Essais du four : frittage de pièces cubiques en Zircone
1. Contexte et objectifs
Dans le cadre des premiers essais réalisés avec le four tubulaire (Nanoe), une série d’échantillons a été produite par impression 3D, puis soumise aux processus de déliantage et de frittage. L’objectif principal de ces essais était d’évaluer la qualité du frittage de pièces en céramique, en se concentrant notamment sur la densité et la rétraction des pièces finales.
2. Procédure d’impression des échantillons
Pour fabriquer les échantillons, nous avons utilisé un filament commercial de zircone YSZ (zirconium stabilisé à l’yttrium) de la marque Zétamix (Nanoe). Ce filament, d’un diamètre de 1,75 mm, est composé à parts égales de poudre YSZ et de liantliant. (voir Diapositive 1 (zetamix.fr)) .1) Le modèle utilisé pour la fabrication des échantillons a également été fourni par Zétamix, et se présente sous forme de cubes avec des marquages X, Y, Z sur les faces.
Quatre échantillons ont été imprimés, dont deux n’ont pas été entièrement terminés. En effet, comme aucune application spécifique est attendu dans ce contexte, la géométrie des échantillons n’a pas d’importance. Les échantillons ont été fabriqués à l’aide d’une imprimante 3D à dépôt de filament fondu (Raise 3D Pro) équipée d’une buse de 0,4 mm de diamètre. Une image optique des pièces imprimées, ainsi que les paramètres d’impression utilisés, sont présentés respectivement dans la figure 1 et 2.
|
|
|
|
|
|
|
|
||
|
Échantillon 1 |
Échantillon 2 |
Échantillon 3 (droite) et 4 (gauche) |
|






Figure 1 : Image optique des quatre échantillons après impression
|
|
- Nozzle diameter : 0.4 mm - Layer height : 0.2 mm - Infill pattern : à chercher - Infill density : à chercher - Infill overlap : à chercher - Nozzle temperature : 180°C - Speed : 10 mm.s-1 - Heat bed temperature : 40°C
|
Figure 2 : Image numérique du modèle de l’échantillon (a) avec les paramètres d’impression (b).
Après impression, les échantillons ont été laissés à l’air libre pour un séchage initial avant d’être préparés pour les étapes suivantes. A ce stade, les échantillons sont appelés « corps verts », un mélange de poudre céramique YSZ et de liants organiques (polymères). Pour obtenir les pièces finales, deux étapes supplémentaires sont nécessaire : le déliantage et le frittage. Ces post-traitements sont cruciaux pour obtenir des pièces finales denses et composées uniquement de céramique.
La première étape, le déliantage, est particulièrement critique car c'est là que les premières porosités apparaissent dans la pièce. Cette étape permet d’éliminer le liant est éliminé de la structure et se divise en deux phases : le déliantage chimique et thermique. Le déliantage chimique dissout le premier composant (soluble binder) tandis que le déliantage thermique élimine le deuxième composant, appelé "backbone", en le chauffant au-delà de sa température de dégradation, comme illustré dans la figure 3.
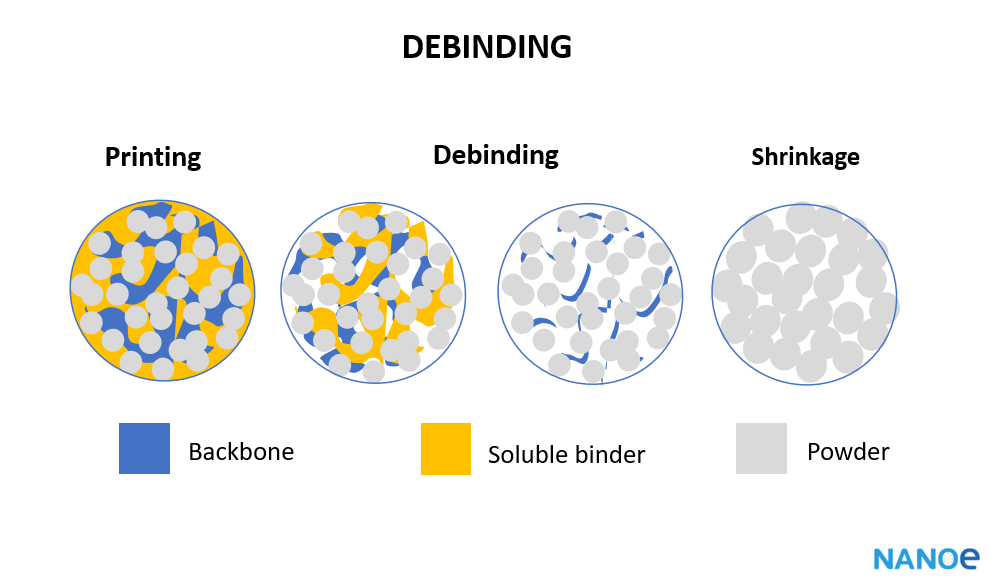 Figure 3 : Schéma de la composition des échantillons pendant le processus de déliantage (chimique et thermique
Figure 3 : Schéma de la composition des échantillons pendant le processus de déliantage (chimique et thermique
3. Déliantage
3.1 Déliantage chimique
Le déliantage chimique des échantillons, a été réalisé en utilisant les équipements suivants : un bain à ultrasons avec option de chauffage (Nanoe), de l’acétone (WVR Chemicals, pureté 99,8 %), une balance de précision (Mettler) et les corps verts imprimés en 3D.
Chaque échantillon a été pesée à l’aide d’une balance avant d’être immergé dans un bain d’acétone chauffé à 40°C. Le chauffage accélère le processus déliantage, une étape cruciale pour éviter les fissures (phénomène de délaminage). Le fabricant recommande donc une immersion prolongée des pièces dans le bain d’acétone pour minimiser ce risque, avec une durée de trempage de 4h par millimètre d'épaisseur de paroi pleine, et une perte de 5% sa masse à la fin de ce processus.
| Échantillons | Échantillon 1 |
Échantillon 2 |
Échantillon 3 |
Échantillon 4 (marqué au crayon à papier) |
| Vinitiale (post-impression) | 4,937 cm3 |
6,491 cm3 |
8,027 cm3 | 8,214 cm3 |
| Vfinal (après déliantage chimique) | N/A |
6,267 cm3 | 7,864 cm3 | 7.959 cm3 |
| Delta V (Vinitiale - Vfinal) |
N/A |
0,224 cm3 | 0,163 cm3 | 0.255 cm3 |
| Perte de volume en % |
N/A |
3.5 % |
2.03 % |
3.1 % |
| minitiale (avant déliantage) |
9.9936 g |
13.1396 g |
18.5592 g | 19.9485 g |
| mfinale (aprés déliantage chimique) |
9.1783 g |
12.3107 g |
17.3486 g |
18.3885 g |
| Delta m (minitiale - mfinale) |
0.8153 | 0.8289 | 1.2106 | 1.56 |
| Perte de masse en % |
8.2 % | 6.3 % |
6.5 % | 7.8 % |
3.2 Déliantage thermique (pré-frittage)
LaCette secondeopération a étapeté du déliantage s’est faitréalisé dans le four tubulaire.tubulaire LaZetasinter (Nanoe). Les pièces ont été déposé sur le creuset (prévoir éventuellement une poudre réfractaire pour soutenir l’échantillon lors du pré-frittage).creuset. Ce processus a été réalisé dans le four avec la programmation suivante (recommander par le fabricant pour de petites pièces):programme
--- Maintien à 500°C : pendant 2 heure pour s’assurer la dégradation complète du
liantliant. - Refroidissement : Lentement jusqu’à température ambiante du four (50°C) pour éviter les chocs thermiques
-
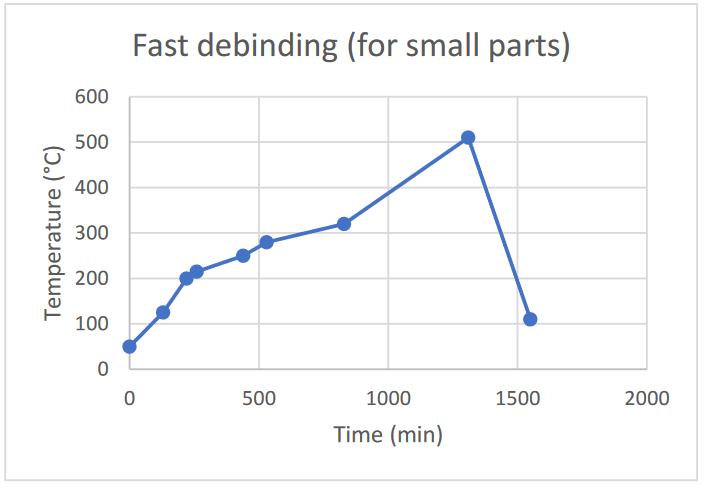
Figure 4 : Cycle thermique standard (pour les petites pièces) de pré-frittage des échantillons en filament de Zircone blanc selon les recommandations du fournisseur (2)
Ce cycle a été appliqué uniquement à l'échantillon 1, car à la fin du processus, la pièce était trop fragile. Elle n'a pas supporté une légère pression et s'est désintégrée en poudre. Nous avons donc supposé que le cycle proposé n'était pas adapté. D'autre part ce
Par conséquent, pour les échantillons 2, 3 et 4, il a été décidé de modifier le cycle en réalisant simultanément le déliantage thermique et le frittage, comme le propose également le fabricant.
4. Frittage
Le frittage a été effectué en même temps que l'étape de déliantage thermique, selon la programme suivant :
| Échantillons | Échantillon 1 |
Échantillon 2 |
Échantillon 3 |
Échantillon 4 (marqué au crayon) |
| V (après déliantage thermique et frittage) | N/A |
|||
| mfinale (après déliantage thermique et frittage) | N/A |
5. Résultats
5.1 Observation macroscopique
Comme prévu, les échantillons ont révélé une réduction significative de taille. La surface est devenue lisse et brillante, ce qui témoigne d'un bon niveau de frittage. Cependant, des fissures ont été observées sur les échantillons 3 et 4. En effet, ces fissures, une fois formées, sont irréversibles et restent visibles même après le frittage des pièces. La formation des fissures
6. Conclusion
Ce procédé, combinant le déliantage et le frittage, se révèle être une méthode prometteuse pour la fabrication de pièces céramiques de haute précision et de haute performance. Cependant, la durée du frittage reste très longue.
Pour optimiser davantage la qualité des pièces, il serait pertinent d'expérimenter avec différents cycles de déliantage et de frittage.
(1) https://zetamix.fr/wp-content/uploads/2023/11/Datasheet-Zetamix-White-Zirconia.pdf
|
Pièce cubique en Zircone |
Volume du cube (après déliantage thermique et frittage) |
Masse finale en g (après déliantage thermique et frittage) | |
|
Pièce cubique 1 |
|
||
|
Pièce cubique 2 |
327 cm3 |
322.1 cm3 |
|
|
Pièce cubique 3 |
|||
|
Pièce 4 (marqué au crayon) |