Projet Gaspard SCHMITT
Conception et Impression 3d d'objets en lien avec mon projet
Informations
- Gaspard SCHMITT
- gaspard.schmitt@etu.sorbonne-universite.fr
- Master management de l'innovation
- 16/12/2025 -
Date de fin estimée (ou réelle)30/03/2026
1er Objectif :
Imprimer un dé à coudre sur mesure pour protéger les doigts lors de la couture des parois épaisses de la housse pour notre projet Sleave (housse d'ordinateur avec batterie intégré).
Etape 1 : Conception du dé à coudre sur OpenScad
LaPour cette première phase ade consistéconception, àj'ai décidé d'utiliser uneClaude IA(un des LLM les plus performant en générativeration de code selon moi) pour produire le script de base en langage OpenSCAD. En utilisant leun Promptprompt Engineeringengineering, j'aiprécis définiautour desde contraintes techniques spécifiques (diamètre du doigt, épaisseur des parois, profondeur des alvéoles), j'ai obtenu rapidement une base paramétrique fonctionnelle, sans passer par les nombreux allers-retours de débogage qu'aurait impliqué un codage manuel. J'ai ensuite affiné les dimensions paramètre par paramètre pour obteniradapter unle modèle 3Dexactement parfaitementà adaptémon aux besoins de couture de la housse Sleavedoigt.. Cette approche illustre la multimodalité de l'IA, capable de transformer une instruction textuelle en une structure géométrique exploitable.
Prompt :
Tu es un expert en modélisation 3D paramétrique avec OpenSCAD. Génère-moi le script complet pour un dé à coudre sur mesure avec les contraintes suivantes :
Diamètre intérieur : 18 mm (pour s'adapter à mon doigt)
Hauteur totale : 25 mm
Épaisseur des parois : 1,5 mm
Fond fermé, ouverture en haut
Alvéoles hémisphériques répartis uniformément sur toute la surface extérieure (diamètre alvéole : 2 mm, profondeur : 1 mm)
Légère conicité vers le haut pour faciliter l'enfilage
Tolérance d'impression FDM : +0,3 mm sur le diamètre intérieur
Le script doit être entièrement paramétrique (toutes les dimensions en variables en tête de fichier) pour pouvoir ajuster facilement. Ajoute des commentaires pour chaque section du code.
Tu es un expert en modélisation 3D paramétrique avec OpenSCAD. Génère-moi le script complet pour un dé à coudre sur mesure avec les contraintes suivantes :
Diamètre intérieur : 18 mm (pour s'adapter à mon doigt)
Hauteur totale : 25 mm
Épaisseur des parois : 1,5 mm
Fond fermé, ouverture en haut
Alvéoles hémisphériques répartis uniformément sur toute la surface extérieure (diamètre alvéole : 2 mm, profondeur : 1 mm)
Légère conicité vers le haut pour faciliter l'enfilage
Tolérance d'impression FDM : +0,3 mm sur le diamètre intérieur
Le script doit être entièrement paramétrique (toutes les dimensions en variables en tête de fichier) pour pouvoir ajuster facilement. Ajoute des commentaires pour chaque section du code.
Code :
// Dé à coudre lisse - creux - sommet arrondi (robuste)
$fn = 120;
// Dimensions (mm)
inner_d = 17.0;
height = 27.0;
wall = 2.2;
top_th = 2.2;
taper = 1.2;
// Arrondi du haut (valeur demandée)
round_r_wanted = 2.5;
// --- Calcul automatique d'un arrondi maximum "safe" ---
outer_d = inner_d + 2*wall;
r_top_outer = (outer_d/2) - taper;
// On garde une marge pour éviter les rayons nuls/négatifs
round_r = min(round_r_wanted, r_top_outer - 0.4);
module outer_shell_rounded(){
// cœur avant Minkowski (doit rester positif)
core_h = height - round_r;
r1_core = outer_d/2 - round_r;
r2_core = (outer_d/2 - taper) - round_r;
intersection() {
minkowski() {
cylinder(h=core_h, r1=r1_core, r2=r2_core);
sphere(r=round_r);
}
// base plane (on coupe sous z=0)
translate([-200,-200,0]) cube([400,400,400]);
}
}
module thimble(){
difference(){
outer_shell_rounded();
// cavité intérieure (ouverte en bas, toit en haut)
cylinder(
h = height - top_th,
r1 = inner_d/2,
r2 = inner_d/2 - taper*0.85
);
}
}
thimble();
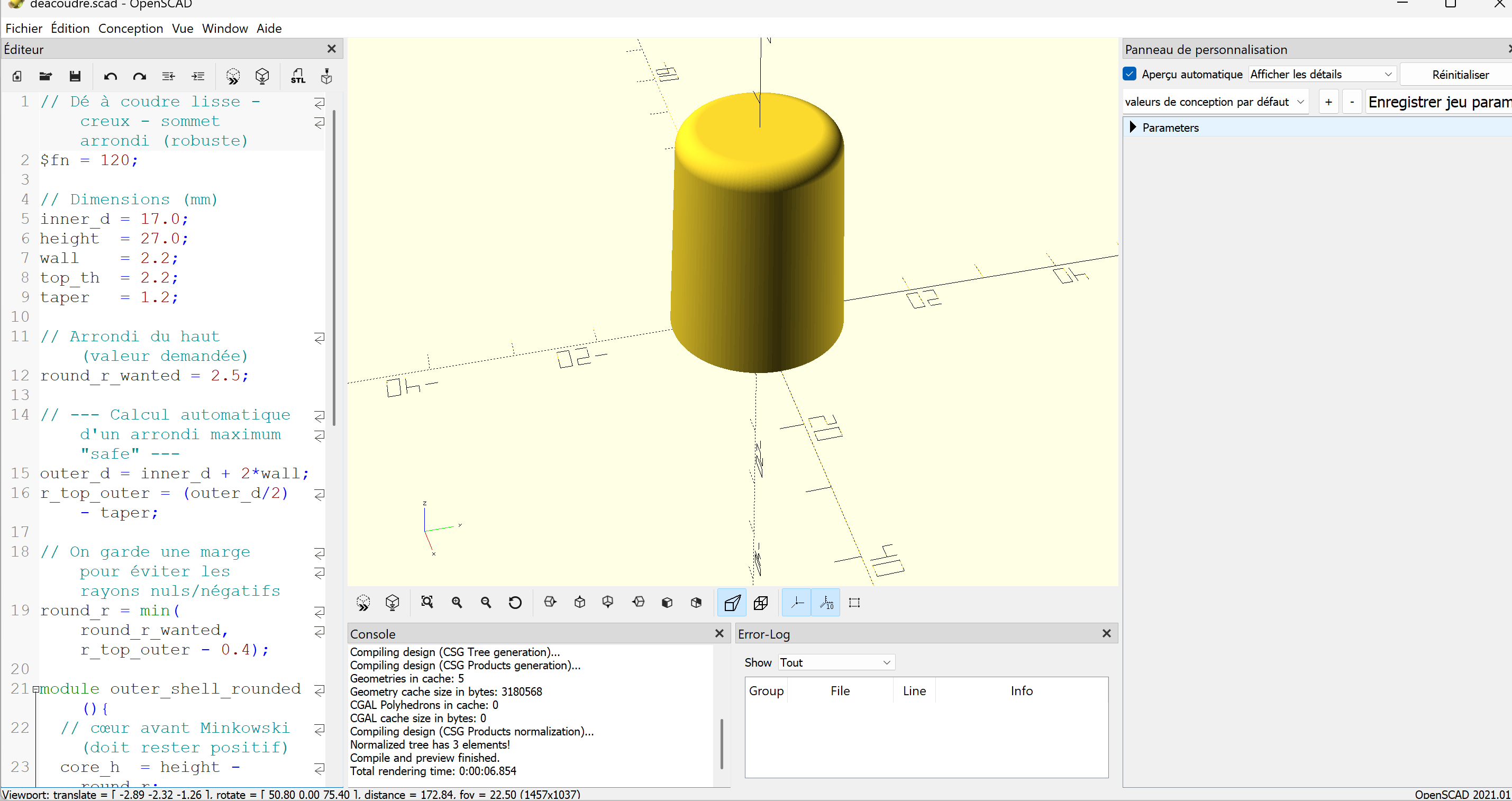
Visualisation sur OpenScad :
Etape 2 : Importation et configuration sur PrusaSlicer
Une fois le fichier .stl généré, ilje a étél'ai transféré dans le logiciel de slicing PrusaSlicer. Cette étape estme crucialepermet pourde traduire la vision théorique en un objet physique. J'ai dû configurer les paramètres d'impression pour garantir la solidité du dé :
- Buse : 200°C
- Plateau : 60°C
- Diamètre du filament: PLA, 1,75 mm
- Remplissage : 20 % mais idéalement plus pour une meilleure résistance à l'aiguille
- Paramètres d'impression : paramètres par défaut de PrusaSlicer (qualité standard, épaisseur de couche 0.15mm pour plus de précision sur les alvéoles)
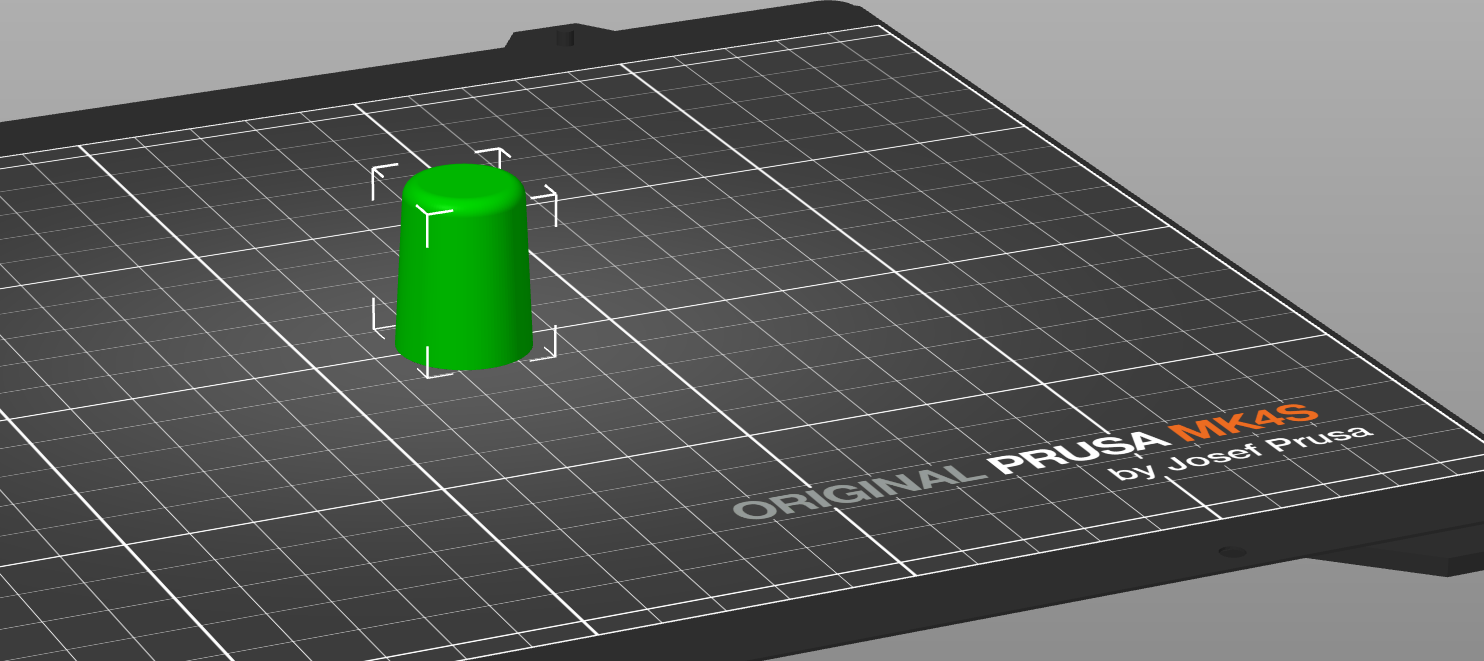
Étape 3 : Vérification finale et exportation en G-code
LaPour cette avant dernière étapetape, aj'ai consisté àjuste vérifier la simulation de l'impression (couche par couche) directement dans l'interface du logiciel.logiciel Après avoir validé qu'il n'y avait aucune erreur de structure, j'aiet procédé à l'exportation du fichier au format G-code. Ce fichier est extrêmement important car il contient l'ensemble des instructions numériques destinées à piloter l'imprimante 3D, concrétisant ainsi le passage d'une idée assistée par IA à un outil de production réel.3D.
Étape 4 : Passons à l'impression
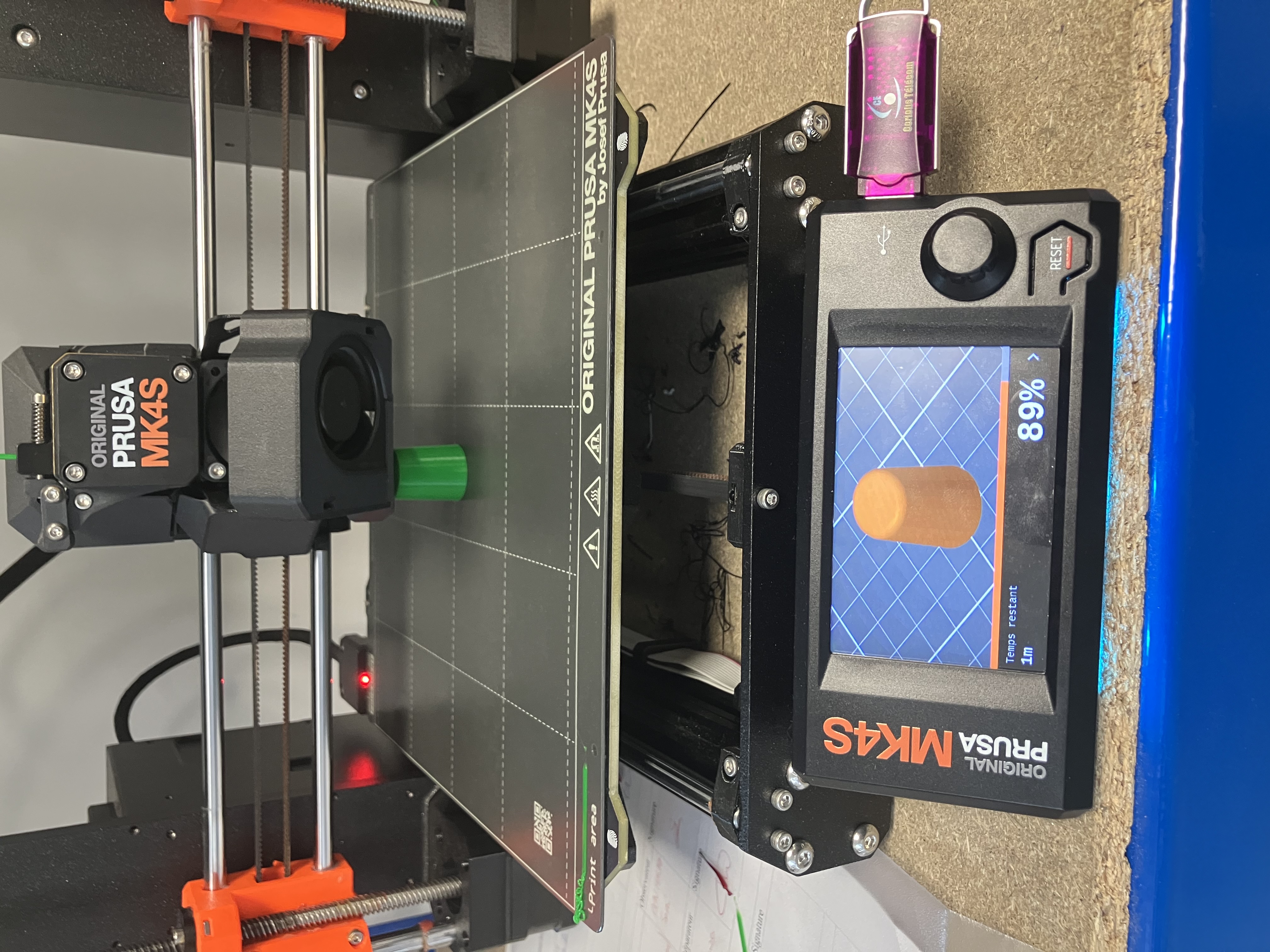
Objet fonctionnel : Dé à coudre ergonomique

Deuxiè2ème objetObjectif :
Concevoir un cutter avec protection pour la fabrication de notre prototype de la housse Sleave.
Etape 1 : Conception d'un enrouleurcutter
Pour concevoir le modèle du cutter, plutôt que de câbleconcevoir ce deuxième objet de zéro, j'ai exploré le hub de modèles intégré à PrusaSlicer pour trouver une base existante adaptée ce que je recherchais. Mon approche est une autre façon d'utiliser les outils numériques de fabrication : utiliser l'expérience communautaire.
J'ai sélectionné un modèle de cutter avec capuchon qui correspondant aux dimensions de ma lame, puis vérifié sa compatibilité dimensionnelle avant de l'importer directement dans PrusaSlicer pour le slicing.
Étape 2 : Importation et configuration sur PrusaSlicer
Après avoir disposer toutes les pièces à imprimer pour mon cutter sur le plateau du simulateur de puraslicer de manière à ce que la buse ne s'emmèle en touchnat les autres pièces, j'ai repris les mêmes configs que pour le dé :
- Buse : 200°C
- Plateau : 60°C
- Diamètre du filament: PLA, 1,75 mm
- Remplissage : 20 %
- Paramètres d'impression : paramètres par défaut de PrusaSlicer (qualité standard, épaisseur de couche 0.15mm pour plus de précision sur les alvéoles)
Étape 3 : Passons à l'impression
