Impression 3D électrochimique: Réalisation d'un réseaux d'électrodes
Ce que j'ai fait au fablab:
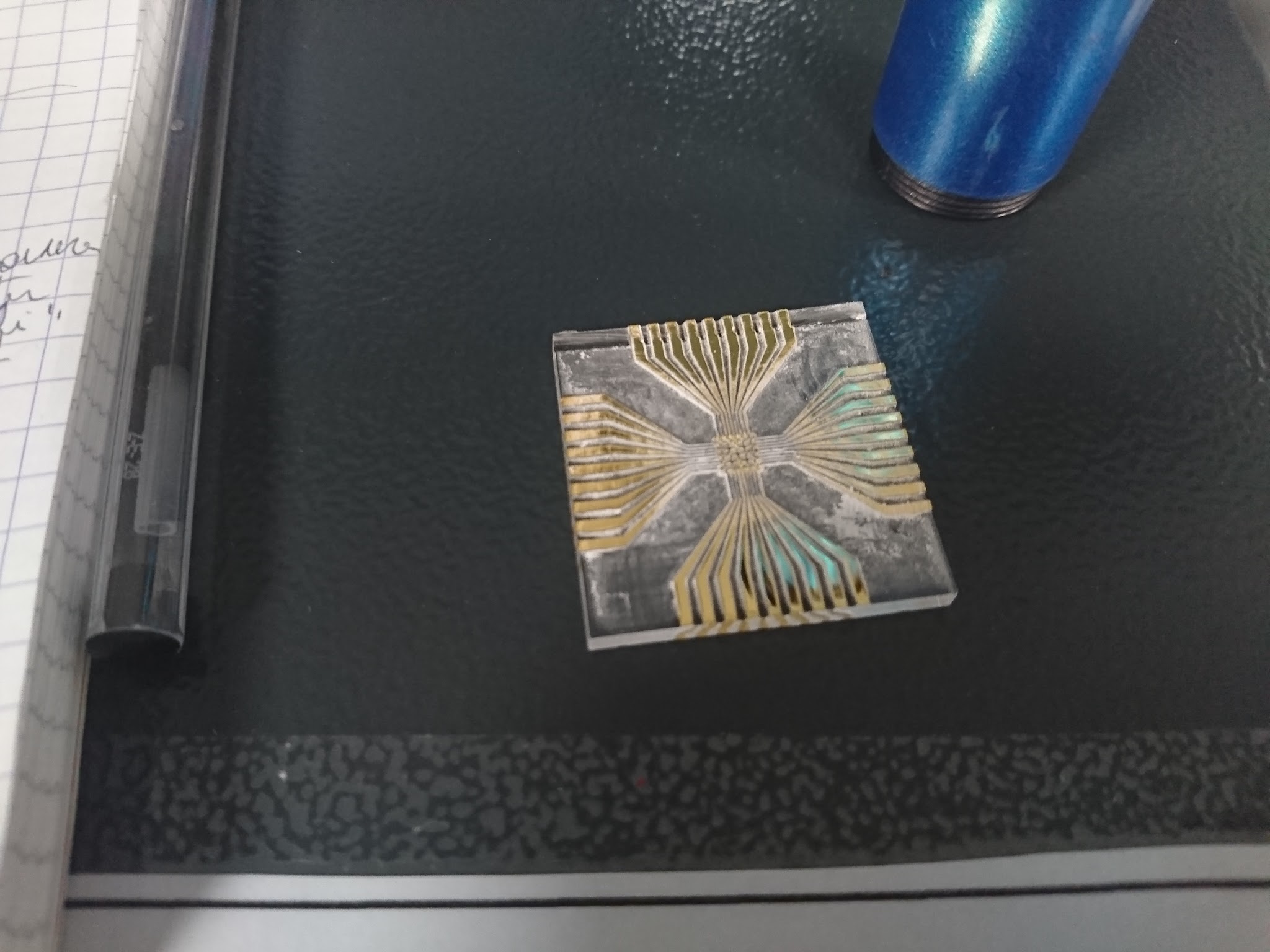
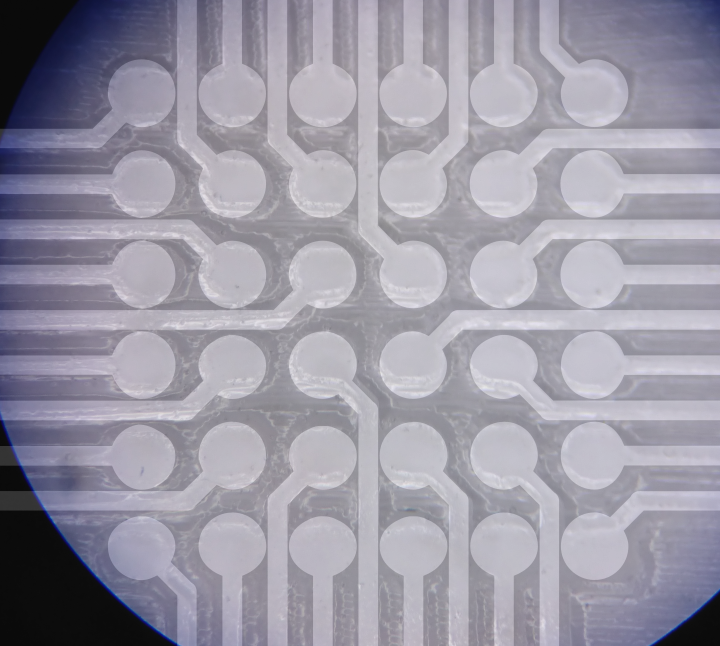
Réseau d'électrode 6*6 sur PMMA recouvert d'or pour une application à l'impression 3D électrochimique.
Introduction au sujet:
https://drive.google.com/file/d/1nkw5Zwh1voD9N_fGageRGOvbt9gQq36m/view?usp=sharing
Dans le cadre d'un projet entreprenarial, j'ai proposé un sujet de stage au Laboratoire Interface et Systèmes Electrochimique (LISE) un sujet de stage qui a été validé, sur l'impression 3D électrochimique.
Sur le principe d'une électrodéposition localisée, il est possible de faire de l'impression 3D. En revanche les techniques se sont orienté depuis 1996 sur des méthode par écriture directe, par la polarisation de la cathode. Cela permet notamment d'imprimer des pièces en cuivre, mais aussi d'autre matériaux conducteurs, y compris des alliages.
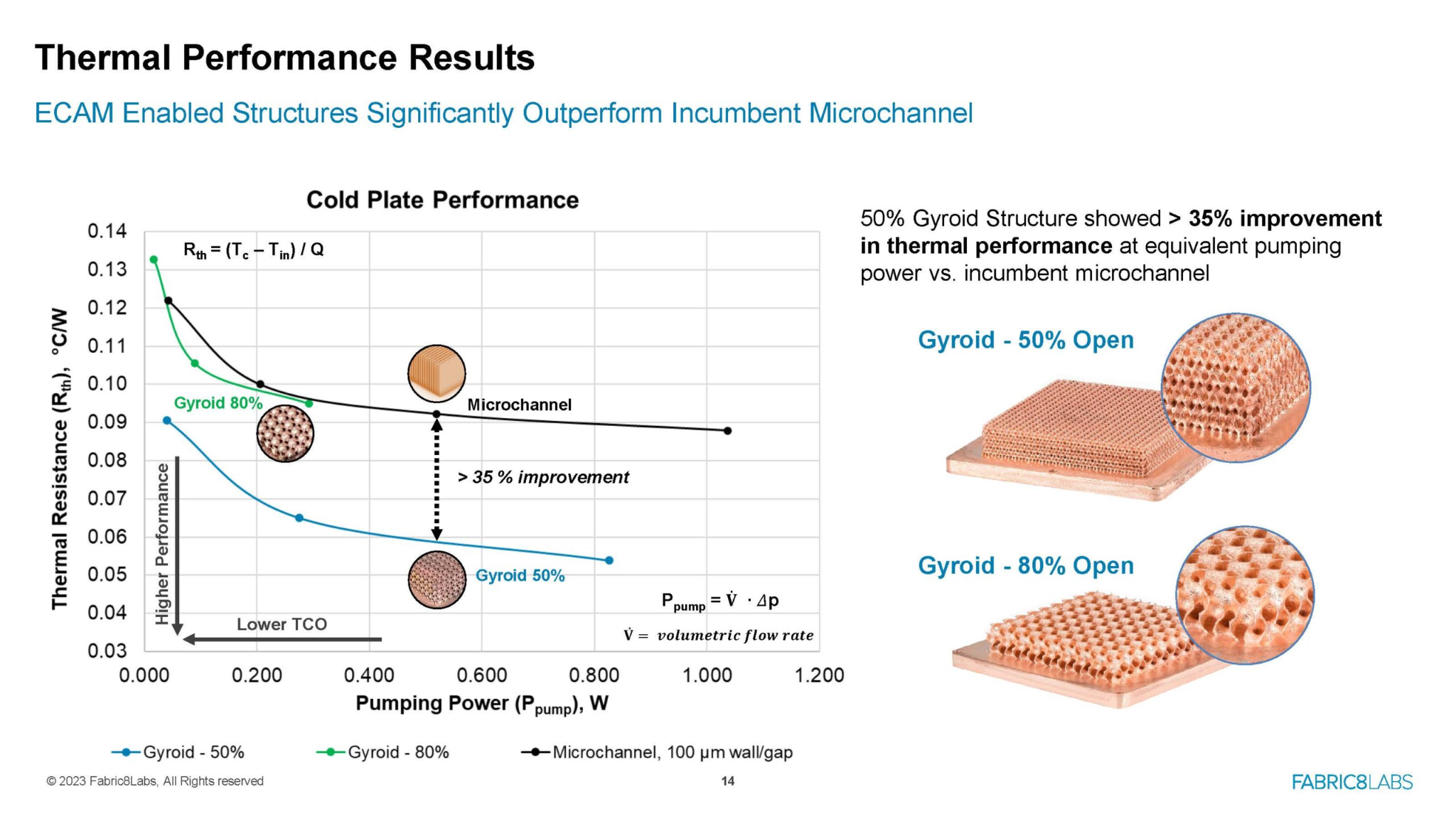
Une entreprise américaine à quant à elle développé une technologie d'impression qui repose sur une polarisation sélective d'un réseau d'anode, ce qui permet d'imprimer Stéréo-électrochimiquement des pièces complexes en cuivre, avec comme application des refroidisseur haute performance pour processeur avec des structure en gyroides permettant de maximiser les échanges thermique. L'intérêt est que la performance des processeur est limité par la capacité à le refroidir.
Grace aux développement des Modèles de langage OpenSource notamment avec (Mixtral 8x7b) il a été facile de rebricoler une imprimante résine avec une carte arduino pour l'interfacer avec un PC, les progrès sont tels que j'ai quasiment pas eu besoin d'utiliser ChatGPT 3.5.
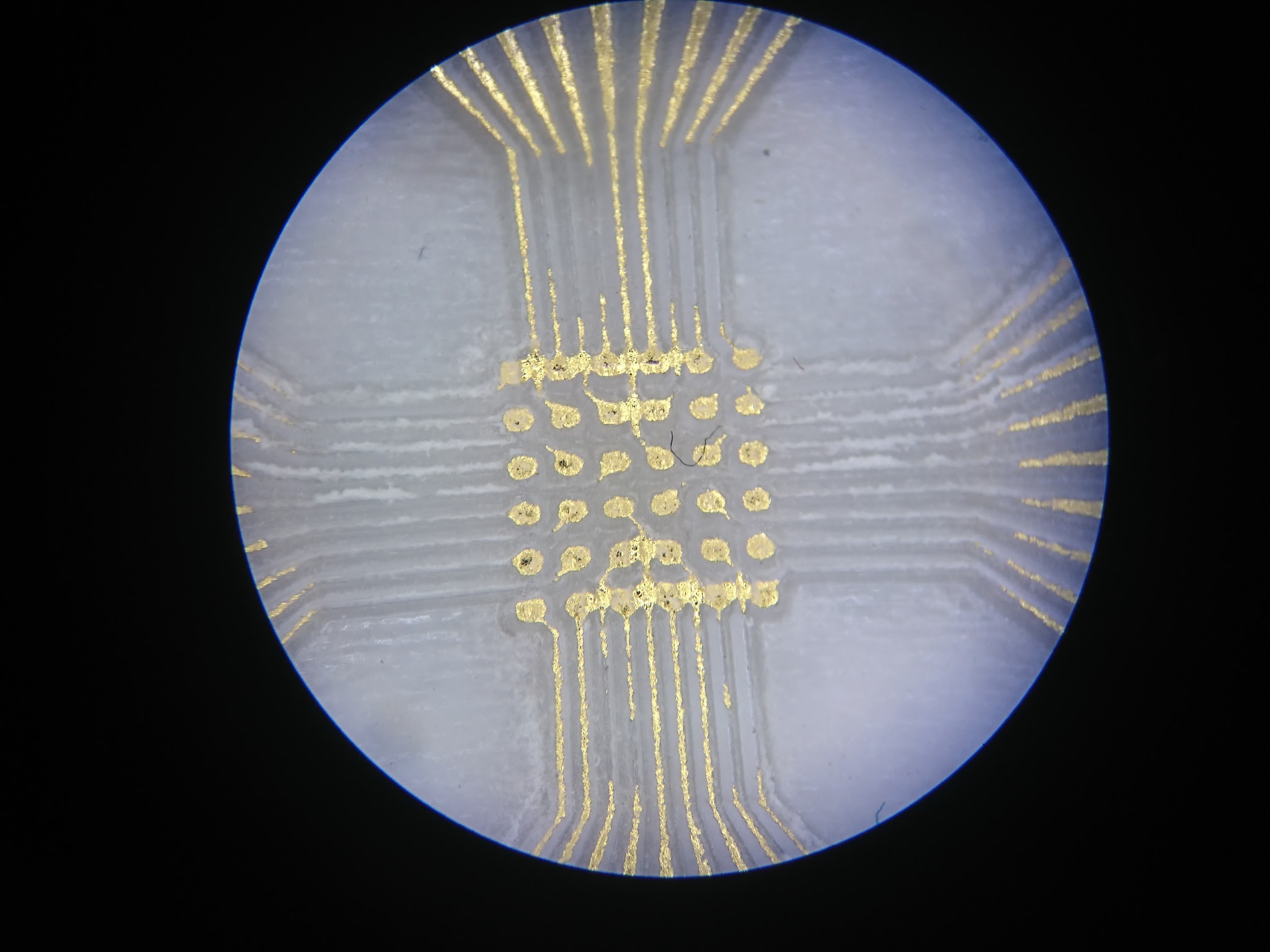
J'ai commencé par réaliser des essais sur du PMMA 3mm avec la Trotec Speedy 360 pour vérifier mon motif réalisé sur Kicad/Inkscape, j'ai notamment remarqué le manque de résolution pour des détail verticaux en balayage horizontale, dû à l'anisotropie du balayage de la graveuse laser. J'ai aussi essayer de réaliser la gravure à 45 degré, cela résous l'anisotropie, mais apporte les défauts à l'ensemble du dispositif. La solution serait de réaliser un balayage Vertical suivit d'un balayage horizontale sans avoir besoin de tourner la pièce manuellement(difficulté à l'aligner). J'ai contacté Le technicien commercial de Trotec qui m'a déconseillé de débloquer cette fonctionnalité. Il m'a en revanche conseillé de travailler avec une vitesse 4 fois inferieur avec une puissance proportionnellement plus faible pour augmenter par 8 la qualité. Le problème rencontré est notamment dû au temps de changement de la puissance du laser.
J'ai aussi noté l'impossibilité d'employer le contour par écriture direct en raison des trajectoires par acoup créant des trou profond et détruit les connections aux alentours. D'après le technicien commercial, il s'agit d'un problème lié à la correction de puissance. Il faudrait la diminuer? Eventuellement à essayer sur l'or?
Il m'a précisé qu'il n'est pas souhaité d'appeler le technicien commercial soi même, c'est le rôle du Fabmanager.
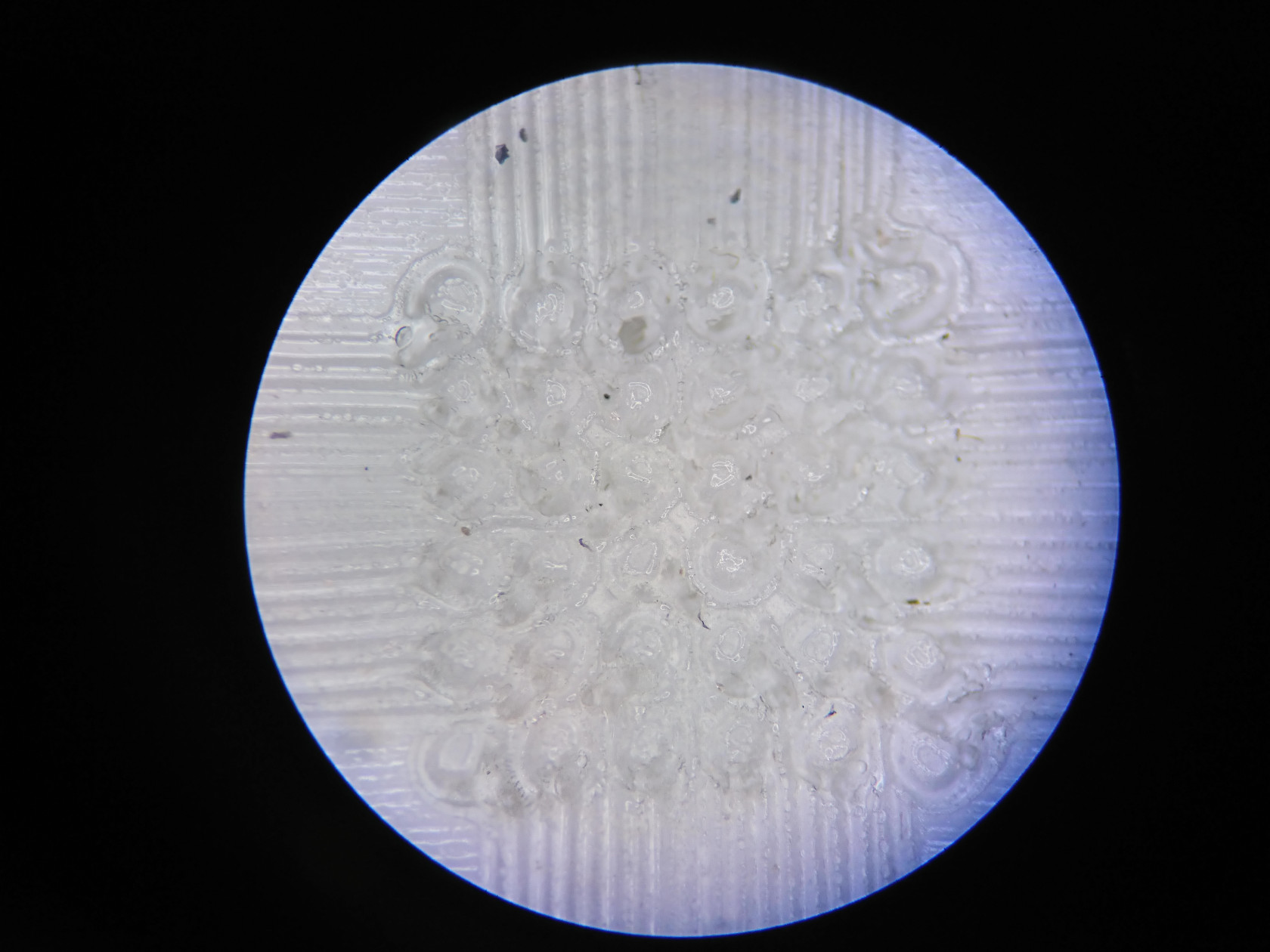

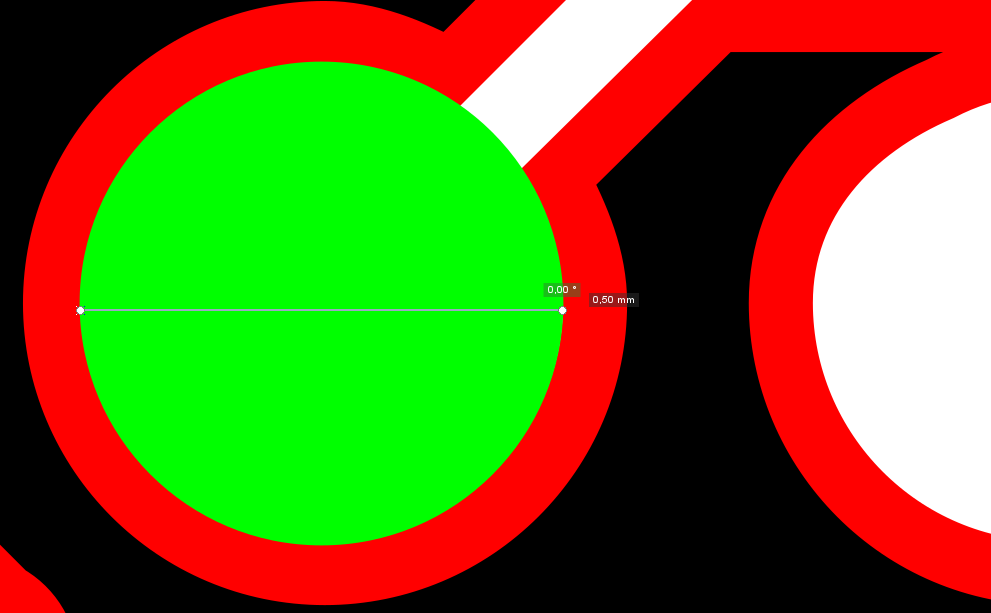
La speedy 360 et 100 possèdent un laser d'un laser d'une taille de point de 120µm et de longueure d'onde 10,6 µm (microonde). Il faut donc en tenir compte dans le design. j'ai donc retracer les contours sur inkscape pour tenir compte de la taille de point, avec en rouge le chemin du point de 120µm.
L'or présente une barrière d'activation avant la gravure, même si il semble exister une énergie intermédiaire pour seulement retirer en partie l'or d'une 100 aines de nanomètres, il est nécessaire d'utiliser une puissance beaucoup plus élevée, ce qui engendre des creux plus profond sur le PMMA.
Pour optimiser le processus en jouant sur la longueur d'onde il faut étudier l'absorbance du PMMA et de l'or qui sont tout deux assez mauvais. Ce qui explique bien ce phénomène.