Imprimante résine ELEGOO Saturn 4 Ultra

N'oubliez pas d'agiter la bouteille de résine avant/après utilisation!
Caractéristiques :
- Logiciel Slicer : CHITUBOX
- Connectivité : Interface USB & WiFi
- Technologie : Stéréolithographie MSLA
- Source de lumière : COB (longueur d'onde 405 nm)
- XY Résolution: 19x24 µm (11520x5120)
- Précision de l'axe Z : 0.02 mm
- Épaisseur de la couche : 0.01-0.2 mm
- Vitesse d'impression : MAX 150mm/H
Principe :
L'imprimante résine ELEGOO Saturn 4 Ultra repose sur la technologie de stéréolithographie (SLA) ou plus précisément sur la méthode de Photopolymérisation par laser (ou MSLA, pour "Masked Stereolithography"). Voici le principe de son fonctionnement :
-
Projections de lumière UV : L'imprimante utilise un écran LCD monochrome haute résolution pour afficher des images de chaque couche du modèle 3D à imprimer. L'écran agit comme un masque, et un laser UV sous l'écran polymérise la résine photosensible, durcissant la matière couche par couche.
-
Base mobile : Le plateau de construction, sur lequel l'objet est formé, commence par être plongé dans un bain de résine liquide. Au fur et à mesure de l'impression, le plateau monte progressivement pour permettre à chaque nouvelle couche d'être imprimée.
-
Résine photosensible : La résine utilisée est un liquide qui durcit sous l'action de la lumière UV, et chaque couche de l'objet imprimé est durcie de manière sélective selon le modèle 3D envoyé à l'imprimante.
-
Précision et détails : Grâce à l'écran monochrome et la précision du laser, la Saturn 4 Ultra offre une haute résolution et longévité, permettant des détails fins et une finition lisse des impressions.
Avant l'impression :
Veuillez slicer votre modèle 3D au format .stl à l'aide du logiciel CHITUBOX, puis exporter votre fichier slicé .ctb sur une clé USB.
Assurez vous que la plaque de construction et le réservoir de résine sont propres et qu'il n'y a pas de bosses ou de bavures. Si c'est le cas, nettoyez les avec des serviettes en papier et de l'alcool.
Processus d'impression :
1) Allumer l'imprimante (le bouton d'alimentation est situé à droite de l'imprimante)

2) Au démarrage, l'imprimante effectue une auto-vérification de l'appareil, notamment des composants matériels clés pour éviter toute panne d'impression due à des dysfonctionnements matériels.
Ne touchez pas l’imprimante pendant le processus d’auto-vérification.

3) Remplissez le réservoir de résine à au moins 1/3 de son volume, mais ne dépassez pas la position de la ligne MAX. Si le niveau de résine est insuffisant, l'impression ne pourra pas débuter.

4) Couvrez le capot anti-UV de l'imprimante.
5) Insérez la clé USB contenant votre fichier préalablement slicé dans le port USB de l’imprimante.
7) Appuyez sur Démarrer l'impression pour commencer.
8) Pendant l’impression, surveillez l’avancement pour vous assurer que la première couche adhère correctement à la plaque de construction. Si nécessaire, vous pouvez mettre l'impression en pause ou l'arrêter pour ajustez les paramètres.
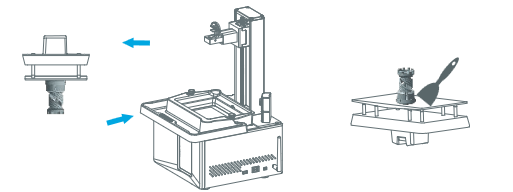
Une fois l'impression terminée:
Soulevez la poignée pour retirer la plaque de construction et utilisez une spatule pour enlever délicatement le modèle.
Post-traitement :
L'objet doit être nettoyé à l'alcool isopropylique (isopropanol) pour éliminer l'excédent de résine. Ensuite, il est essentiel de durcir l'impression sous lumière UV pendant quelques minutes afin de compléter la solidification.
Enfin, n'oubliez pas de nettoyez la plaque de construction et le réservoir de résine avec des serviettes en papier et de l'alcool.
Caméra IA
Dans l'interface de gestion de l'imprimante, vous pouvez activer la caméra AI pour observer la situation d'impression en temps réel. Vous pouvez également activer l'option time-lapse avant de commencer une impression. Les vidéos vont être sauvegardées dans l'historique.
Notes :
- La qualité de l'enregistrement peut diminuer sous de mauvaises conditions d'éclairage.
- Time-lapse ne peut être utilisée que lorsque la hauteur du modèle dépasse 50 mm. L'enregistrement de time-lapse commence à une hauteur de 30 mm et nécessite un temps de traitement supplémentaire après la fin de l'impression afin de générer les vidéos time-lapse. Le temps de traitement est directement proportionnel à la hauteur du modèle.
- L'appareil peut stocker jusqu'à 20 time-lapse vidéos. Une fois le stockage plein, les vidéos seront automatiquement remplacées dans l'ordre où elles ont été générées. Par conséquent, veuillez télécharger vos vidéos rapidement.
- Ce n'est que lorsque la hauteur du modèle dépasse 90 mm que la caméra AI détectera des conditions anormales telles que des anomalies sur la plaque de construction ou des bords déformés.
- Avec l'apprentissage continu, la détection et le jugement des anomalies par la caméra IA deviendront plus précis. Veuillez prêter attention aux informations de mise à jour de la caméra pour vous aider à accomplir vos tâches d'impression plus efficacement.
Précautions
- Lors de l'utilisation de l'imprimante 3D, veuillez porter un masque et des gants pour éviter tout contact direct de la peau avec la résine photopolymère.
- Veuillez nettoyer le réservoir de résine avant de changer la résine pour une autre couleur.
- Veuillez ne pas utiliser d'outils tranchants ou pointus pour racler le réservoir de résine afin d'éviter d'endommager le film liner.
- En cas d'urgence lors de l'utilisation, veuillez d'abord éteindre l'alimentation de l'imprimante 3D.
- Si l'impression échoue, vous devez nettoyer l'excès de résine durcie dans le réservoir de résine et changer la résine, sinon cela pourrait endommager l'imprimante.
- Veuillez utiliser de l'alcool éthylique à 95 % (ou plus) ou de l'alcool isopropylique pour laver votre modèle, sauf si vous utilisez une résine lavable à l'eau.
Utilisation de Chitubox (slicer):
Il faut vérifier si les réglages du slice correspondent aux réglages optimaux pour la combinaison résine/imprimante. Pour référence, des indications sont données dans le tableau ci-dessous (information pas infaillible, a prendre comme premiers réglages à modifier lors de
| Manufacturer | Resin Type | Resin Color | Layer Height | Bottom Layer Count | Bottom Exposure Time (s) | Exposure Time (s) | Light Off Delay (s) | Bottom Light Off Delay (s) | Lift Speed (mm/min) | Temperature (°C) | Retraction Speed (mm/s) |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Anycubic | Basic | High Clear | 0.05 mm | 5 | 35 | 10 | default | default | 90 | 25 | default |
Ces réglages sont à faire de manière suivante:
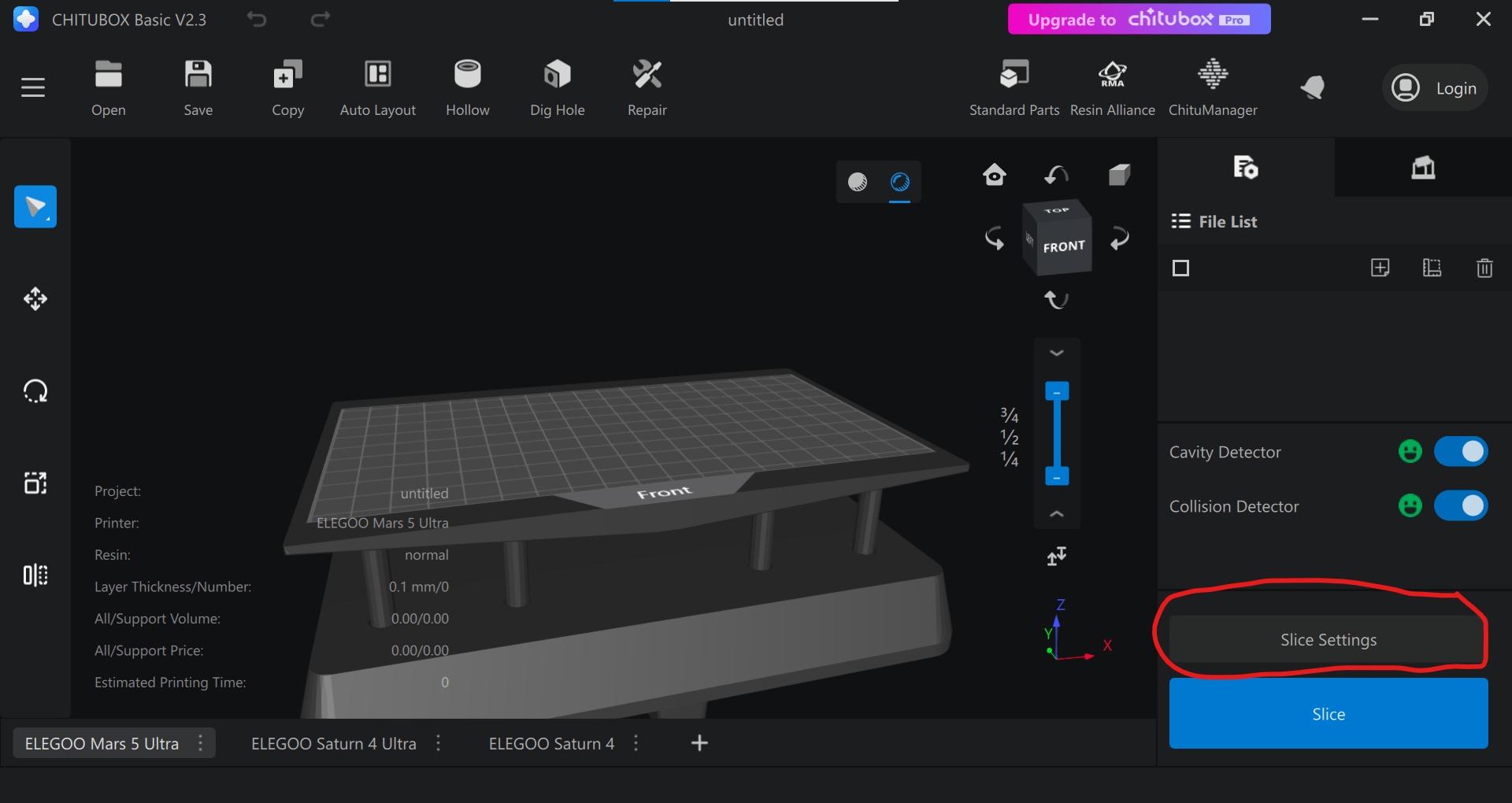
- Dans Chitubox, après l'avoir configuré en séléctionnant la bonne machine ( si le logiciel n'est pas encore configuré), passer toutes les autres dialogues jusqu'a arriver sur l'image du slice.

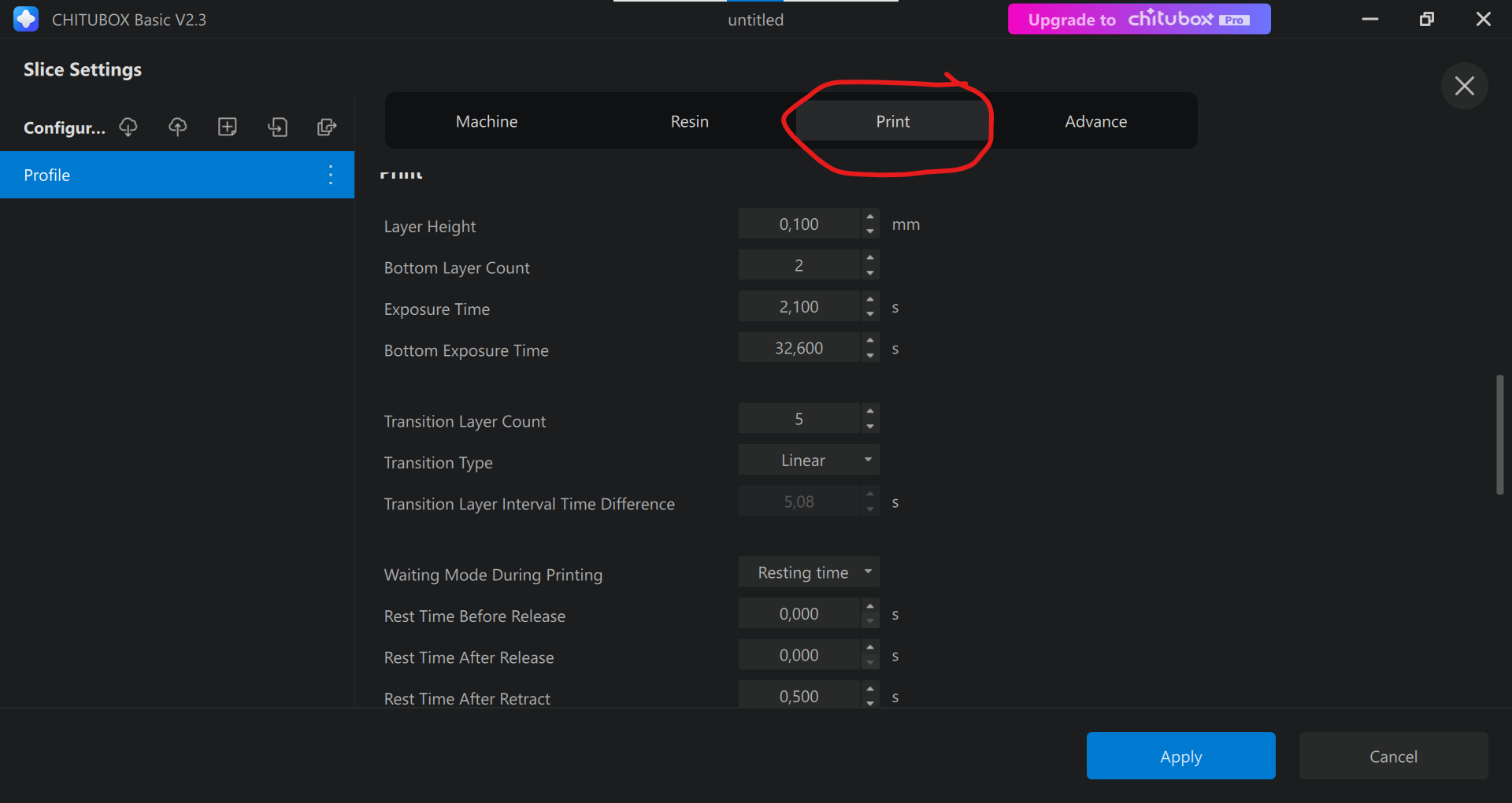
- Dans slice settings, choisir print

- régler les paramètres en accord avec le tableau
No Comments