Essais du four : frittage de pièces cubiques en Zircone
Pour nos premiers essais du four, nous disposons de quatre pièces cubiques (marquées sur les faces X, Y, Z) imprimées en 3D avec du filament Zetamix Zircone blanc. Deux de ces pièces ont été réalisées avec l'imprimante à filament Raise 3D de notre espace de prototypage, tandis que les deux autres sont des échantillons fournis par le fabricant de filament en Zircone.
|
|
|
|
|
|
|
|
|
Pièce cubique 1 (marqué sur les faces X, Y et Z) |
Pièce cubique 2 (marqué sur les faces X et Y) |
|




Pièces cubiques en Zircone imprimées au Fablab avec l’imprimante filament Raise 3D
 Pièces cubiques 3 (droite) et 4 (gauche) en Zircone imprimées par le fabricant de filament Zetamix Nanoe
Pièces cubiques 3 (droite) et 4 (gauche) en Zircone imprimées par le fabricant de filament Zetamix Nanoe
Après impression, nous obtenons des pièces dites "vertes" (green parts), qui sont un mélange de poudre céramique (particules d'oxyde de zirconium) et d'un système liant (polymère). À ce stade, deux étapes supplémentaires sont nécessaire : le déliantage et le frittage. Ces post-traitements permettent d'obtenir des pièces finales denses et composées uniquement de céramique.
La première étape de ce processus est le déliantage, qui à pour but d'éliminer le liant de la pièce. Comme le système liant est généralement composé de plusieurs polymères, cette opération se déroule en plusieurs étapes : le déliantage chimique et le déliantage thermique. Le déliantage chimique dissout le premier composant (soluble binder), tandis que le déliantage thermique brûle le second composant en l'exposant à des températures supérieures à sa température de dégradation (backbone).
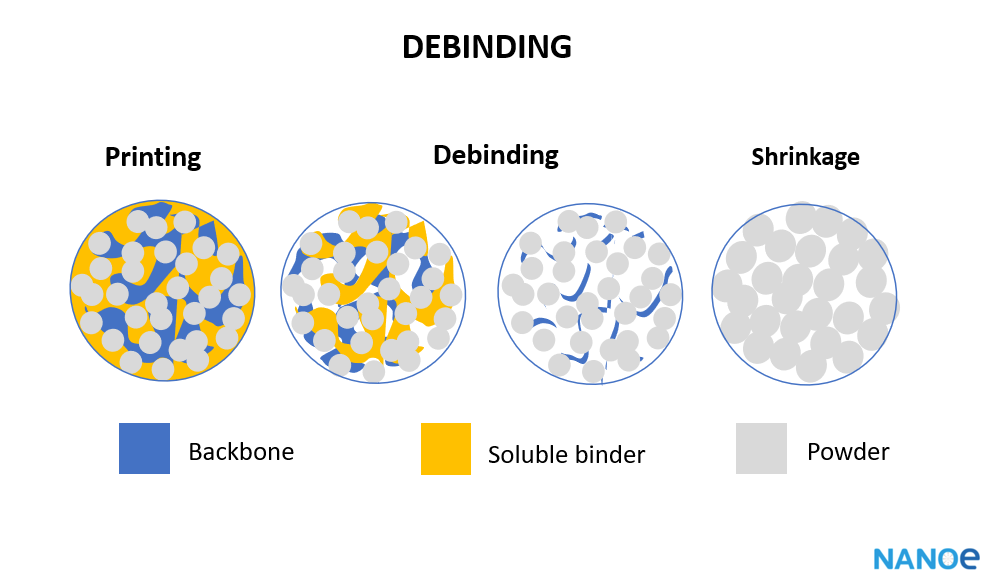
Schéma de la et frittage des pièces en céramique
A-Déliantage
1- Déliantage chimique
Pour réaliser le déliantage chimique de nos pièces cubiques en zircone, nous avons utilisé les équipements suivants :
- Un bain à ultrasons avec option de chauffage
- De l’acétone
- Une balance de précision
- Des pièces cubiques en zircone imprimées en 3D
Mode opératoire :
Tout d'abord, la pièce est pesée à l'aide d'une balance de précision. Ensuite, elle est immergée dans un bain d'acétone chauffé à 40°C (en utilisant uniquement l'option chauffage et non les ultrasons). Le chauffage permet ici d’accélérer le déliantage. Il s'agit d'une étape importante car, si elle est mal réalisée, elle peut provoquer des fissures (phénomène de délaminage). Pour éviter cela, le fabricant de filament recommande de laisser la pièce dans le bain d'acétone aussi longtemps que possible. La durée de trempage de la pièce dans le bain d'acétone dépend de son épaisseur. Le fabricant indique qu'il faut immerger la pièce pendant 4 heures par millimètre d'épaisseur de paroi pleine. Ainsi, pour une pièce de 20 mm d'épaisseur, la durée d'immersion dans l'acétone est de 80 heures pour éliminer presque totalement le liant.
|
Pièce cubique en Zircone |
Volume du cube (avant déliantage) |
Volume du cube (après déliantage chimique) |
|
Masse initiale en g (post-impression) |
Masse finale en g (après déliantage chimique) |
Masse perdue après déliantage chimique (Mi-Mf) |
Perte de masse en % |
|
Pièce cubique 1 |
493.7 cm3 |
|
|
9.9936 |
9.1783 |
0.8153 |
8.2% |
|
Pièce cubique 2 |
649.1 cm3 |
626.7 cm3 |
22.40 cm3 |
13.1396 |
12.3107 |
0.8289 |
|
|
Pièce cubique 3 |
802.7 cm3 |
786.4 cm3 |
16.3 cm3 |
18.5592 |
17.3486 |
1.2106 |
7.8% |
|
Pièce 4 (marqué au crayon) |
821.4 cm3 |
|
|
19.9485 |
|
|
|
Déliantage thermique et frittage
|
Pièce cubique en Zircone |
Volume du cube (après déliantage thermique et frittage) |
Masse finale en g (après déliantage thermique et frittage) | |
|
Pièce cubique 1 |
|
||
|
Pièce cubique 2 |
327 cm3 |
322.1 cm3 |
|
|
Pièce cubique 3 |
|||
|
Pièce 4 (marqué au crayon) |