Maéva DORMANT
Informations génégénérales :
- UE : MU4IN011, Processus d'innovation, M1 Management de l'innovation
- Intervenant : M. SIMON, Directeur du Fablab de Sorbonne
UniversitéUniversité ÉÉtudiante : maeva.dormant@etu.sorbonne-universite.fr
Notes de cours :
Cours n°n°1 : Introduction àà .openscad
1. DéDéfinition
OpenSCAD est un logiciel de modémodélisation 3D basébasé sur le texte qui permet de crécréer des modèmodèles 3D paraméparamétriques en utilisant du code. Il est utiliséutilisé pour la personnalisation de pièpièces, la conception d'objets d'impression 3D, la réréplication de pièpièces avec des variations et l'automatisation. C'est un outil utile dans l'ééducation pour enseigner la modémodélisation 3D, la programmation et la géomégéométrie.
2. PremièPremière approche du logiciel
d=5;
a=10;
H=50;
R=40;
N=10;
for (i=[1:1:N]) {
rotate([0,0,i*360/N]) translate([(R-a/2),0,H+a/2]) cube(a,center=true);
}
cylinder(h=H,r=R,center=true);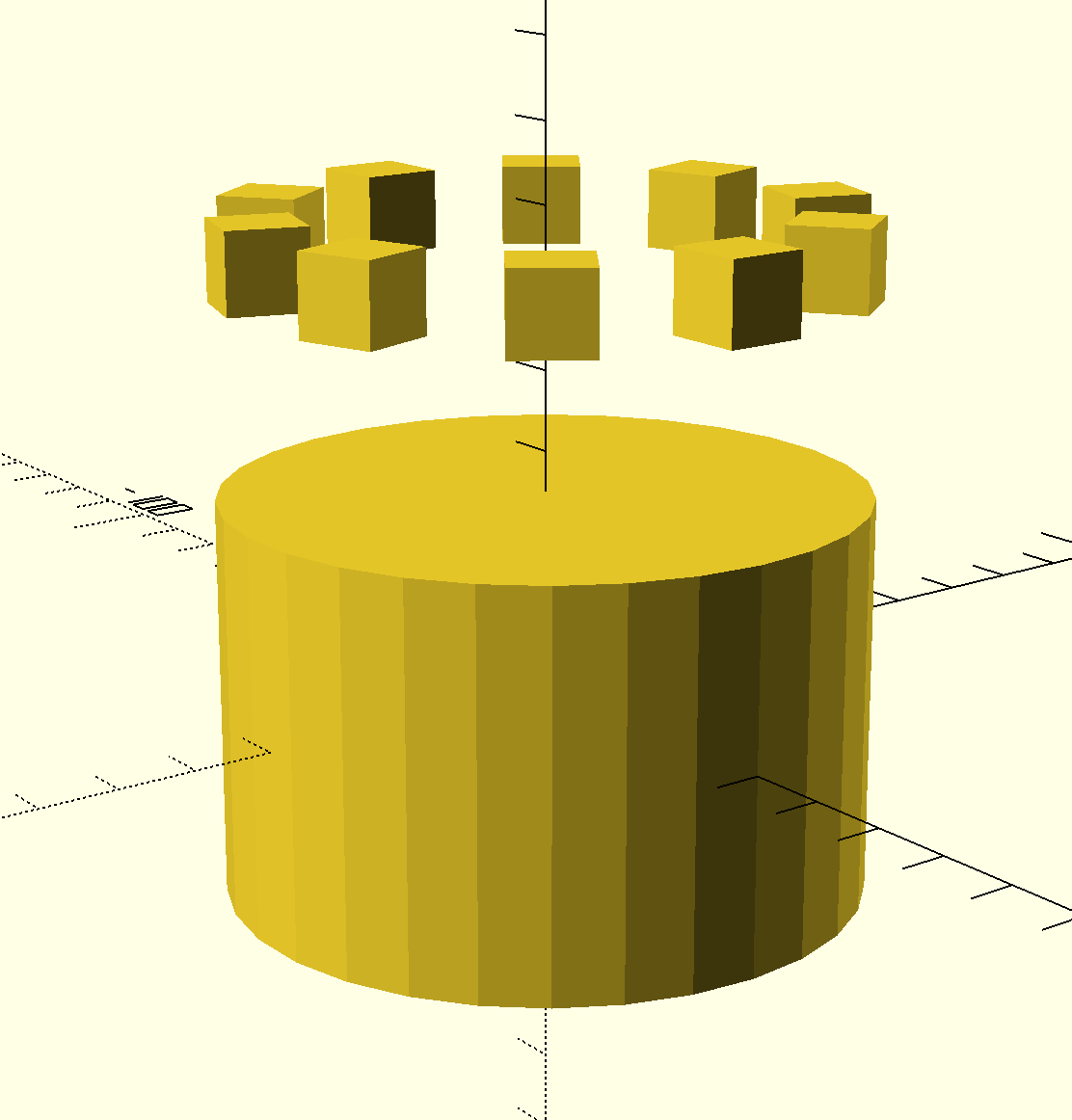
Cours n°n°2 : Polyvalence des filaments et techniques d'impressions
1. Introduction
Les imprimantes 3D offrent une polyvalence en matièmatière de choix de filaments et de techniques d'impression, permettant une vaste gamme de projets. Elles sont compatibles avec divers types de filaments. Chaque filament préprésente des propriétépropriétés spéspécifiques, offrant aux utilisateurs la flexibilitéflexibilité nénécessaire pour choisir le matématériau adaptéadapté àà leurs besoins.
En outre, les imprimantes 3D sont compatibles avec des techniques avancéavancées d'impression, telles que l'impression multi-matématériaux et multi-couleurs, l'impression en double extrusion, ainsi que l'impression avec des supports solubles. Ces fonctionnalitéfonctionnalités éélargissent considéconsidérablement les possibilitépossibilités de crécréation.
2. Exemples de filaments
PLA :
- CaractéCaractéristiques : BiodéBiodégradable, facile àà imprimer, idéidéal pour le prototypage rapide.
- Utilisations courantes : Projets non soumis àà des contraintes de chaleur importantes.
Fibres de carbone, de verre ou de mémétal :
- CaractéCaractéristiques : Filaments renforcérenforcés, offrent une rérésistance et une rigiditérigidité supésupérieures.
- Utilisations courantes : PièPièces structurelles, prototypes haute performance.
PVA :
- CaractéCaractéristiques : Soluble dans l'eau, utiliséutilisé comme support pour les impressions complexes.
- Utilisations courantes : Structures avec des surplombs, géomégéométries complexes.
Cours n°3 : Les micro-contrôleurs
1. Introduction
Les micro-contrôleurs Arduino sont de petits ordinateurs sur une puce, conçus pour rendre la programmation et le prototypage électronique accessibles à tous. Que l'on soit débutant ou confirmé, ils offrent un moyen puissant et abordable de donner vie à aux idées.
2. Utilisation simplifiée
Pour les utiliser, il suffit de connecter l'Arduino à un ordinateur, d'écrire un code simple dans l'environnement de développement Arduino, puis de téléverser ce code sur le microcontrôleur. Le programme peut contrôler des lumières, des moteurs, des capteurs, etc.
3. Langage accessible
Le langage de programmation Arduino est basé sur C/C++, mais simplifié pour faciliter l'apprentissage. De nombreux exemples de code sont disponibles en ligne, ce qui facilite la création de projets amusants, éducatifs ou même pratiques.
Exercices :
Exercices donnédonnés lors du cours n°n°1 : RéRéalisation de l'objet de notre choix
1. RéRéaliser un objet 3D sur .openscad utilisant la diffédifférence ou l'addition.
Mon choix s'est portéporté sur la réréalisation d'un bonhomme de neige. J'utilise la diffédifférence pour crécréer des sphèsphères creuses.
ÉÉtape 1 : Code (Openscad)
$vpt=[4,2.5,38];
$vpr=[83,0,29];
$vpd=250;
// Boules
difference(){
translate([0,0,10])
color("#FFFFFF") sphere(20);
translate([-30,-30,-10])
color("#FFFFFF") cube([100,100,10]);
color("#FFFFFF") sphere(13);
}
difference(){
translate([0,0,40])
color("#FFFFFF") sphere(15);
translate([-30,-30,-10])
color("#FFFFFF") cube([100,100,10]);
color("#FFFFFF") sphere(13);
}
difference(){
translate([0,0,60])
color("#FFFFFF") sphere(10);
translate([-30,-30,-10])
color("#FFFFFF") cube([100,100,10]);
color("#FFFFFF") sphere(10);
}
// Bras
translate([-30,0,45])
rotate([0,100,0])
color("#582900") cylinder(20,2,2);
translate([10,0,42])
rotate([0,80,0])
color("#582900") cylinder(20,2,2);
// Nez
translate([0,-10,60])
rotate([90,0,0])
color("#ff8000") cylinder(5,2,1);
// Chapeau
translate([0,0,65])
color("#000000") cylinder(2,12.5,12.5);
translate([0,0,65])
color("#000000") cylinder(15,8,8);

ÉÉtape 2 :DéDéfinition desparamèparamètres d'impression (IdeaMaker)
Pour imprimer en 1 heure(s) 57 min 18 sec, un objet de 50.000 x 32.936 x 66.235 :
- Type de filament : PLA 1,75 mm
- Couche : Hauteur de couche - 0,2500 mm / Coques - 1,0
- Remplissage :
DensitéDensité - 25% / Motif : Cubique - Aide
àà l'adhéadhérence : Radeau uniquement
ÉÉtape 3 : Impression (Raise3D)
Il suffit de lancer l'impression en respectant les paramèparamètres d'impression.
2. RéRéaliser un objet 3D sur .openscad. Il doit êêtre uniquement réréalisable via l'impression 3D.
Mon choix s'est portéporté sur la réréalisation d'un chat assis.
ÉÉtape 1 : Code (Openscad)
$fn=30;
// TÊTÊTE
difference(){
color("#E5E4E2") hull(){
translate([0,0,15])
scale([1,0.75,1])
sphere(7);
}
}
// OREILLES
module oreilles(){
hull(){
translate([2,0,0])
sphere(1);
translate([-2,0,0])
sphere(1);
translate([0,2,0])
sphere(1);
}}
translate([5,0,20])
rotate([-90,100,0])
color("#808080") oreilles();
translate([-5,0,20])
rotate([-90,-100,0])
color("#808080") oreilles();
// CORPS
translate([0,1,1])
scale([1.8,1.5,1])
color("#E5E4E2") sphere(3);
translate([0,1,2])
rotate([4,0,0])
color("#808080") cylinder(7.5,4,1.5);
// QUEUE
module queue(){
hull(){
translate([0,.5,13])
sphere(0.5);
translate([0,4,18])
sphere(1);
}
}
translate([0,4,-12])
color("#E5E4E2") queue();
// BRAS
translate([-6,0,4.5])
rotate([0,75,0])
color("#808080") cylinder(5,1,1.5);
translate([6,0,4.5])
rotate([0,-75,0])
color("#808080") cylinder(5,1,1.5);
// MAINS
module mains(){
scale([2,2,1])
sphere(.8);
translate([0,-2,0])
scale([1,3,1])
sphere(.6);
translate([-1,-2,0])
rotate([0,0,-20])
scale([1,3,1])
sphere(.6);
translate([1.2,-1.5,0])
rotate([0,0,20])
scale([1,3,1])
sphere(.6);
translate([-2,-.5,0])
rotate([0,0,-60])
scale([1,3,1])
sphere(.6);
}
translate([5.6,0,5 ])
rotate([-90,0,80])
color("#E5E4E2") mains();
translate([-5.6,0,5 ])
rotate([-90,0,80])
color("#E5E4E2") mains();
// JAMBES
translate([-3,1,1])
rotate([-90,0,135])
color("#808080") cylinder(12,2,1.5);
translate([3,1,1])
rotate([-90,0,-135])
color("#808080") cylinder(12,2,1.5);
// PIEDS
module pieds() {
difference(){
scale([1,2,1])
sphere(2);
translate([-2,-10,-2])
cube([5,20,2]);
}
translate([0,-3,.80])
sphere(.8);
translate([-1,-3,.75])
sphere(.75);
translate([1,-3,.75])
sphere(.75);
}
translate([-11.5,-8,3])
rotate([-90,15,-50])
color("#E5E4E2") pieds();
translate([11.5,-8,3])
rotate([-90,-15,50])
color("#E5E4E2") pieds();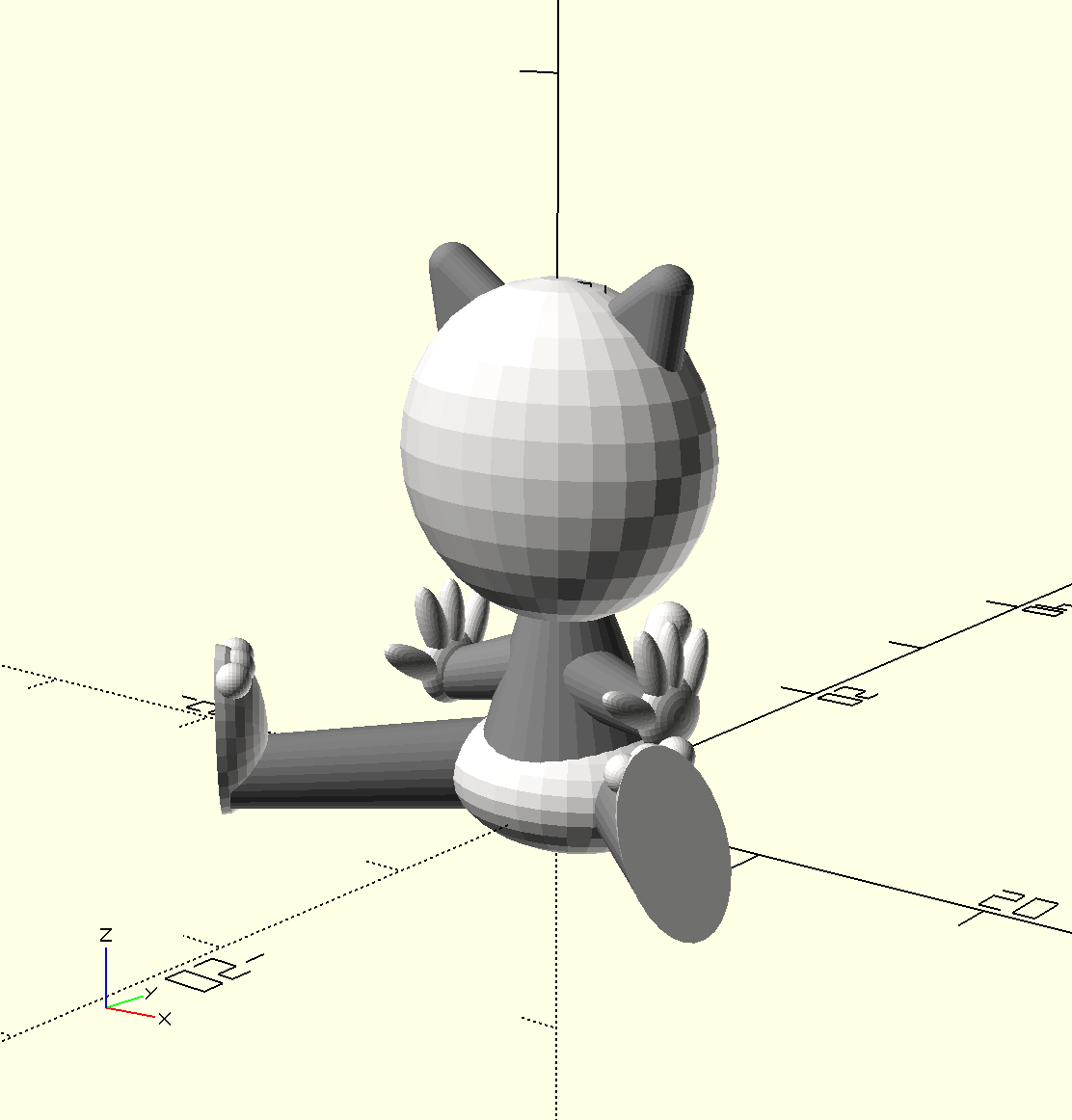
ÉÉtape 2 :DéDéfinition desparamèparamètres d'impression (IdeaMaker)
Pour imprimer en 1 heure(s) 16 min 32 sec, un objet de 50.000 x 36.166 x 48.339 :
- Type de filament : PLA 1,75 mm
- Couche : Hauteur de couche - 0,2500 mm / Coques - 1,0
- Remplissage :
DensitéDensité - 25% / Motif : Cubique - Aide
àà l'adhéadhérence : Radeau uniquement
ÉÉtape 3 : Impression (Raise3D)
Il suffit de lancer l'impression en respectant les paramèparamètres d'impression.
Exercice donnédonné lors du cours n°n°2 : Ajout de complexitécomplexité
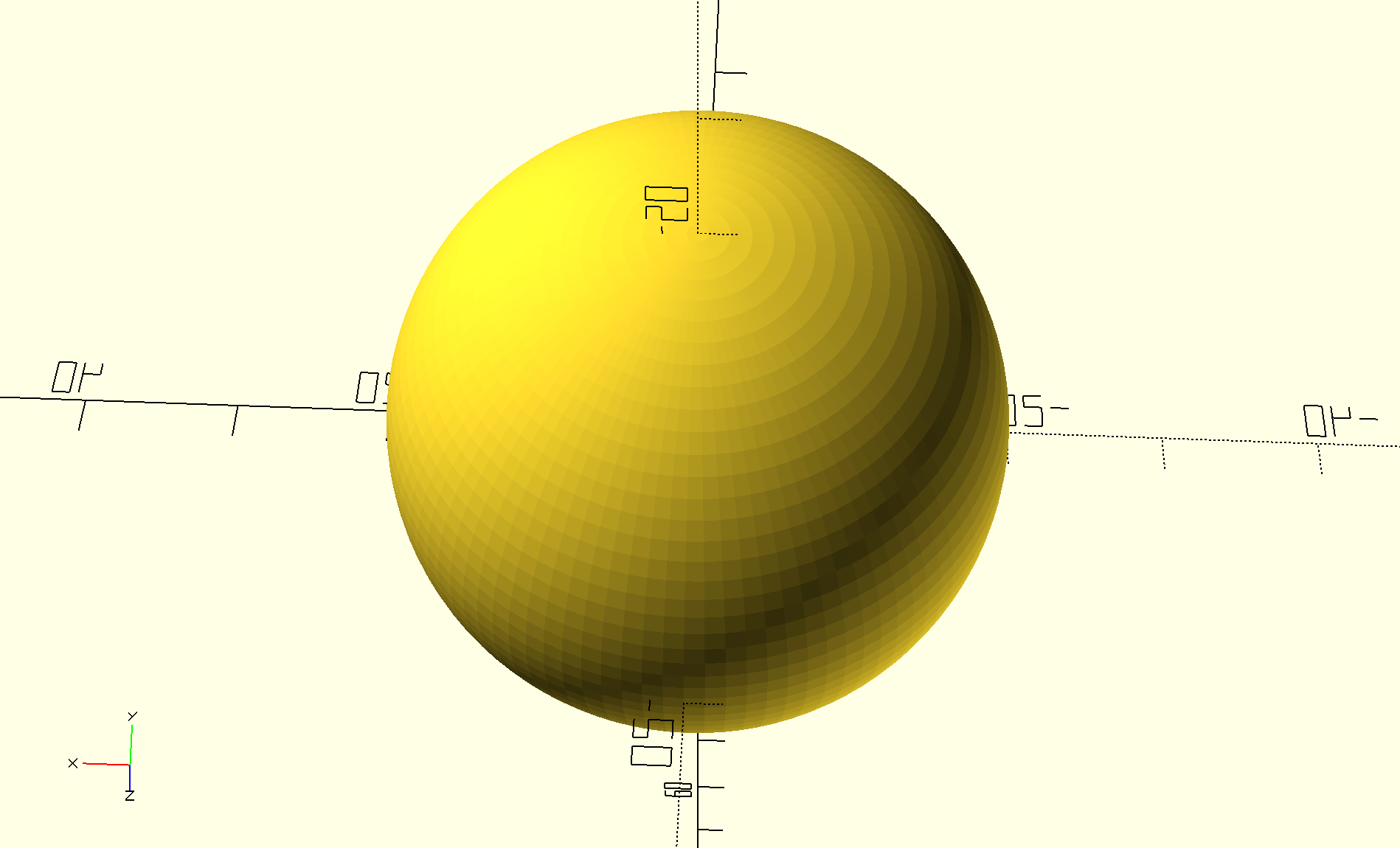
1. RéRéaliser un objet plus complexe. Par exemple, mettre un objet solide dans une impression 3D ou réréaliser une impression bi-colore.
Mon choix s'est portéporté sur la réréalisation d'une sphèsphère creuse.
ÉÉtape 1 : Code (Openscad)
$fn = 100; // Nombre de faces pour l-approximation de la sphèsphère
$r_ext = 20; // Rayon externe de la sphèsphère
$r_int = 15; // Rayon interne de la sphèsphère creuse
difference() {
sphere($r_ext);
translate([0, 0, 0])
sphere($r_int);
}
ÉÉtape 2 :DéDéfinition desparamèparamètres d'impression (IdeaMaker)
Pour imprimer en 2 heure(s) 38 min 33 sec, un objet de 60.000 x 60.000 x 60.000 :
- Type de filament : PLA 1,75 mm (transparent)
- Couche : Hauteur de couche - 0,500 mm / Coques - 1,0
- Remplissage :
DensitéDensité - 10% / Motif : Cubique - Aide
àà l'adhéadhérence : Radeau uniquement
⚠️ Lors de la dédéfinition de l'ééchelle, il faut veiller àà ce que la sphèsphère soit plus grande que l'objet àà inséinsérer.
ÉÉtape 3 : Impression (Raise3D)
Lors de l'impression, stopper l'impression àà mi-hauteur (approximativement la moitiémoitié du temps d'impression) et inséinsérer l'objet àà l'intéintérieur de la sphèsphère.
2. RéRéaliser un post-traitement sur l'objet précéprécédent : https://www.youtube.com/watch?v=Jv-CbnB8Uz4&t=83s
RéRéunir lematématériel :PièPièceimpriméimprimée avec du filament ABS -BoîBoîte de conserve -AcéAcétone- Verser de l'
acéacétone dans lerérécipient et le faire chauffer. - Plonger la
pièpièce dans laboîboîte et refermer.