Waterproof boat - Model 3D
DOCUMENTATION
Auteurs : Adélie VERDIER & Jihen DAGHARI
Mention : M1 parcours MedH [Mechatronic design for health]
UE : UM4RBM20
Date : 27 Mars 2026
Lieu : Fablab Sorbonne Université
Objectif : Imprimer une pièce en 3D capable de contenir de l'eau sans risque d'écoulement
Le plus parlant a été pour nous de choisir une pièce similaire à un bateau afin répondre à la problématique imposé qui était de réaliser une pièce étanche. Nous avons pris comme inspiration un modèle de bateau sur Thingiverse afin de réaliser un autre modèle personnel suivant cette inspiration.

Fichier solidworks
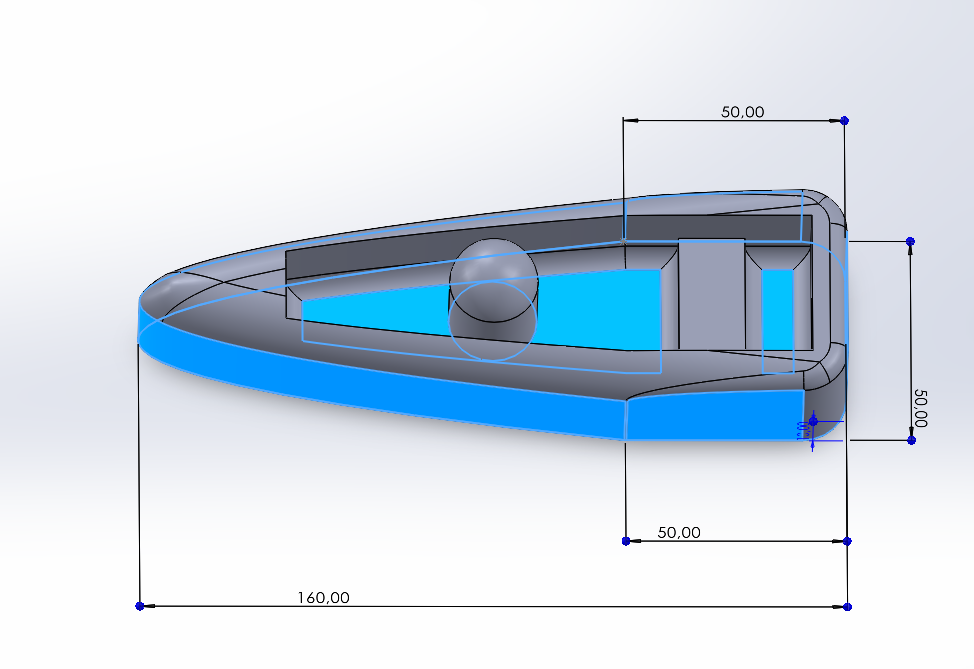
Nous avons utilisé le logiciel de modélisation 3D SolidWorks pour conceptualiser notre pièce. Voici le rendu final de cette modélisation.
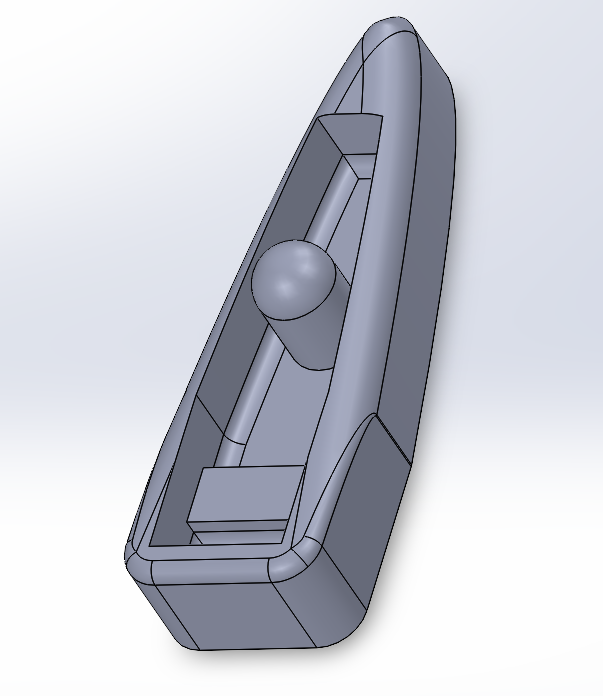
Conception
Nous avons choisi de réaliser des parois assez épaisses pour la coque du bateau et le fond afin de pouvoir réaliser plusieurs couches lors du tranchage de l'objet et ainsi le rendre plus hermétique qu'avec seulement deux parois, ce qui est le réglage standard. Nous avons ensuite décidé d'ajouter le plus de congé possibles à l'intérieur du bateau afin d'avoir le moins d'arrêtes saillantes possibles, car ces dernières sont plus propices aux infiltrations.
Matériau
Nous avons utilisé du PETG. Ce type de filament est intéressant à utiliser car il possède une bonne résistance à l'eau, il est solide et a une meilleure étanchéité comparée au PLA que nous avons utilisé lors de notre première impression. Celui-ci a également une excellente résistance aux chocs et à l'humidité, idéal pour un usage aquatique.
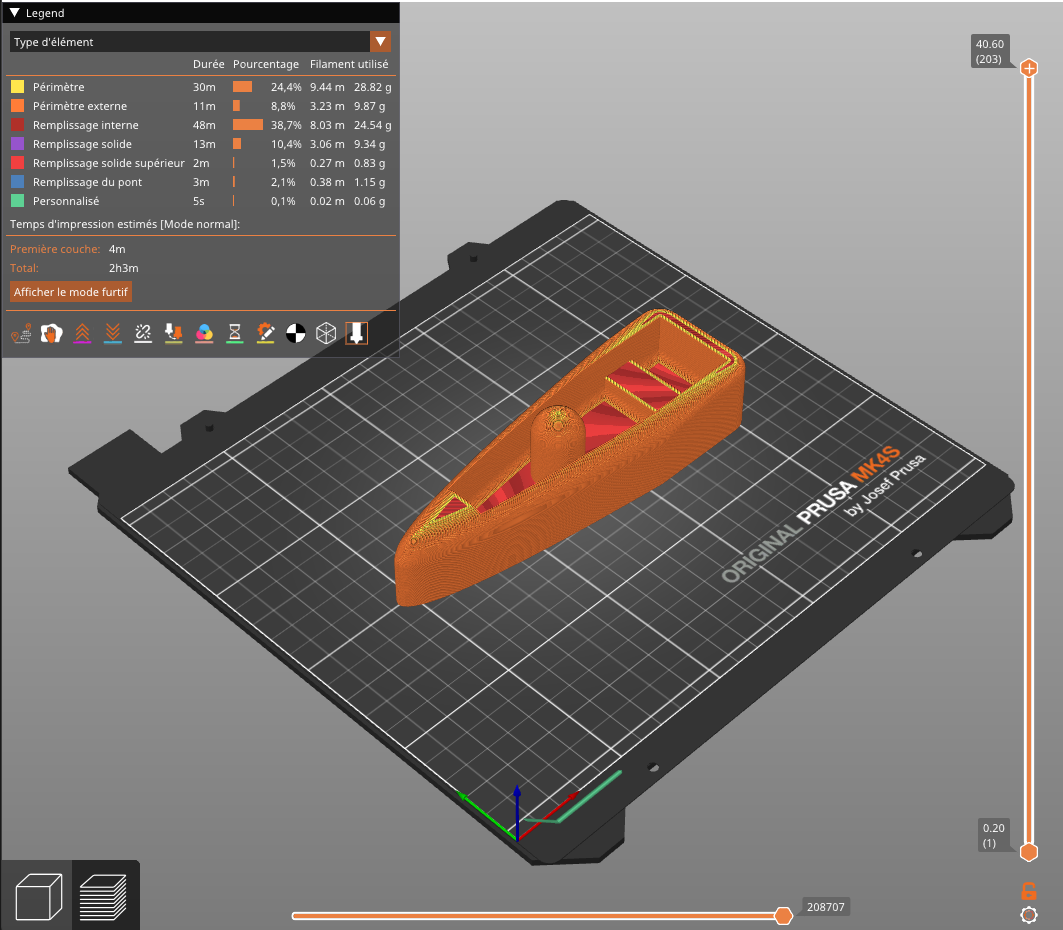
Tranchage [Slicing]
Nous avons utilisé PrusaSlicer pour préparer le fichier G-code après avoir exporté notre fichier en STL depuis Solidworks. Les régalages que l'on a choisi sont les suivants :
| Paramètre | Valeur utilisée | Note technique |
| Hauteur de couche | 0.2mm | Une couche plus fine augmente la précision mais multiplie les risques de micro-fuites et le temps d'impression s'avère plus long. |
| Périmètres (murs) | 4 | Crucial pour l'étanchéité. Plus de murs empêchent l'eau de traverser et contre les micro-fuites. |
| Température de la buse | 250/255°C | Assure une pièce plus solide et étanche imperméable à la pression de l'eau. |
| Remplissage | 20% | Augmentation du remplissage pour l'étanchéité. |
Étapes de fabrication
Avant l'envoi vers l'imprimante, on a utilisé l'outil de réparation de Prusa Slicer pour la préparation du fichier. On a orienté le plateau à plat pour minimiser le besoin de support. On a, suite à cela, exporter le fichier avec les paramètres spécifiques au PETG. Le filament a été imprimé à une température haute pour s'assurer que chaque couche "fond" littéralement dans la précédente. (Buse : 250-255 °C / Plateau : 85 °C).
On a configuré un taux de remplissage à 20 % comme un remplissage trop faible risquerait de faire s'affaisser les couches supérieures. On cherche à éviter que des trous se forme et que l'eau par conséquence s'infiltre. D'ailleurs, pour garantir l'étanchéité, nous avons privilégié la fusion des couches plutôt que la vitesse.
Lancement d’impression : 2H40
Une fois l'impression terminée et le plateau refroidi, le bateau a été détaché. On a ensuite testé son étanchéité en y versant de l'eau et en mettant un mouchoir sous ce dernier. Après une heure aucune fuite n'a été signalé. Puis un second test a été fait (par pure curiosité) : vérification que le bateau flotte - test validé.
Post-traitement
L'impression est une réussite totale. La coque est robuste et le fini brillant de PETG donne un aspect professionnel au prototype.


Avant expérience Après expérience
Le conseil de l'équipe
Pensez aux congés pour l'impression !
No Comments