Mesure de la portance de différents profils et matières d’hydrofoil
Coordonnées
- Benjamin Gauthey (benjamingauthey@yahoo.fr), élève ingénieur à Polytec Sorbonne
- Alexandre Malet (alexandre.malet@etu.sorbonne-universite.fr), élève ingénieur à Polytec Sorbonne
Introduction
- Date de début: 24 février 2023
- Date de fin estimée: 28 mai 2023
- Objectifs: Créer différents profil d'hydrofoil ainsi qu'un dispositif expérimental pour mesurer la portance de ces derniers
- Contexte: Ce projet s’inscrit dans le cadre de l’UE « Engagement étudiant »
Outils et Machines
- Imprimante 3D Raised 3D pro(FabLab Sorbonne Université)
- Logiciel de design 3D : Blender
- Gouttière avec un courant d’eau régulé (Labo de Mécanique des Fluides)
- Dispositif expérimental pour les mesures (à détailler)
- Logiciel Blender (pour concevoir les profils d’hydrofoil)
- Découpeuse laser
- Perceuse colonne
- Perceuse / Scie à métaux / Touret à poncé
Matériaux
- Filament PLA (FabLab Sorbonne Université)
- Plaque PLA 3x500x300mm
- Boulon et ecrous M3/M4
- Tige filetée acier M4
- Rails de guidage aluminium
- Ressorts
Construction de l'hydrofoil
- Nous avons utilisé le logiciel Blender pour concevoir les profils d’hydrofoil en nous inspirant de modèles existants. Nous avons choisi des formes simples et symétriques pour faciliter l’impression 3D. Nous avons exporté les fichiers au format STL pour les envoyer à l’imprimante 3D.
- Nous avons imprimé les hydrofoils en PLA avec l’imprimante 3D Raised 3D pro du FabLab.
- Nous avons commencé à fabriquer un dispositif expérimental pour mesurer la portance des hydrofoils. Le dispositif est placé dans la gouttière avec un courant d’eau régulé par une vanne.
- Voici les paramètres d'impression que nous allons testé d'utilisé:
- Paramètres généraux Hauteur de la couche (Layer Height) : Réglez cette valeur sur une valeur inférieure à la taille de la buse de votre imprimante 3D, généralement entre 0,1 mm et 0,3 mm pour une buse standard de 0,4 mm. Plus la hauteur de la couche est faible, plus les détails de l'objet imprimé seront précis et moins il y aura d'aspérité sur la surface.
- Vitesse d'impression (Print Speed) : Réduisez la vitesse d'impression pour une meilleure qualité d'impression. Vous pouvez essayer de régler la vitesse d'impression à environ 40-60 mm/s.
- Température d'extrusion (Extrusion Temperature) : Réglez la température d'extrusion selon le matériau que vous utilisez. Si vous utilisez un PLA standard, vous pouvez régler la température entre 190°C et 220°C.
- Densité de remplissage (Infill Density) : Réglez la densité de remplissage pour réduire le risque de défauts d'impression. Vous pouvez essayer de régler la densité de remplissage à environ 20-30%. Support (Support) : Si votre modèle nécessite un support pour être imprimé, sélectionnez l'option "Support Everywhere" pour éviter les défauts d'impression.
- Plus de précision sur les vitesses Vitesse de déplacement (Travel Speed) : Il s'agit de la vitesse à laquelle l'extrudeur se déplace lorsqu'il ne dépose pas de filament, par exemple lorsqu'il se déplace d'un endroit à un autre de l'imprimante. Vous pouvez régler cette vitesse à une valeur plus élevée, par exemple 80-100 mm/s.
- Vitesse de la première couche (First Layer Speed) : La première couche est la plus importante, car elle détermine la stabilité de l'impression. Il est recommandé de régler la vitesse de la première couche à une valeur inférieure à la vitesse d'impression pour les couches suivantes. Vous pouvez essayer de régler cette vitesse à environ 20-30 mm/s.
- Vitesse de la coque (Outer Wall Speed) : La coque est la paroi extérieure de l'objet imprimé. Pour obtenir une surface lisse et régulière, il est recommandé de régler la vitesse de la coque à une valeur inférieure à la vitesse d'impression pour les couches intérieures. Vous pouvez essayer de régler cette vitesse à environ 30-40 mm/s.
- Vitesse de remplissage (Infill Speed) : La vitesse de remplissage correspond à la vitesse à laquelle le filament est déposé pour remplir l'intérieur de l'objet. Vous pouvez régler cette vitesse à une valeur plus élevée que la vitesse de la coque, par exemple à environ 50-60 mm/s. Densité et flottaison La densité de l'objet, associée à la densité de l'eau, détermine si l'objet flottera ou coulera. Pour qu'un objet ne flotte pas dans l'eau, il doit être plus dense que l'eau. La densité de l'eau est d'environ 1 g/cm³ à température ambiante. Si votre objet a une densité de 1,25 g/cm³, alors pour qu'il ne flotte pas dans l'eau, il doit être rempli à au moins 80% de sa capacité totale.
-
-
- Voici comment vous pouvez calculer cela : Calculez le volume total de votre objet en multipliant sa longueur, sa largeur et sa hauteur. Multipliez ce volume total par la densité de votre matériau pour obtenir la masse totale de l'objet. Divisez la masse totale de l'objet par le volume total pour obtenir la densité réelle de l'objet. Pour déterminer le pourcentage de remplissage nécessaire pour que l'objet ne flotte pas, divisez la densité réelle de l'objet par la densité de l'eau (1 g/cm³) et multipliez le résultat par 100. Par exemple, si votre objet a une longueur de 10 cm, une largeur de 5 cm et une hauteur de 2 cm, son volume total serait de 100 cm³. Si vous utilisez un matériau ayant une densité de 1,25 g/cm³, la masse totale de l'objet serait de 125 g. En divisant 125 g par 100 cm³, on obtient une densité réelle de 1,25 g/cm³. Pour que l'objet ne flotte pas dans l'eau, sa densité réelle doit être supérieure à 1 g/cm³. Ainsi, pour que l'objet ne flotte pas, il doit être rempli à au moins 80% de sa capacité totale. Il est important de noter que la densité réelle de l'objet peut varier en fonction du pourcentage de remplissage et de la structure interne de l'objet, donc il est recommandé de faire des tests pour déterminer le pourcentage de remplissage optimal pour votre objet.
-
-
Journal de bord
-
12 janvier 2023: Début du projet. Recherche bibliographique sur les hydrofoils et leurs applications. Choix du sujet et des objectifs.
-
16 février 2023: Conception des profils d'hydrofoil avec Blender. Exportation des fichiers STL.




-
25 février 2023: Première tentative d'impression 3D des hydrofoils. Échec à cause d'un bug de la machine en cours de route.

-
29 février 2023: Deuxième tentative d'impression 3D des hydrofoils. Réussite, mais résultat insatisfaisant à cause des aspérités sur le dessus et le dessous des foils.

-
2 mars 2023: Analyse des problèmes d'aspérités et recherche de solutions : après évaluation, nous décidons d'imprimer les hydrofoils sur la tranche afin de bénéficier d'une surface plus lisse, réduisant ainsi les aspérités.

-
3 mars 2023: Révision du design des hydrofoils sur Blender pour éliminer les aspérités et réduire le poids. Nous constatons que le poids actuel pourrait ne pas permettre aux hydrofoils de générer suffisamment de poussée pour se soulever. Par conséquent, nous apportons des modifications pour optimiser le design et réduire le poids.
-
9 mars 2023: Troisième tentative d'impression 3D des hydrofoils en utilisant le nouveau design et de nouveaux paramètres d'impression, tenant compte des modifications apportées pour éliminer les aspérités et réduire le poids.

-
10 mars 2023: Hydrofoils optimisés, sans aspérités et avec une densité et un poids idéaux. Cependant, étant donné que les hydrofoils ne sont pas pleins (présence d'une cavité vide à l'intérieur), il est important de s'assurer qu'ils ne se remplissent pas d'eau. Par conséquent, nous décidons d'appliquer plusieurs couches de solution hydrophobe sur leur surface pour éviter l'accumulation d'eau.
-
14 mars 2023: Conception théorique (plan/maquette) du dispositif expérimental pour mesurer la portance des hydrofoils dans la gouttière à courant d'eau régulé, située dans le Laboratoire de Mécanique des Fluides.

-
21 mars 2023: Problème ! Les hydrofoils sont trop larges, ce qui nous empêche d'insérer le dispositif de portance dans la gouttière. Nous devons donc revoir le design des hydrofoils pour les rendre plus étroits tout en garantissant une portance suffisante.
-
23 mars 2023: Conception d'un nouveau design d'hydrofoil sur Blender, avec des dimensions réduites en termes de largeur, mais plus longues pour assurer une portance adéquate dans la gouttière expérimentale.
(Dimension précédente)

(Nouvelles dimensions)

-
28 mars 2023: Problème ! Nous avions prévu de percer les hydrofoils à l'aide de la perceuse à colonne pour faire passer une tige filetée à l'intérieur et ancrer cette tige dans le dispositif de mesure. Cependant, nous constatons que nous ne disposons pas d'une mèche assez longue pour atteindre le centre des hydrofoils. Nous devons donc effectuer une modification du design des hydrofoils sur Blender en ajoutant un trou au centre pour faire passer la tige filetée.
-
4 avril 2023: Pour mesurer la portance de nos hydrofoils, nous aurons besoin de ressorts. L'objectif est de mesurer l'extension des ressorts pour déterminer la force qui leur est appliquée, à l'aide de la constante de raideur. Aujourd'hui, nous avons conçu un système de mesure pour cette constante.

-
6 avril 2023: Pour la fabrication du système de mesure de la constante de raideur et sa mesure à l'aide du dispositif conçu, nous avons procédé comme suit : nous avons fixé une bouteille d'eau à chaque ressort et progressivement ajouté du poids (de l'eau) à chaque mesure, ce qui a généré des paliers de poids différents. À chaque palier, nous avons enregistré l'étirement du ressort. Ces mesures ont ensuite été représentées sur un graphique, formant une droite dont le coefficient directeur correspond à notre constante de raideur, k.
Il convient de noter que nous avons testé plusieurs ressorts dans le processus, car nous recherchions une constante de raideur faible en raison de la faible force de portance de l'hydrofoil. En effet, si la valeur de k avait été trop élevée, il aurait été plus difficile de mesurer l'étirement de manière précise.

-
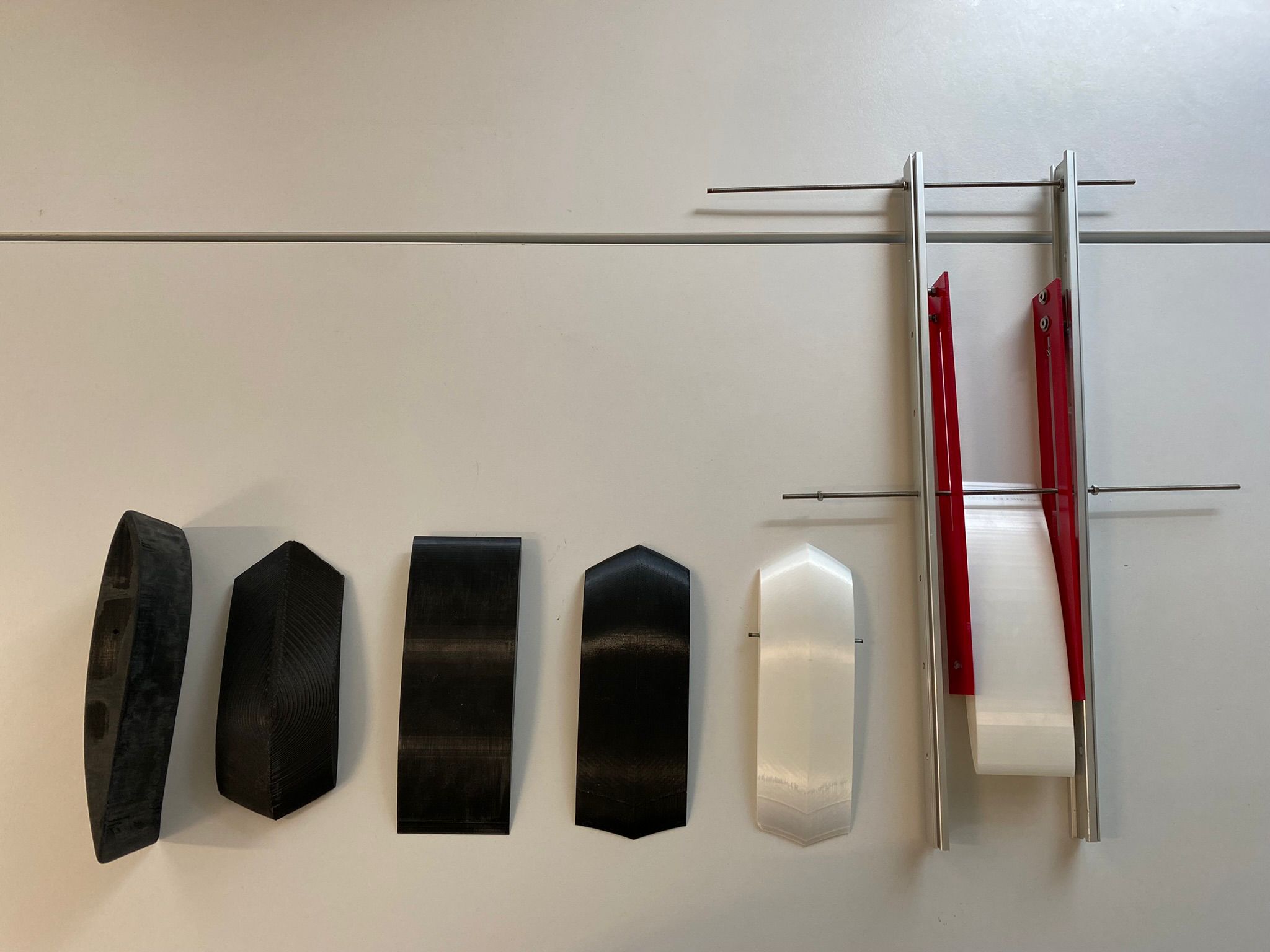
11 avril 2023: Fabrication du système de mesure de la portance externe (schéma) comprenant deux rails de guidage connectés par trois tiges filetées maintenues en place par six boulons et rondelles. Montage et vérification de la stabilité et de la robustesse du système.


-
13 avril 2023: Tentative de fabrication du système de maintien de l'hydrofoil (schéma). Cette partie est mobile et se déplace le long des rails de guidage. Elle est composée de deux lamelles de plastique LPA de 3 mm découpées au laser. Cependant, nous avons constaté une erreur de mesure dans les patrons, ce qui nécessite des ajustements.
-
14 avril 2023: Rectification des mesures du système de maintien de l'hydrofoil. Les lamelles sont redécoupées au laser selon les nouvelles dimensions précises.
-
18 avril 2023: Assemblage final du système de maintien de l'hydrofoil et du système de mesure de la portance externe. Vérification de leur fonctionnement conjoint et de leur compatibilité.

-
2 mai 2023: Premier test de portance dans la gouttière expérimentale. Cependant, nous rencontrons des difficultés avec le système de maintien de l'hydrofoil qui ne coulisse pas correctement sur les rails de guidage. Les frottements sont trop importants, ce qui nous empêche de mesurer l'extension du ressort de manière précise.




-
4 mai 2023: Modification et lubrification des rails de guidage pour réduire les frottements. Suite à ces ajustements, le système de maintien de l'hydrofoil coulisse beaucoup plus facilement, permettant enfin de prendre des mesures précises.
-
5 mai 2023: Prise de mesures avec quatre profils d'hydrofoil différents, de densités différentes, étanches ou non, et en variant les paramètres de débit et de hauteur dans la gouttière expérimentale. Collecte des données sur la portance obtenue pour chaque configuration.
-
11 mai 2023: Finalisation du rapport final du projet, incluant les résultats expérimentaux, les conclusions et les
recommandations. Préparation de la présentation du projet, résumant les principales étapes, les résultats obtenus et les perspectives futures.




















No Comments