Utilisation de la Trotec Speedy 360
Informations et précautions
Comme indiqué dans la page Présentation de la Trotec Speedy 360, la surface de travail maximale de la machine est de 813*508mm mais pensez à prévoir des marges autour de votre travail. Attention, il faut à tout prix éviter de découper trop près du bord pour éviter des départs de flammes, surtout dans le cas de découpe rectilignes suivant le bord de la plaque ! 🔥🔥
Au Fablab SU nous pouvons monter au choix deux lentilles sur la Speedy 360, une de focale 2,5 pouces et une de focale 1,5 pouces. Vous devez impérativement avoir en tête quelle lentille est montée sur la machine avant de préparer et lancer tout travail. Cela se vérifie en regardant la bague de la lentille, au niveau de la tête.
Une fois que vous savez quelle lentille est montée ou laquelle vous décidez de monter, n'oubliez pas de vérifier que cette valeur est bien la même que celle indiquée dans l'interfaceRuby et sur l'écran tactile de la machine. Si les focales ne sont pas identiques, vous risquez en effet de casser le matériel en faisant l'autofocus !
Si besoin la focale peut être modifiée dans Ruby, dans les paramètres accessibles par le menu latéral gauche.
Selon leur focale, les lentilles présentent différents avantages et peuvent ainsi être plus ou moins adaptées à certains travaux. De même, plusieurs cônes peuvent être montés après la lentille. Attention,Attention, le cône le plus long ne s'utilise que sur la lentille à la focale plus longue (2,5"). N'hésitez pas à demander plus d'informations à un.e fabmanager (dans l'attente d'une documentation)fabmanager.
Et bien sûr un rappel important sur les règles de sécurité élémentaires quand on utilise une découpeuse laser :
Certaines matières ne peuvent être découpées / gravées à la laser car elles émettent des gaz très toxiques, qu'elles prennent feu, fondent ou endommagent la machine.
Moralité : si vous apportez votre propre matériau, vous devez impérativement :
- en connaître la composition
- avoir fait une première recherche pour savoir s'il est compatible avec la machine
- faire vérifier et valider par un.e fabmanager
Vous devez toujours surveiller la machine toute la durée de l'usinage, et être en particulièrement vigilant.e à l'émission de fumées inhabituelles et de flammes. Si des flammes apparaissent, prévenez immédiatement un.e médiateur.ice.
Création du fichier
1. Principe
Comme on en avait l'habitude avec la Speedy 100, nousNous avons besoin au départ d'un fichier vectoriel (privilégier le format svg).svg).
Rappelons qu'une image vectorielle est une image constituée de tracés encodés comme des formules (qui décrivent les courbures, directions, proportions des différentes formes vectorielles), par opposition à une image matricielle où une image est encodée comme un tableau de valeurs (couleurs des pixels).
Vous pouvez créer ou adapter de telles formes sur un logiciel de tracé vectoriel comme Inkscape ou Adobe Illustrator. Nous recommandons l'utilisation d'Inkscape, logiciel open-source, gratuit, puissant, et bien documenté. OnIl utiliseest disponible sur les ordinateurs de la mêmesalle logiquede découpe ainsi que sur les ordinateurs de prêt.
Ce fichier va vous permettre d'indiquer le tracé que le laser doit suivre pour découper ou marquer la matière, et les formes qu'il va graver par un mouvement de balayage.
Dès le début, ayez en tête les dimensions maximales du plateau, de votre plaque, et tenez-en compte lorsque vous créez votre design.
2. Règles de mise en forme
La chose la plus importante à respecter dans la mise en forme de votre fichier est que vous devez fournir des chemins (sans remplissage) pour les opérations de type découpe (y compris le marquage) et des formes vectorielles fermées ou des images matricielles pour les opérations de gravure.
Merci de respecter les conventions suivantes, en mode colorimétrique RVB :
- chemins sans fond et de contour rouge (R: 255, V: 0, B: 0, A: 100) pour les travaux de découpe
- formes fermées sans contour et de fond plein noir (R: 0, V: 0, B: 0, A: 100) pour les travaux de gravure (on peut aussi utiliser une image jpeg pour la gravure). Vous pouvez aussi varier les nuances de gris pour avoir des gravures plus ou moins sombres.
- chemins sans fond et de contour bleu (R: 0, V: 0, B: 255, A: 100) pour les travaux de marquage
- on peut utiliser d'autres couleurs par défaut (cf ci-dessous)
LesL'épaisseur des contours n'a pas d'importance, la machine effectuera toujours le tracé "au milieu" du contour. Mais prenez l'habitude de ne pas donner une valeur trop faible non plus, il semblerait que des tracés très très fins ne soient parfois pas reconnus.
Dans le cas de la Speedy 360, les paramètres de couleur peuvent aussi être modifiés ultérieurement depuis Ruby, à condition d'avoir été reconnus dans les couleurs ci-dessous (mode colorimétrique RVB toujours)

En revanche il est vraiment capital de comprendre qu'il est nécessaire d'avoir des chemins (sans remplissage) pour les opérations de type découpe (y compris le marquage), et des formes vectorielles fermées ou des images matricielles pour les opérations de gravure.
Il faut également avoir en tête les dimensions maximales du plateau, de votre plaque, et en tenir compte lorsque vous créez votre design.
Pour créer ou préparer son fichier, nous conseillons toujours d'utiliser un logiciel de dessin vectoriel comme Inkscape, libre, gratuit, puissant, bien documenté. En revanche, il ne sera plus nécessaire de passer par Inkscape pour lancer le travail à la machine : tout se fait désormais dans l'interface Ruby.
Consultez le chapitre dédié à Inkscape du wiki pour vous aider dans la conception de votre fichier vectoriel.
Préparation du matériel et réglages machine
1. Allumer la machine
Assurez-vous que le capot est fermé, puis tournez la clé dans le sens horaire. La machine s'allume.
Lors de la mise sous tension, la machine fait un certain nombre d'opérations d'initialisation : veuillez ne pas ouvrir le capot ni toucher au panneau de contrôle jusqu'à la fin de l'opération (signalée par un “bip” sonore).
2. Placer la plaque
Ouvrez la zone de découpe et placez-y votre plaque (après vous être assuré.e que votre matière peut bien passer à la découpeuse laser); celle-ci ne doit pas dépasser de la zone de découpe et être la plus plate possible. Au besoin, élever le plateau pour pouvoir installer confortablement votre plaque. Cela se fait au moyen des flèches haut-bas sur le panneau de contrôle.
Le contreplaqué inférieur à 4mm d'épaisseur peut parfois gondoler, utilisez du scotch dans les coins pour le fixer au plateau et faire en sorte que la planche soit bien plate.
3. Faire la focale
Du fait du principe même de la découpe laser, il est crucial que la surface (supérieure) de votre plaque soit placée précisément à la distance focale de la lentille, là où les rayons du laser convergent.
Sur la Speedy 360 celala focale peut se faire manuellement à l'aide d'un calepige (à chaque lentille son calepige : pour la lentille grise de 2,5 pouces utiliser le calepige gris, pour la lentille 1,5 pouces rouge utiliser le calepige rouge).
Mais elle peut aussi se faire automatiquement, grâce à compléterun capteur ultrason positionné sur la tête.
Pour faire la focale automatiquement :
- Déplacez la tête du laser au-dessus de la surface de votre plaque, à peu près "au milieu" de votre travail. Vérifiez que rien ne pourrait obstruer l'élévation du plateau.
- Vérifiez que la valeur de la focale sur l'écran de la machine est bien celle de la lentille montée sur la machine, et que le cône est adapté.
- Appuyez simultanément sur les deux flèches haut-bas de l'axe Z. Le plateau monte et s'arrête à la distance focale.
Si vous vous rendez-compte qu'il y a un problème (obstacle entre le cône et la plaque, mauvaise valeur de la focale sur l'ordinateur, mauvais cône monté sur la tête...), vous pouvez interrompre la focale automatique en appuyant sur une des flèches de l'axe Z du plateau.
Il faut faire la focale à chaque fois que l'on met une nouvelle plaque dans la machine, même si c'est le même matériau (des petites variations d'épaisseur peuvent apparaître)
Placez ensuite le laser dans le coin supérieur gauche de votre planche (ou à l'endroit où vous voulez faire la découpe). Si vous ne voyez pas le pointeur rouge du laser (sur le plexi par exemple), utilisez une feuille blanche pour le visualiser. Par convention on placera le travail de sorte à ce que le pointeur laser soit dans son coin gauche.
Essayez toujours de minimiser le gaspillage de matériel lorsque vous positionnez le curseur. N'hésitez pas à prendre une règle pour vérifier que votre travail va bien rentrer dans l'emplacement que vous avez repéré.
Lancement du travail
à compléter
Test
Systématiquement faire un test de découpe / gravure / marquage (selon l'opération à effectuer) sur un petit morceau du matériau, a fortiori dans l'un des cas suivants :
- c'est une matière assez coûteuse (comme le PMMA 6mm)
- c'est un travail de dimensions importantes (vous ne voulez pas gâcher toute une plaque)
- c'est un matériau qui est rarement usiné au fablab
- il y a de la gravure / du marquage à faire
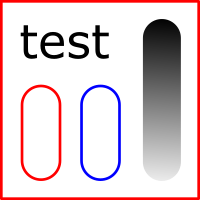
Un test peut prendre la forme d'un petit dessin vectoriel :
- découpe externe carrée (contour rouge) dimensions 15mmx15mm (on a dit millimètres, pas cm !)
- découpe interne ellipse (contour rouge)
- gravure ellipse (fond dégradé gris-noir)
- marquage ellipse (contour bleu)
Cela permet de vérifier que la matière est bien découpée dans toute son épaisseur et que le résultat de gravure / marquage nous satisfait esthétiquement. Si le test est concluant, on passe à la suite, sinon on peut modifier les paramètres de découpe / vérifier que la focale est faite correctement / vérifier que le matériau est bien plan...
Un test de ce type (15mm*15mm) est en fichier joint à cette page dans le menu latéral, n'hésitez pas à l'utiliser (et si besoin à supprimer les éléments que vous n'avez pas besoin de tester)
Besoin de vectoriser une image matricielle ? On aborde quelques méthodes bien pratiques dans cette page.
Phase d'usinage
Pendant toute la durée de l'usinage, ne quittez JAMAIS la machine des yeux. Soyez particulièrement vigilant.e à l'émission de fumées inhabituelles et de flammes. Si des flammes apparaissent, prévenez immédiatement un.e médiateur.ice.
Pendant les phases de découpe, le rayon peut être à une forte puissance : préférez regarder si des flammes et de la fumée apparaissent un peu au dessus du tracé plutôt que de regarder le rayon directement.
Au moindre doute arrêtez immédiatement la machine en cliquant sur le “bouton pause” de Ruby. Si la situation semble clairement problématique, appuyer sur le bouton d'arrêt d'urgence rouge.
à compléter
Une fois la découpe/gravure finie, attendez que l'aspiration s’arrête avant de soulever le capot et de récupérer le fruit de votre travail.
Pour finir...
Faîtes en sorte qu'il ne reste plus rien sur la grille de la machine en enlevant tous les petits morceaux éventuels créés par la découpe.
Si vous ne souhaitez pas garder le reste de votre plaque (ou si elle vous a été gracieusement mis à disposition par le Fablab), rangez le dans l'emplacement des chutes, selon sa composition et son épaisseur.
Pour éviter le chaos nous vous demandons de ne ranger que les chutes où il reste une place raisonnable pour une future découpe (se reporter à l'échantillon "Chute mini" dans la salle de la laser ou vérifiez qu'il y a plus de 150x100mm de libre).
Il sera très très grandement apprécié que vous retaillez les restes de votre plaque sous forme de rectangle(s), afin de faciliter le stockage des chutes.
Vous pouvez aussi tracer un rectangle autour de votre découpe avant de la lancer