, on peut cliquer sur "Traj" (6) dans la barre d'outils de droite. Dans la boîte de dialogue suivante, le logiciel nous demande de placer l’origine. Choisir l'extrémité qui se situe en bas à gauche, vérifier que le tracé épais rouge, qui représente le jet d'eau, est bien à l'extérieur de la pièce et enregistrer.
La configuration de la trajectoire de la découpe est terminée, il faut maintenant calibrer et préparer la machine pour la découpe.
Préparation de la machine
- Allumer la machine grâce à l’interrupteur rouge situé sur le coté droit de la machine.
- Lancer maintenant le deuxième logiciel : PROTOMAX MAKE.
- Le logiciel propose de faire l'origine absolue de la machine. Cliquer sur le bouton rouge pour lancer la mise à l'origine.
- Ouvrir le capot, le bloquer grâce à la sécurité puis remplir d'eau la zone de découpe jusqu’à la limite (= 1 ou 2mm au-dessus de la plaque à découper en général) à l’aide du pistolet à l’eau. Parfois, l’eau peut s’accumuler, pensez à vérifier derrière la machine si l’eau s’écoule bien dans le tuyau).

- Brancher le tuyau d’arrivé d’abrasif à la machine.
- A l’aide du logiciel et des flèches de déplacement, placer la buse entre deux pales.
- Fermer le capot.
- Puis cliquer sur "Test" afin d'amener de l'abrasif jusque dans la buse (durée recommandée 15 secondes).



Une fois les étapes ci-dessus réalisées, placer la plaque à découper sur la surface de découpe et la fixer à l'aide des pinces de serrage.
Faire attention à ce que les pinces ne soient pas dans la trajectoire de la buse.
Régler ensuite la hauteur de la buse 2 mm au-dessus de la plaque à découper en utilisant l’étalon ProtoMAX ou une autre plaque qui serait de 2 mm d’épaisseur par exemple.
[Photo]
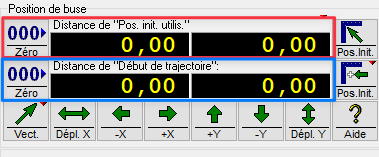
Déplacer la buse pour la placer à l'endroit où l'on veut démarrer l'usinage. La première ligne de coordonnées (cadre rouge) représente les coordonnées absolues de la machine. NE JAMAIS LA MODIFIER. La deuxième ligne (cadre bleu) représente les coordonnées relatives. C'est cette ligne qu'il faut mettre à zéro et qui correspond à la position initiale. C'est là que la trajectoire de la découpe va commencer.
Après cela, il faut retourner la protection autour de la buse en jaune puis fermer le capot.

On peut maintenant ouvrir le fichier configuré précédemment avec ProtoMAX Layout (Fichier > Ouvrir). Le fichier se trouve dans le même répertoire que le dessin d'origine.
[Capture écran]
Dans la boîte de dialogue qui s'affiche il faut paramétrer l’épaisseur de la plaque ainsi que le matériau à découper.
On peut ensuite lancer la découpe.
Faire attention à la quantité d'abrasif disponible dans le réservoir. Le niveau baisse rapidement, ne pas hésiter à le remplir au préalable.
Une fois la découpe terminée, retirer les pinces de serrage puis enlever la plaque et les pièces découpées (ne pas hésiter à laver les pièces à l’aide du pistolet à eau pour éliminer le sable).
Enfin, débrancher le tuyau d'abrasif puis déplacer la base entre 2 pâles pour lancer un "Test" et purger l'abrasif des canalisations et de la buse. Cette phase est très importante car sinon le sable sèche et risque de boucher la buse.
Documentation rédigée par Yeogeuch RANGANATHAN (EISE) et Benito ALONSO (ROB).
Relue, corrigée et complétée par Stéphane MULLER.