Les différentes technologies d'impression 3D
L'impression 3D, ou fabrication additive, consiste à produire un objet tridimensionnel à partir d'un modèle 3D, à l'aide d'une machine à commande numérique et d'un matériau de base.
Les procédés, machines et matières sont nombreux. On va principalement parler ici de deux procédés parce qu'ils reposent sur des technologies accessibles au grand public et que vous pourrez les expérimenter au fablab. Il s'agît du procédé d'impression par extrusion de matériel et de celui de photopolymérisation en cuve.
Toutes ces techniques ont en commun qu'elles nécessitent en premier lieu un modèle en 3D (typiquement au format .stl) qui est ensuite importé dans un logiciel afin de générer les instructions à donner à la machine, selon les caractéristiques d'impression qu'on souhaite obtenir et divers paramètres machine liés au matériau. Ces instructions peuvent être sous un format texte, comme le format .gcode qui explicite les chemins que l'outil doit parcourir et d'autres paramètres comme les températures et vitesses d'écoulement, mais elles peuvent aussi contenir des images, comme pour l'impression résine DLP dont nous parlerons plus bas.

Les familles de technologies de fabrication additive. Source : https://www.hubs.com/get/am-technologies/
Extrusion de matériau
La grande technologie par extrusion de matériau est appelée FDM, pour Fused Deposition Modelling, autrement dit dépôt de filament fondu.
Le principe de fabrication est le suivant : une fois les instructions générées grâce au slicer et généralement exportées au format .gcode, l'objet est créé à partir de filament de matière disponible sous forme de bobine. Une tête d'extrusion s'assure ensuite de pousser le filament dans un élément chauffant pour le faire fondre. Le filament fondu passe enfin à travers une buse qui se déplace au-dessus du plateau pour déposer le filament fondu couche par couche, tandis que le filament fondu se solidifie en refroidissant.
Cela impose des limitations techniques, car le filament ne peut être déposé dans le vide. Pour pallier à cela, on a très souvent recours à des supports : ce sont des parties qui vont être imprimées en même temps que le corps de l'objet lui-même, mais conçue de façon à être facile à retirer une fois l'impression terminée.
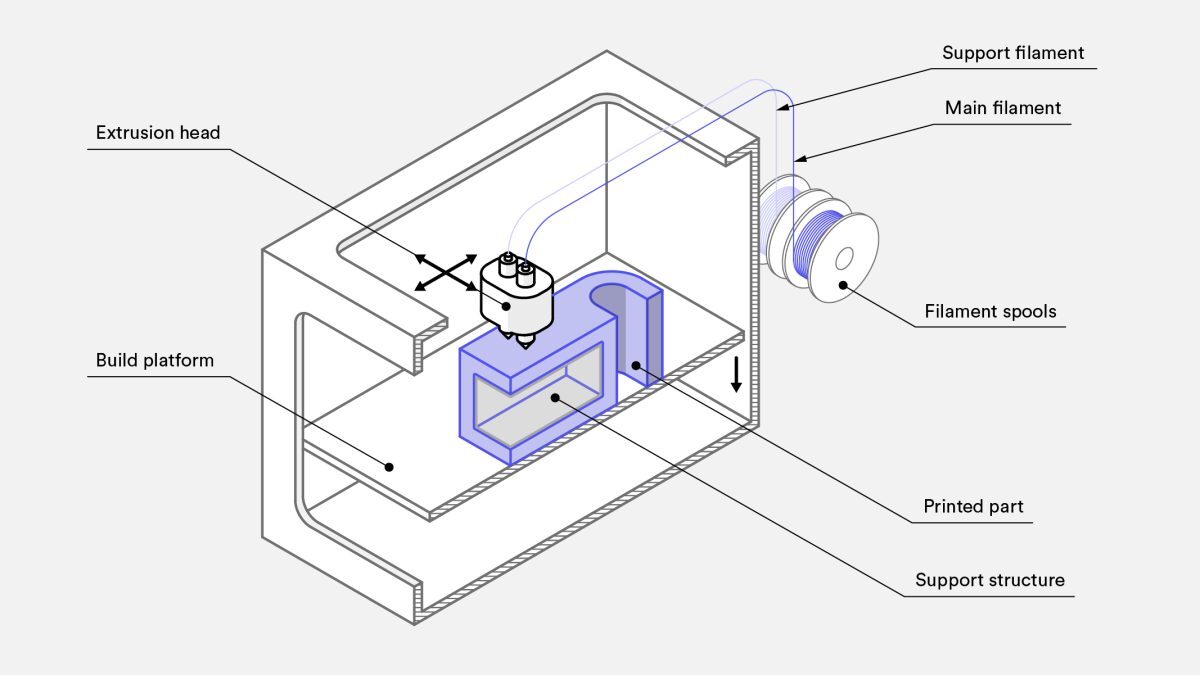
Schéma d'un type de machine d'impression FDM qu'on trouve couramment. Les Raise 3D Pro2 du Fablab suivent ce principe général.
Plusieurs variantes existent sur ce principe, notamment au niveau du système d'extrusion.
Systèmes d'extrusion
Extrusion directe
Les machines dites à extrusion directe (direct extrusion) rassemblent dans une même pièce la partie qui attrape et pousse le filament solide (un moteur pas à pas) et l'élément chauffant qui le fait fondre . Une conséquence est que cette partie mobile - qui est donc celle qui dépose le filament fondu sur le plateau - est alourdie et donc ralentie par la présence du moteur. Mais cela peut présenter d'autres avantages comme un meilleur écoulement pour certains types de filament, en particulier flexibles.
Extrusion bowden
Les machines à extrusion bowden (ou "à moteur déporté") ont un moteur d'extrusion fixe sur le châssis : ainsi, une fois agrippé et tiré de la bobine, le filament passe dans un tube flexible qui l'achemine jusqu'à la partie mobile, où il est fondu par l'élément chauffant et déposé à travers la buse. La partie mobile est donc plus légère et le temps d'impression s'en retrouve diminué. Mais ce mécanisme peut être moins performant, notamment pour des filaments souples.
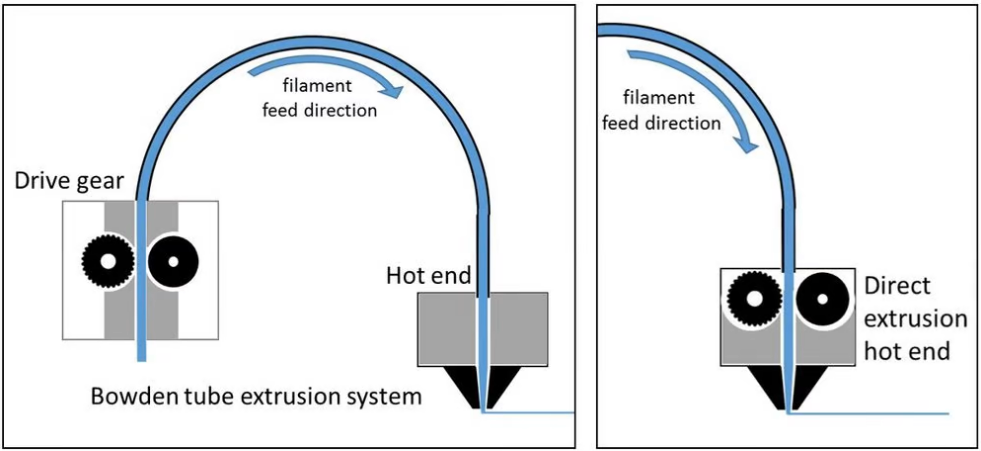
Schéma montrant la différence entre un système à extrustion directe et un système à extrusion bowden. Source : forefrontfilament.co.uk via all3DP
Double extrusion
Par ailleurs, certaines machines permettent d'extruder deux filaments différents au cours d'une même impression sans changer de bobine en cours de route, grâce à la présence de deux systèmes "extrusion + élément chauffant + buse". Cela offre notamment la possibilité d'imprimer les supports d'impression avec un filament différent de celui utilisé pour l'objet final, par exemple avec du filament soluble dans l'eau comme le PVA. C'est le cas des Raise 3D Pro2 que nous avons au Fablab. Attention néanmoins, cet usage est occasionnel au Fablab et nécessite donc une recalibration des deux buses avant toute impression. Rapprochez-vous d'un.e fabmanager si cette possibilité vous intéresse !
Pour tout savoir sur les extrudeurs, un peu de lecture sur --> all3DP<--
Mouvement
Plusieurs types de systèmes peuvent permettre d'assurer les mouvements des pièces (tête d'impression et plateau). Ainsi, si la majorité des imprimantes gèrent les déplacements à partir des coordonnées cartésiennes x,y,z, d'autres le font avec les coordonnées polaires.
Par ailleurs, dans le paradigme cartésien, on trouve encore beaucoup de variantes : les systèmes rectilignes sont les plus communs, puis viennent ensuite les systèmes delta, et encore bien plus rare les systèmes SCARA.

imprimante TRILAB DeltiQ, système delta (source : filament2print)
Et naturellement il y a encore des nuances dans les systèmes rectilignes, entre les XZ-Head, XY-Head ou encore Crossed.
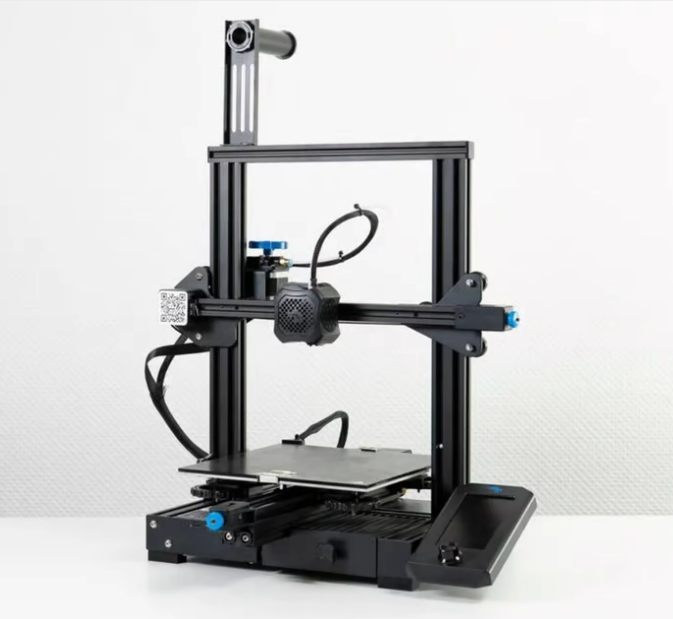
à gauche : imprimante Ender 3 V2, système XZ-Head (source : all3DP)
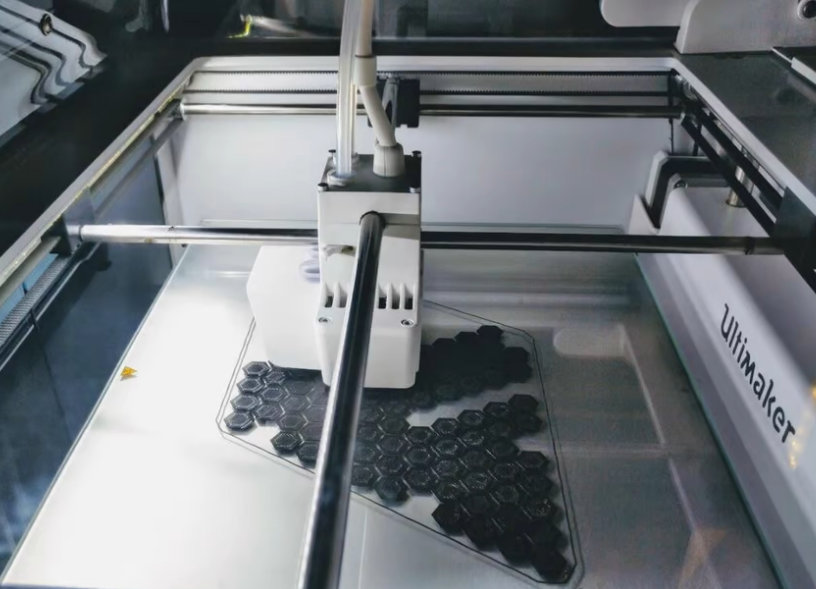
à droite : imprimante Ultimaker S5, système crossed (source : nt3kk via Reddit)
Et encore bien d'autres variantes !
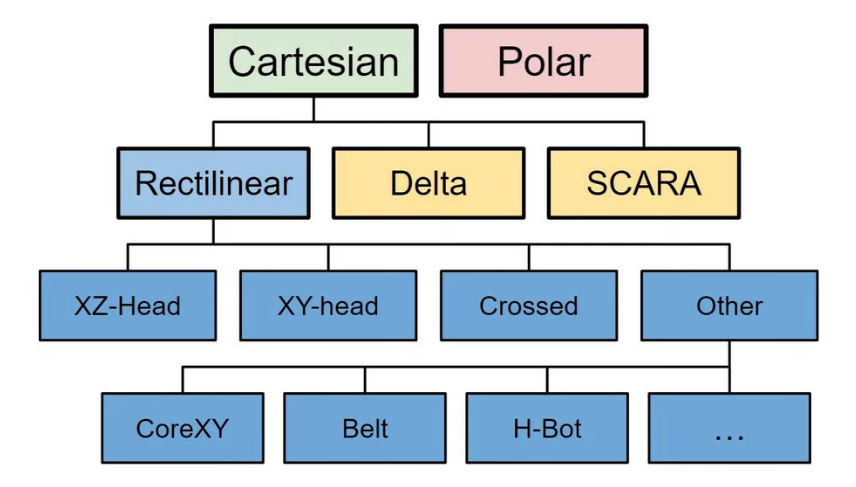
Une classification des systèmes selon les coordonnées et le fonctionnement mécanique (Source : all3DP)
On ne va pas rentrer dans les détails alors voici encore un peu de lecture ici et là.
Les paramètres à prendre en compte
Lorsque vous allez vous-même imprimer des pièces avec une imprimante FDM, il vous faudra décider d'un certain nombre de paramètres :
Le diamètre du filament
Il existe deux diamètres standards, 1.75mm et 2.85mm. Référez-vous à la documentation de l'imprimante pour connaître le diamètre qui conviendra;
Le diamètre de la buse
La buse (nozzle) est l'élément par lequel passe le filament fondu avant d'être déposé sur le plateau. Elle influe donc sur la largeur de la couche déposée. Le diamètre standard des buses est de 0,4mm. En changeant la buse pour une buse avec un diamètre plus petit, on peut potentiellement obtenir des impressions avec une meilleure résolution et par exemple des coins moins arrondis, tandis qu'avec des buses plus larges on peut réduire drastiquement le temps d'impression.
La matière de la buse
Pour les usages et filaments standards on utilise des buses en laiton, mais parfois il leur est préféré des buses dans d'autres matières comme l'acier inoxydable ou durci.
Au Fablab, on utilise des buses en laiton de diamètre 0,4mm, et le filament requis pour les Raise 3D Pro 2 doit être de diamètre 1,75mm. En revanche vous pouvez modifier les paramètres suivants :
La hauteur de couche
C'est elle qui détermine la résolution de votre objet pour une imprimante et une buse donnée. Plus petite sera la hauteur de couche, plus les détails de l'objet seront reproduis finement. Typiquement, on définit la hauteur de couche autour de 0,2mm à 0,3mm. Vous pouvez descendre à 0,1mm si vous avez besoin d'une très bonne définition et monter jusqu'à 0,4mm si la définition n'a pas d'importance. Naturellement, plus l'épaisseur de couche est faible, plus longue est l'impression.
Le taux de remplissage (infill)
Un objet imprimé avec la technologie FDM n'est pas plein en son centre : cela prendrait énormément de temps à imprimer. Il est en fait constitué d'une coque externe et d'une ou plusieurs coques internes, et d'un maillage plus ou moins dense. C'est à la densité de ce maillage que renvoie la notion de taux de remplissage.
Quel taux de remplissage choisir ? Cela dépend de la solidité et de la densité que l'on cherche à obtenir. Un objet décoratif peut être imprimé à 15% alors qu'on pourra aller jusqu'à 40-50% pour une pièce soumise à des contraintes mécaniques plus importantes. Bien sûr, plus le remplissage est important, plus la durée de l'impression et la quantité de matière augmentent. Pour les filaments flexibles, le remplissage influe aussi sur la flexibilité de la pièce.
Le motif de remplissage
On choisit généralement un motif de remplissage rectiligne - un simple quadrillage. Mais selon les besoins, typiquement pour des questions mécaniques, il est possible de se tourner vers d'autres motifs de remplissages : hexagonal, gyroïde, concentrique...
La température de fonte
Lorem
La température du plateau
Lorem
La vitesse d'écoulement
Lorem
La vitesse de rétractation
Lorem