Maquette TP Rob
Dans ce document vous pourrez trouver les références, test et modèles utilisés pour créer les maquette de TP de robotique (ici créés dans le but de faire un cours aux ROB3).
TEST
Découpe laser écart plan : -0.3 mm
- 0.2 mm -> les deux pièces ne se touchent pas
- 0.1 mm -> les deux pièces ne se touchent pas
- 0 mm -> les deux pièces ne se touchent pas
- -0.2 mm -> contacte mais toujours possible de bouger
- -0.4 mm -> ne peuvent pas entrer l'une dans l'autre
- -0.3 mm -> contacte
sérréserré entre les deux pièces
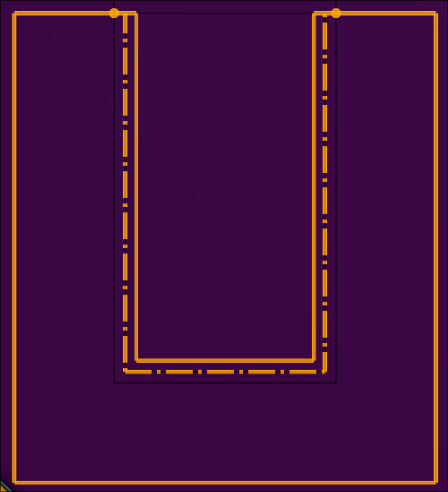
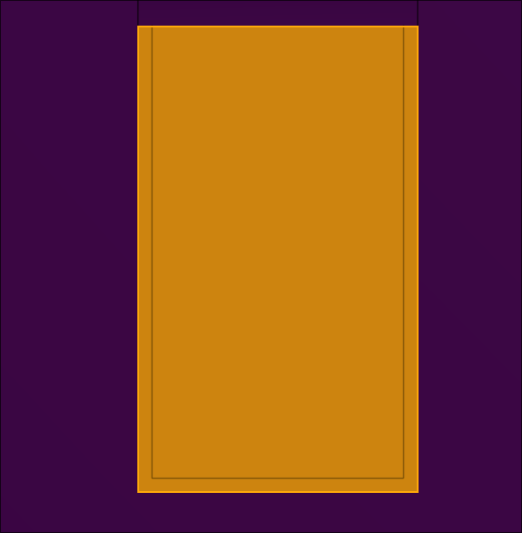
Voici les formes utilisés pour les tests :
Vous pouvez trouver les fichiers dans le git lié ici : https://github.com/MrBloue/Maquettes
Découpe laser écart perpendiculaire : -0.3 mm
- 0.2 mm -> les deux pièces ne se touchent pas horizontalement, mais perte d'espace verticalement
- -0.3 mm horizontal et 0 mm verticale -> contacte
sérréserré entre les deux pièces
Vous pouvez trouver les fichiers dans le git lié ici : https://github.com/MrBloue/Maquettes
Impression 3D prusa :
- 0.1 mm -> les deux pièces plastique
s'emboites’emboîte très difficilement et le contact avec le roulement ne se fait pas. - 0.2 mm -> les deux pièces plastique
s'emboites’emboîte très facilement, le contact plat dû au méplat ne permet pas le blocage et le contact avec le roulement ne fait pas . - 0.15 mm et 0 mm écart pour contact roulement -> les deux pièces plastique
s'emboites’emboîte très facilement, le contact plat dû au méplat ne permet pas le blocage et le contact avec le roulement ne fait pas . - 0.1 mm -> les deux pièces plastique
s'emboites’emboîte très facilement, le contact plat dû au méplat ne permet pas le blocage. Ici on remarque que la forme choisit ne convient pas au vu des dimensions impliquées.
La forme ainsi est donc abandonnée :
Nous obtonsoptons donc pour une forme plus carré et on a :
- 0.05 mm -> trop
sérréserré difficile/impossibled'emboiterd’emboîter les deux. - 0.15 mm ->
emboitementemboîtement faisable mais légèrement lâche. - 0.1 mm ->
emboitementemboîtementsérréserré sans difficulté d'encastrement.
De plus on a trouvé aussi qu'un écart de -0.1 mm avec un roulement.
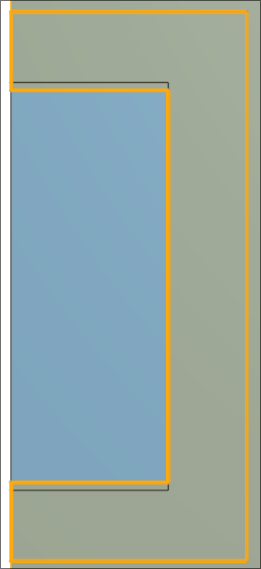
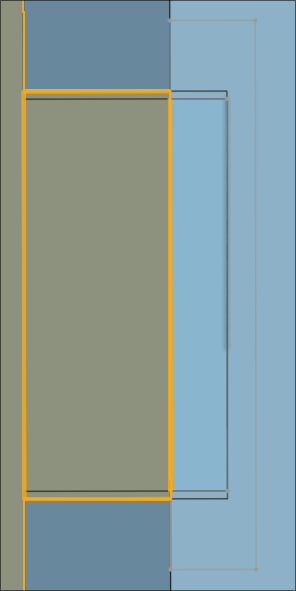
Pour ce faire nous avons utilisés la forme suivante :
Découpe laser écart bois/plastique :
Pour ce test nous utilisons une pièce d'impression 3D à valeur fixe, depuis cette pièce nous determineronsdéterminerons quelle tolérencerance utiliser pour emboiteremboîter le bois dessus.
- -0.3 mm -> trop
sérréserré - -0.1 mm ->
sérréserré maisemboitableemboîtable et déboitableboîtable
Découpe laser écart bois roulement :
Pour confirmer que les roulements seront maintenus dans le bois nous effectuons se test qui confirme ainsi l'encastrement des roulement dans le bois.
- 0.1 mm -> pas assez
sérréserré - 0.2 mm -> pas assez
sérréserré - 0 mm -> pas assez
sérréserré - -0.1mm ->
sérréserrésuffisamentsuffisamment pouremboitementemboîtement déboitementboîtement - -0.15 mm ->
sérréserré pour encastrement, préférable au 0.1
Tolérencerance pour les vis :
Pour le bois comme l'impression 3D on utilise la même valeur l'écart est d'd’emblée négatif en prévision du fait que l'on veut que le pas de vis se fasse dans la matière.
- -0.3 mm -> fonctionne mais arrive que les vis ne passe pas
- -0.2 mm -> fonctionne sans problème