Protocole
SEBAI Taha 21/01/2026
Introduction :
L'électrodéposition est un procédé chimique qui permet d'avoir un rendu métallique sur des objets. Cette méthode est très utilisé dans l'industrie automobile et aérospatiale. Elle est très apprécié à cause de son faible coût et de sa précision. Cependant, il est important de préciser que l'électrodéposition n'est efficace qu'avec des métaux conducteurs comme l'acier, l'aluminium, le zinc , etc.
Comment marche l'électrodéposition :
Plus concrètement, cette méthode permet de déposer une fine couche de métal sur un objet initialement en plastique ou en résine. D'autre méthodes de revêtement existe comme la peinture à l'aérosol par exemple mais contrairement aux autres techniques, l'électrodéposition permet de recouvrir uniformément l'objet en question même dans les zone difficile d'accès. Voici par exemple une image illustrant bien les limites de la peinture par pulvérisation :
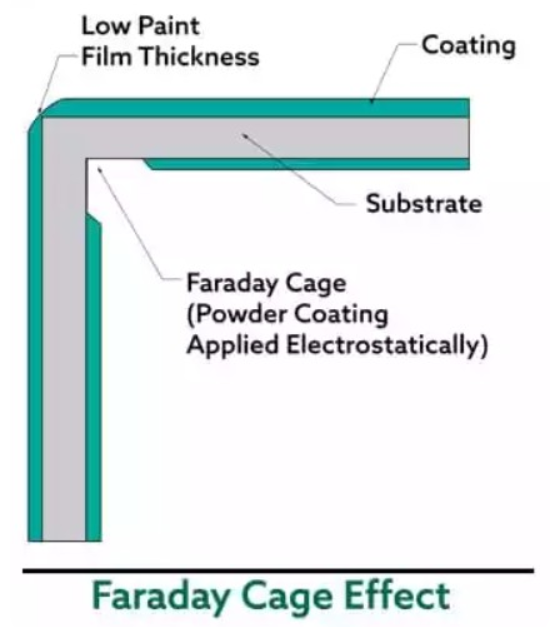
En savoir plus sur le Faraday Cage Effect : https://www.google.com/url?sa=t&source=web&rct=j&opi=89978449&url=https://fluorogistx.com/powder-coating-application-overcoming-the-faraday-cage-effect/&ved=2ahUKEwjX8_Xz75ySAxUjSaQEHeK5KsUQFnoECCEQAw&usg=AOvVaw2ZrWMbk1V5uhmkTzwuMHIi
Le processus consiste à immerger l'objet qu'on veut recouvrir (qu'on appelle le substrat) dans un bain d'électrolyte contenant des ions métalliques dans une solution. Ensuite, il suffit d'appliquer un courant dans le bain afin que les ions adhèrent au substrat et voilà, l'électrodéposition est terminé. Cette technique s'appelle l'électrolyse. Voici un schéma du montage expérimentale :
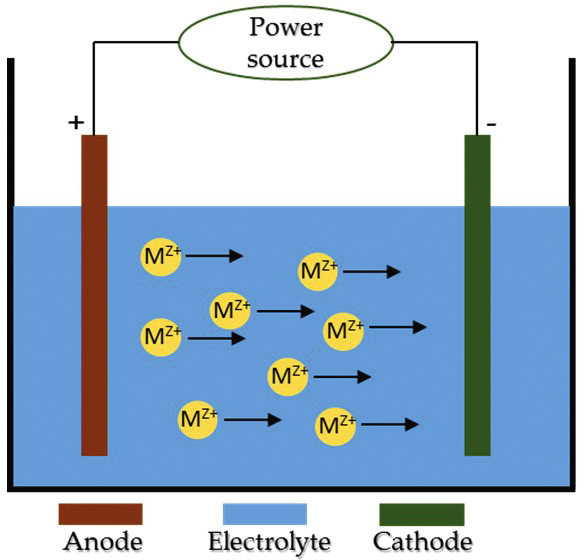
Note : entre l'anode et la cathode on place notre substrat et on a notre électrodéposition !
Ce projet peut être découpé en deux parties : la conception de l'objet 3D grâce à l'impression résine et l'électrodéposition sur le substrat.
N.B : On peut aussi utiliser un objet imprimé grâce à l'impression filament mais on préfère ici l'impression résine car elle est plus précise, et permet d'avoir des objets étanches (l'impression filament crée parfois des trous entre les couches ce qui risque de laisser passer l'électrolyte dans l'objet et d'avoir une électrodéposition dans des endroits indésirables).
Matériel nécessaire :
Avant toute chose, voici une liste de tous les produits et machines nécessaire à ce projet :
Pour l'impression de l'objet :
- Imprimante résine. Pour notre part, nous utiliserons l'imprimante Elegoo Saturn 2.
- Résine liquide
- Chambre à UV
- Éventuellement des outils pour poncer l'objet (là où il avait les supports)
Pour l'électrodéposition :
- Électrolyte de cuivre (ou de l'électrolyte d'or, de zinc ou tout autre métal conducteur)
https://www.amazon.fr/dp/B00FZKHU76?crid=3EOIMSZRP6ROT&keywords=glanzkupferelektrolyt&sprefix=glanzkup,aps,87&ref_=as_li_ss_tl&language=de_DE&sr=8-5&linkCode=gs2&linkId=dc6ce9f55ddb626ae768abc67856113e&tag=hen3drik08-21 - Anodes de cuivre (autrement dit des plaques métalliques). Il est préférable que la surface des anodes soit plus grande que la surface à couvrir
- Spray conducteur en cuivre (ou en graphite) pour mieux permettre l'adhésion du métal sur le substrat
https://www.amazon.fr/conducteur-bricolage-galvanik-synchronisation-plastique/dp/B0132N8F3A/ref=sr_1_1?__mk_fr_FR=%C3%85M%C3%85%C5%BD%C3%95%C3%91&crid=34ZYGU9FNXTGV&dib=eyJ2IjoiMSJ9.YDzt9PfifZhDW80StZ1S3uMkfhxOXJZB9qe8WVX8qejuCK8SsvTsaza6sMz-qN-72IMgg3mzJmmNhpkxnbA2-2l1hHf6kZ-40Z_lM-yZQMK_R_MqJuWAwkG9OWmJ-UBvN1Is_pAqfeaRpXmR0dxCFqQdJw3s32bY8sJiTAitG9IzYXlQ1Tc6EVje0q1M9hcP1QNXXTDNCOJbeDvP5uh8Pxs2DS0jvuaWE-nLyc-vn21-vqNA9LBvglMfa9ck50V7m-wy-YQgwGvzzHmrLE7rk3OdXPEgJvSNo69q7UuxnhM.pH4R2ejGkPvVj1T78B8_th4VE7hCq9lwuLV1TzZwmJI&dib_tag=se&keywords=peinture+conductive+cuivre&qid=1769012343&sprefix=peinture+conductrice+cuivre%2Caps%2C215&sr=8-1
Il est possible de remplacer la peinture en cuivre par une peinture en graphite "maison". Voici un extrait d'une vidéo où l'auteur explique comment il produit cette peinture : https://youtu.be/sGntt6eInis?t=202
Ça peut être une bonne idée car la peinture en cuivre coûte assez chère.
Alexa Raynal Cobo 18/02/2026:
Voici une version remaniée du texte. J'ai supprimé toutes les occurrences du "vous" (ainsi que les "votre/vos") pour adopter un ton plus technique, impersonnel et direct, tout en conservant la structure et la précision scientifique.
Méthodologie de l'Électrodéposition sur Résine
Phase 1 : Préparation de l'impression 3D
La qualité du placage dépend directement de la régularité et de la propreté de la surface initiale.
-
Nettoyage et Curage : L'objet en résine doit être intégralement lavé et polymérisé. Toute trace de résine liquide risque de s'échapper et de contaminer le bain d'électrolyse.
-
Ponçage : Un ponçage méticuleux est indispensable. Les lignes de couche deviennent plus saillantes après le placage ; une surface parfaitement lisse est donc requise en amont.
-
Dégraissage : L'utilisation de gants est obligatoire dès cette étape. Les huiles cutanées empêchent l'adhérence de la couche conductrice. Un nettoyage final à l'alcool isopropylique ou avec un dégraissant spécialisé est nécessaire.
Phase 2 : Revêtement Conducteur
Cette étape permet de créer une "peau" métallique capable de transporter le courant électrique sur un matériau isolant.
Options de revêtement :
-
Peinture Graphite (DIY) (déjà mentionnée): Mélange de poudre de graphite, d'un solvant (acétone) et d'un liant (vernis). Option économique mais présentant une résistance électrique plus élevée.
-
Peinture Conductrice Cuivre/Nickel : Sprays ou peintures du commerce. Haute conductivité et application simplifiée, malgré un coût supérieur.
-
Spray d'Argent : Standard professionnel offrant la meilleure conductivité, mais complexe à manipuler chimiquement.
Application :
-
Uniformité : Le revêtement doit être appliqué de manière homogène, sans laisser de zones nues.
-
Fixation des Contacts : Le fil de cathode (pôle négatif) doit être fixé sur une zone discrète avant le séchage complet ou à l'aide de colle conductrice.
-
Astuce : Pour les géométries complexes, multiplier les points de connexion assure une distribution uniforme du courant.
-
-
Scellement : Une couche supplémentaire de peinture conductrice sur le point de contact garantit la continuité électrique.
Phase 3 : Configuration du Bain d'Électrolyse
Le montage nécessite une cellule électrolytique composée des éléments suivants :
-
Le Réservoir : Récipient inerte (verre ou plastique) de taille adaptée à l'immersion totale de la pièce.
-
L'Électrolyte (Le Bain) : Solution de sels métalliques et d'acide.
-
Exemple pour le cuivre : Mélange d'eau distillée, de sulfate de cuivre, d'acide sulfurique et d'un agent brillantant (azurant).
-
-
L'Anode (Pôle +) : Métal source (ex: plaque ou tuyau de cuivre pur).
-
La Cathode (Pôle -) : L'impression 3D revêtue de sa couche conductrice.
-
Alimentation Électrique : Source de courant continu (CC) permettant une régulation précise de l'intensité (Ampères) et de la tension (Volts).
Phase 4 : Processus de Placage
-
Immersion : La pièce (cathode) est suspendue dans le bain sans contact avec l'anode ni les parois.
-
Agitation : L'usage d'une pompe d'aquarium ou d'un agitateur magnétique prévient la formation de bulles d'air et renouvelle les ions à la surface de la pièce.
-
Réglages Électriques :
-
Appliquer une intensité faible : environ 0,015 A/cm2 de surface.
-
Une intensité trop forte brûle le placage (aspect rugueux/saumoné) ; une intensité trop faible ralentit excessivement le dépôt.
-
Le contrôle doit se faire sur l'intensité (Courant) ; la tension s'ajuste selon la résistance du circuit.
-
-
Durée :
-
Couche Flash (10-20 min) : Premier dépôt pour vérifier la couverture. Les zones nues éventuelles doivent être retouchées à la peinture conductrice.
-
Placage Épais (2-6 heures) : Immersion prolongée pour obtenir une coque métallique durable et structurelle.
-
Phase 5 : Post-Traitement
En sortie de bain, le métal présente souvent un aspect terne.
-
Rinçage : Lavage immédiat à l'eau distillée pour neutraliser la réaction acide.
-
Polissage : Utilisation d'un outil rotatif avec disques de feutre et pâte à polir (type rouge de bijoutier) ou polish spécialisé pour révéler l'éclat.
-
Patine (Optionnel) : Utilisation de foie de soufre pour un aspect antique ou oxydé.
-
Protection : Application d'une laque transparente ou d'une cire microcristalline pour prévenir l'oxydation naturelle.
Précautions de Sécurité
-
Ventilation : Travail impératif sous hotte ou dans un espace très aéré pour évacuer les vapeurs acides.
-
EPI : Port obligatoire de lunettes de protection, de gants en nitrile et d'un tablier de protection. Le sulfate de cuivre est toxique et l'acide sulfurique hautement corrosif.
-
Gestion des Déchets : La solution d'électrolyte ne doit jamais être jetée à l'égout. L'élimination doit se faire via un centre de traitement des déchets chimiques dangereux.
Bibliographie :
- https://www.google.com/url?sa=t&source=web&rct=j&opi=89978449&url=https://www.laserax.com/fr/blog/electrodeposition&ved=2ahUKEwjPpd7h6JySAxUDOfsDHX1pAaAQFnoECBcQAw&usg=AOvVaw0cFowI6PVx_cWDVeZ3savC
- https://www.besterpcba.com/fr/quest-ce-que-lelectrodeposition/
- https://www.google.com/url?sa=i&url=https%3A%2F%2Fwww.researchgate.net%2Ffigure%2FSchematic-of-an-electrodeposition-process_fig1_330945229&psig=AOvVaw3TelGBSwzEQbcPM6VCg_Md&ust=1769095503063000&source=images&cd=vfe&opi=89978449&ved=0CBUQjRxqFwoTCPix_M35nJIDFQAAAAAdAAAAABAE
No Comments