Utilisation de la découpeuse à fil chaud MC4X
Présentation
La MC4X est une machine CNC de découpe des polystyrènes par fil chaud : un fil métallique fin est traversé par un courant électrique réglable, ce qui le fait chauffer et permet de découper les polystyrènes (extrudé, expansé, dépron) et l'EPP en déplaçant ses extrémités.
C'est une machine 4 axes : chaque extrémité du fil est pilotée dans un plan vertical indépendamment de l'autre extrémité, ce qui permet d'obtenir des formes trapézoïdales ou coniques.
Elle est conçue en premier lieu pour l'aéromodélisme mais convient également pour d'autres usages : lettrage, packaging, maquettes d'architecte, etc.
Caractéristiques
- Courses utiles de 980mm horizontalement x 510mm verticalement.
- Logiciel : FilChaudNX qui permet de paramétrer les découpes 4 axes et 2D.
- Fichiers : Le type de fichier profils recommandé pour FilChaudNX est le type DXF. FilChaudNX gère également l’ouverture des fichiers .dat (profils d’ailes) et des fichiers .plt (traceur).
Matériaux
La MC4X est prévue pour la découpe des :
- Polystyrènes expansés (notamment pour faire des noyaux d'ailes en aéromodélisme)
- Polystyrènes extrudés (aussi appelé Styrodur, à l'aspect lisse et coloré)
- Dépron (en plaques blanches de 3, 6 ou 10mm d'épaisseur)
- Polypropyène expansé (EPP)
Utilisation
Au Fablab, la licence du logiciel FilChaudNX est installée sur l'ordinateur 'Richard Feynman', session admin. Rapprochez-vous d'un.e fabmanager pour pouvoir l'utiliser !
La notice du logiciel FilChaudNX est disponible >> en ligne <<
1 - Mise en route et précautions
Lorsqu'on connecte la machine en USB à l'ordinateur, l'écran de la machine s'allume. En revanche il faudra s'assurer que la machine est branchée au secteur pour que les moteurs puissent fonctionner.
Le levier de gauche du panneau de contrôle doit rester sur Off par sécurité quand la machine n'est pas utilisée. Mettez-le sur On pour lancer votre travail.
Le levier de droite permet de choisir entre deux modes, "Manuel" et "PC". Nous vous demandons de toujours utiliser le mode PC pour avoir un meilleur oeil sur la chauffe du fil.
Désactivez la chauffe du fil dès que vous ne réalisez pas de découpes. L'écran de la machine indique alors "0#". Si vous voyez un signe "%" c'est que le fil est en train de chauffer
Assurez-vous de toujours replacer les moteurs en butée au niveau de l'origine (point le plus bas et le plus à gauche), et ce avant chaque nouveau travail, les moteurs étant hors tension.
2 - Calibration d'un matériau
Réglages de la vitesse et la température
Les deux paramètres que l'on ajuste pour effectuer une découpe sont :
- La vitesse d'avance du fil
- La température du fil
Ils sont à optimiser selon :
- La nature du matériau à découper
- La qualité des finitions souhaitée : moindre est la vitesse est grande, meilleures sont les finitions (à condition que la température soit appropriée à cette vitesse)
Pour trouver le bon réglage:
- on commence par régler la vitesse d'avance (à titre indicatif, 4mm/s correspond à une avance plutôt rapide).
- puis on met une température assez élevée qu'on va diminuer au fur et à mesure
- on vérifie que les moteurs sont tous en butée en x et en z
- on active les moteurs
- on active la chauffe
- on monte le fil en z
- on lance un avance en x de quelques centimètre
- tout en surveillant l'épaisseur de la saignée, on diminue la température progressivement pendant que le fil avance jusqu'à ce que la saignée mesure environ 1mm (la saignée est la matière vaporisée par le fil)
- quand on a fini d'avancer en x, on monte le fil en z sans tarder et revient en arrière en x
- on coupe la chauffe
- on coupe les moteurs
Prise en compte de la saignée
La saignée est l'épaisseur de la matière vaporisée au passage du fil. Cette épaisseur est non nulle contrairement au tracé sur le logiciel, et il peut donc être nécessaire de la prendre en compte avant de lancer une découpe, afin d'obtenir une pièce aux dimensions exactes souhaitées.
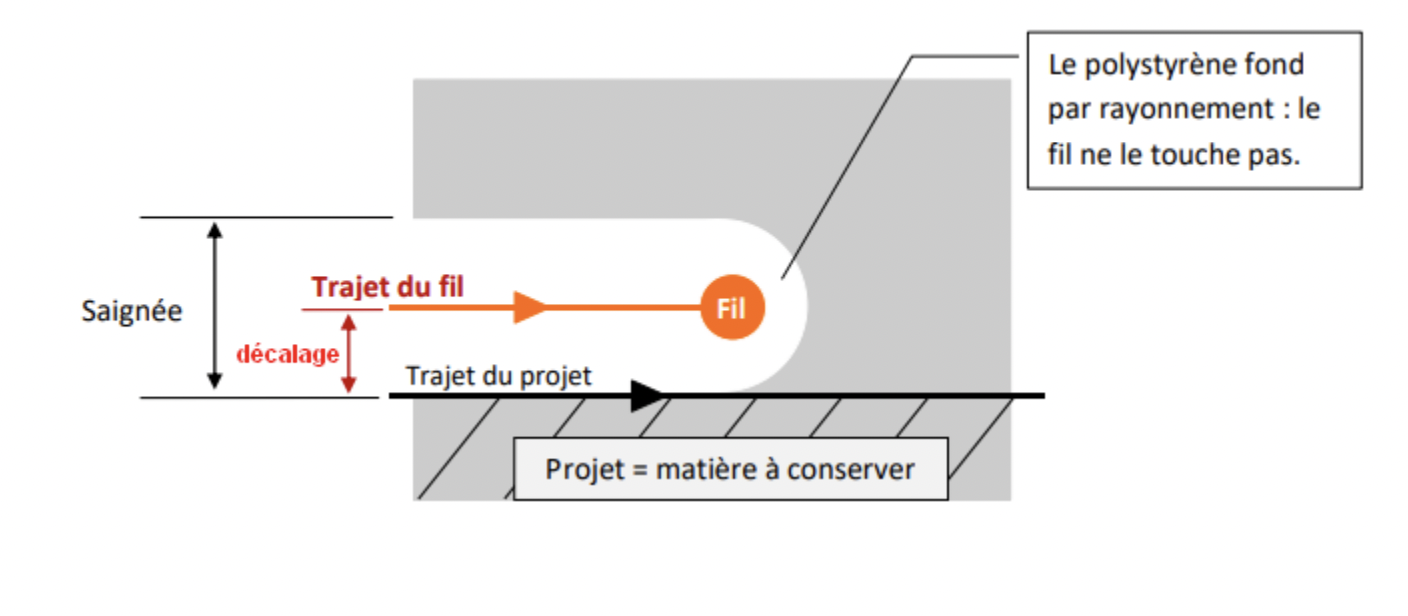
Le principe est d'effectuer la découpe d'une tranche test d'une épaisseur connue à la vitesse V, puis de mesurer la tranche. On rentre ensuite la valeur mesurée et le logiciel calcule la valeur de la saignée et du décalage.
On peut également réitérer l'opération la vitesse V/2. Le logiciel calculera ainsi la saignée selon la vitesse d'avance du fil, pour les cas où cette vitesse varie.
3 - Préparation sur le logiciel FilChaudNX
Emplacement des fichiers
A l’installation, un dossier « FilChaudNX » est créé dans le dossier « Documents » de l’utilisateur du PC. Ce dossier contient lui-même un dossier « Bibliotheque » (sans accent !) dont le contenu sera scanné et affiché au lancement de FilChaudNX dans une visionneuse intégrée au logiciel : Il est donc conseillé de stocker tous vos fichiers (profils et projets) dans cette bibliothèque, ils seront ainsi faciles à parcourir et à utiliser dans vos projets.
Types de fichiers profils
Un fichier profils est un fichier qui contient des trajectoires constituées d’entités géométriques (arcs, segments, splines) ou de points. Lorsqu’il y a plusieurs trajets dans un fichier, FilChaudNX permet de sélectionner celui ou ceux dont l’utilisateur à besoin.
Le type de fichier profils recommandé pour FilChaudNX est le type DXF. C’est un format qui peut être produit par un grand nombre de logiciels de dessin gratuits (Inkscape, Draftsight, Nanocad 5, SketchUp Make…) ou payants (Autocad, Solidworks…).
FilChaudNX gère également l’ouverture des fichiers .dat (profils d’ailes) et des fichiers .plt (traceur).
Utilisation du logiciel FilChaudNX
Pour prendre en main le logiciel, nous vous renvoyons à la documentation officielle du logicielle, page 14 de ce manuel :
No Comments