Kashperuk Kristina
Rapports sur les projets
Projet 1 - Impression 3D
Nom du projet
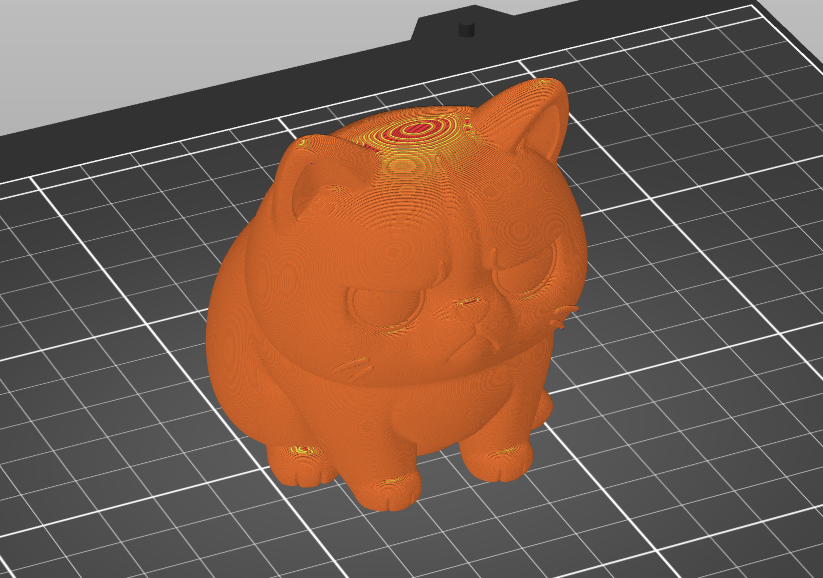
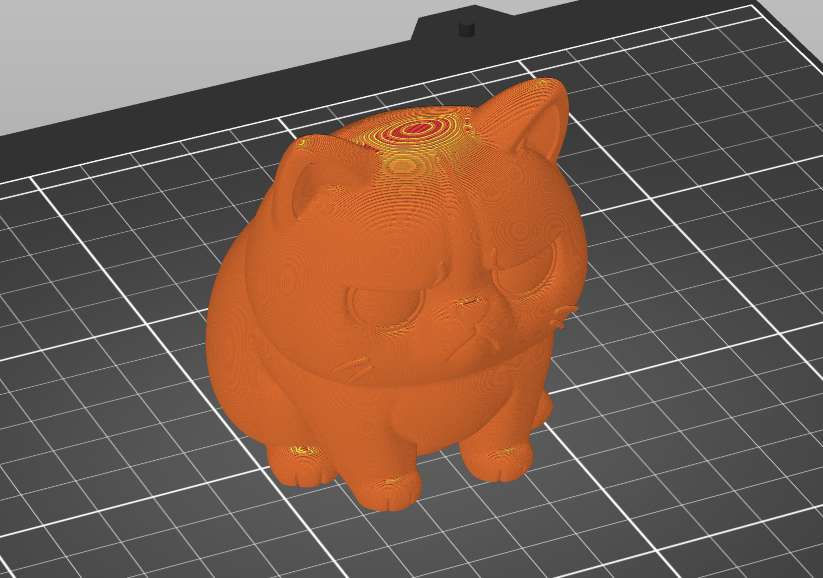
Création d’un objet de décoration 3D – Grumpy Cat
Coordonnées
-
Nom : Kashperuk
-
Prénom : Kristina
-
Adresse mail : Kristina.Kashperuk@etu.sorbonne-universite.fr
-
Cursus / Labo : Processus Innovation - au FABLAB
Introduction
-
Date de début du projet : 16/12/2025
-
Date de fin : 16/12/2025
Objectifs
L’objectif de ce projet était de concevoir et imprimer en 3D un objet décoratif pour une chambre, représentant le personnage Grumpy Cat.
Ce projet avait pour but de :
-
Comprendre le fonctionnement général de l’impression 3D
-
Savoir préparer un modèle 3D pour l’impression (slicing)
-
Maîtriser les paramètres essentiels d’impression
-
Produire un objet final esthétique et fonctionnel en tant que décoration
Contexte
Ce projet s’inscrit dans une démarche de découverte et de pratique de la fabrication additive, plus précisément l’impression 3D par dépôt de filament fondu (FDM). Il a été réalisé dans un cadre pédagogique afin de se familiariser avec les outils, logiciels et machines de fabrication numérique.
Matériaux / Outils / Machines
Matériaux
-
Filament : PLA "Machines 3D"
-
Diamètre du filament : 1,75 mm
-
Couleur : Dorée ("Gold")
Machines
-
Imprimante 3D : Imprimante FDM
-
Buse : 0,4 mm
Logiciels
-
Logiciel de slicing : PrusaSlicer
-
Logiciel de visualisation / récupération du modèle 3D :
-
Plateforme de modèles 3D Printables
-
Outils complémentaires
-
Spatule pour décoller l’objet du plateau
-
Clé USB pour le transfert du fichier G-code
Construction
Fichiers
-
Modèle 3D : Grumpy Cat (fichier STL)
-
Fichier d’impression : G-code généré via PrusaSlicer
Paramètres d’usinage / d’impression
-
Température de la buse : 200 °C
-
Température du plateau : 60 °C
-
Matériau : PLA
-
Remplissage (infill) : 20 %
-
Épaisseur de couche : 0,2 mm (qualité standard)
-
Vitesse d’impression : Paramètres par défaut PrusaSlicer
-
Supports : non
-
Adhérence plateau : Brim ou skirt (paramètres par défaut)
Étapes de fabrication
-
Sélection du modèle 3D “Grumpy Cat”
-
Importation du fichier STL dans PrusaSlicer
-
Réglage des paramètres d’impression
-
Génération du fichier G-code
-
Lancement de l’impression sur l’imprimante 3D
-
Retrait de l’objet une fois l’impression terminée
Visuels
-
Captures d’écran dans PrusaSlicer
-
Photo de l’objet final


Journal de bord
16/12/2025
-
Découverte de l’impression 3D
-
Choix d’un objet décoratif simple
-
Recherche d’un modèle 3D représentant Grumpy Cat
-
Importation du modèle dans PrusaSlicer
-
Ajustement des paramètres d’impression
-
Vérification de l’orientation et de la stabilité du modèle
-
Lancement de l’impression 3D
-
Surveillance du bon déroulement de l’impression
-
Retrait de l’objet du plateau
-
Résultat final : objet de décoration Grumpy Cat imprimé avec succès
Conclusion
Ce projet m’a permis de comprendre les bases de l’impression 3D, depuis la préparation du modèle jusqu’à l’obtention d’un objet final. L’impression de Grumpy Cat en tant qu’objet décoratif a été une expérience enrichissante, démontrant les possibilités créatives offertes par la fabrication numérique.
Projet 2 - Impression 3D
Nom du projet
Création d’un objet innovant 3D – Maquette de jouet interactif pour chat : Circuit à bille captive
Coordonnées
-
Nom : Kashperuk
-
Prénom : Kristina
-
Adresse mail : Kristina.Kashperuk@etu.sorbonne-universite.fr
-
Cursus / Labo : Processus Innovation - au FABLAB
Introduction
-
Date de début du projet : 16/01/2026
-
Date de fin : 16/01/2026
Objectifs
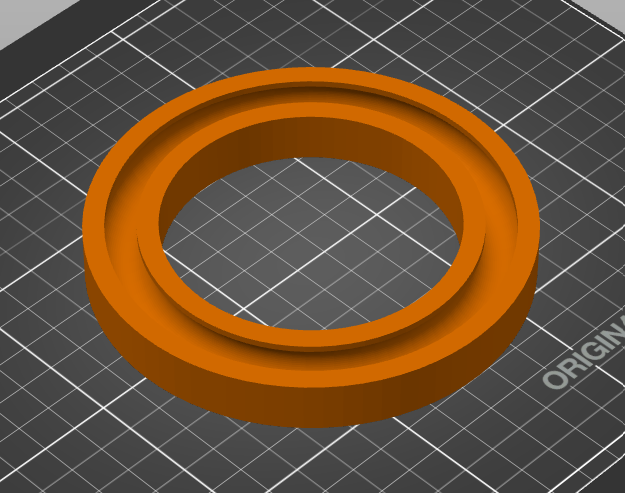
L’objectif de ce projet était de concevoir et d'imprimer une maquette fonctionnelle de jouet pour chat : un circuit circulaire (tube) contenant une bille mobile et impossible à extraire. Ce projet visait à :
-
Maîtriser la conception paramétrique sous OpenSCAD.
-
Gérer une pause programmée durant l'impression pour insérer un élément externe.
-
Comprendre les tolérances de mouvement (clearance) pour qu'un objet reste mobile après l'impression.
Contexte
Ce projet utilise la technique du "Print-in-place" avec insertion manuelle. Le défi technique résidait dans la synchronisation : la bille devait être prête avant que le tube ne commence à se refermer.
Matériaux / Outils / Machines
Matériaux
-
Filament : PLA "Machines 3D"
-
Diamètre du filament : 1,75 mm
-
Couleur : Violet ("Purple")
Machines
-
Imprimante 3D : Imprimante FDM
-
Buse : 0,4 mm
Logiciels
-
Logiciel de slicing : PrusaSlicer
-
Logiciel de visualisation / récupération du modèle 3D :
-
Plateforme de modèles 3D Printables
-
Outils complémentaires
-
Spatule pour décoller l’objet du plateau
-
Clé USB pour le transfert du fichier G-code
Construction
Fichiers
-
Fichiers Sources (.scad) : *
Ball_Kashperuk.scad: Code de conception de la bille.-
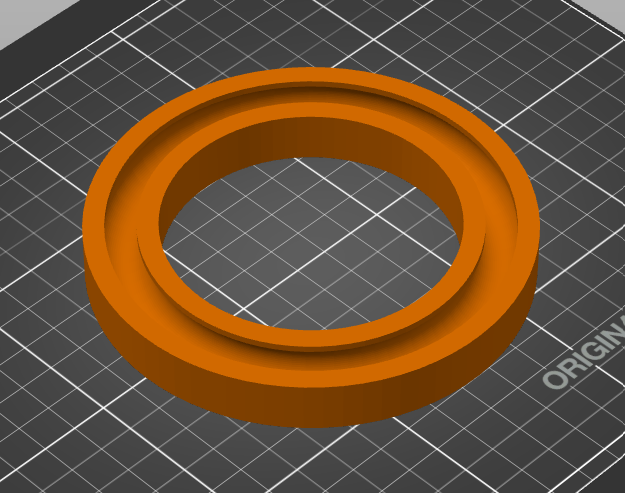
Rack_Kashperuk.scad: Code de conception du rail avec les paramètres de tunnel et de fente.
-
-
Modèles 3D générés : * Fichiers STL exportés depuis OpenSCAD pour chaque élément.
-
Fichiers d’impression (.bgcode) :
-
Ball_Kashperuk.bgcode: Fichier binaire généré via PrusaSlicer pour l'impression de la bille. -
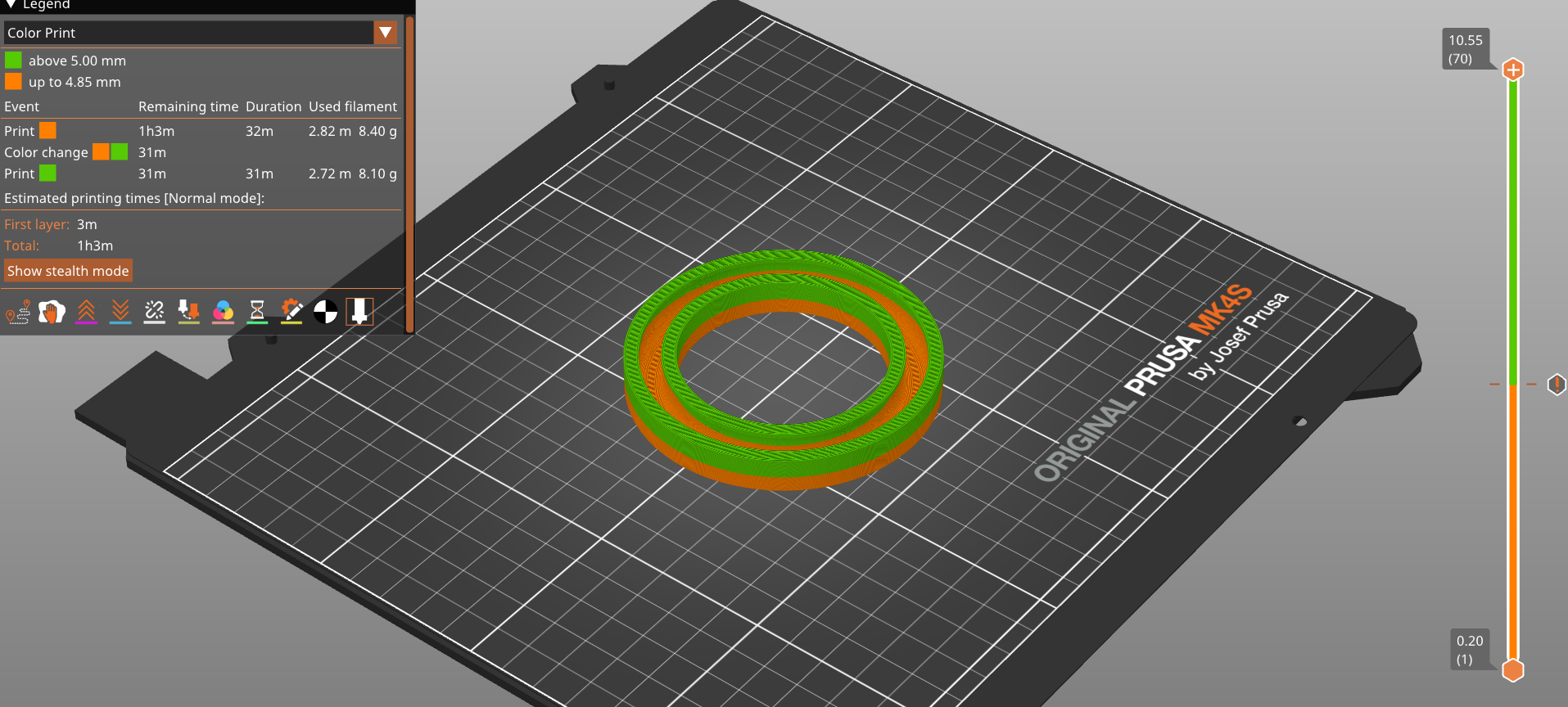
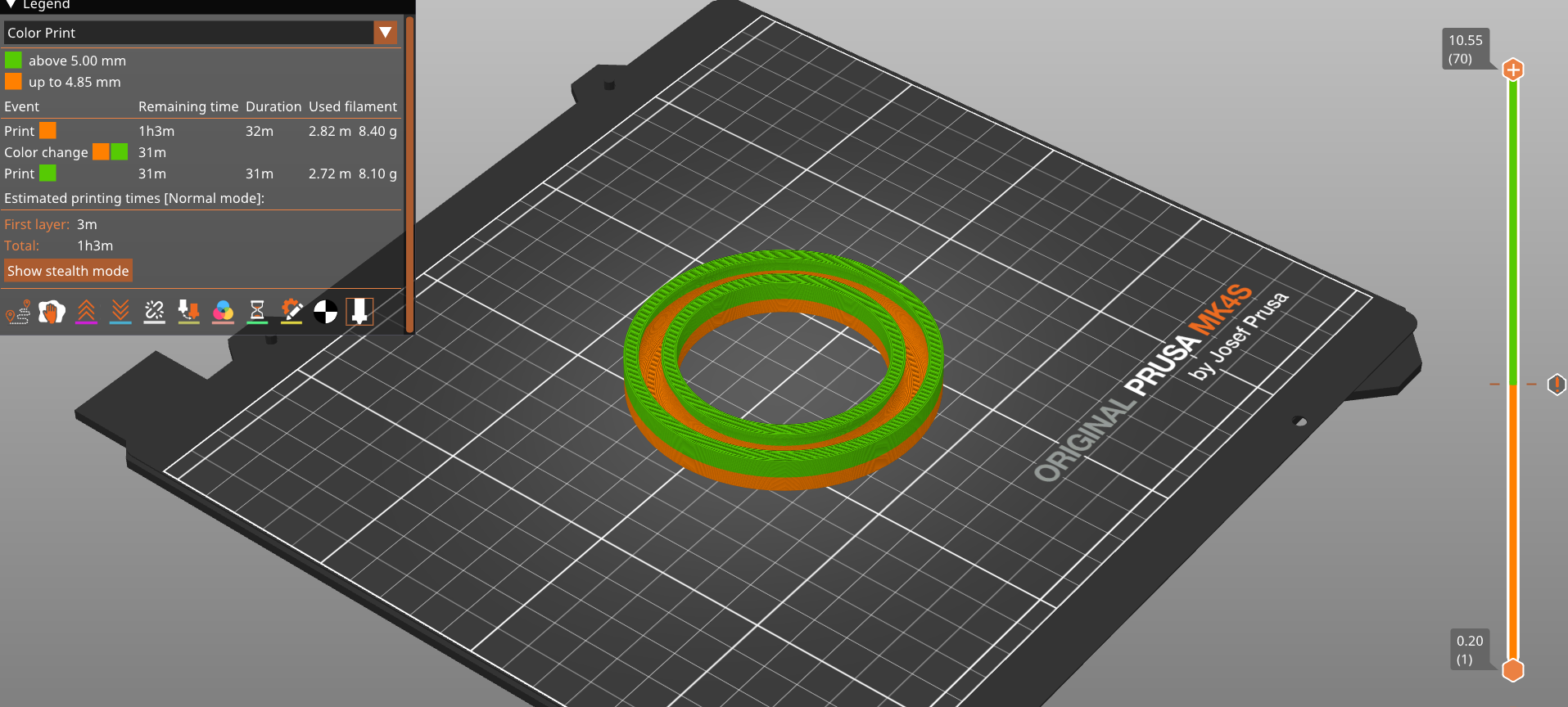
Rack_Kashperuk.bgcode: Fichier contenant la commande de pause (M600) à 32 minutes pour l'insertion de la bille.
-
Paramètres d’usinage / d’impression
-
Température : Buse 200 °C / Plateau 60 °C
-
Remplissage : 20 %
- Matériau : PLA
-
Épaisseur de couche : 0,2 mm
-
Temps total : 1h03 (32 min avant pause + 31 min après pause)
- Supports : non
- Adhérence plateau : Brim ou skirt (paramètres par défaut)
Étapes de fabrication
-
Conception du modèle paramétrique sur OpenSCAD.
-
Exportation de la bille seule et impression complète.
-
Exportation du rail et préparation du G-code sur PrusaSlicer avec une commande M600 (Pause) à la couche correspondant à la moitié du tunnel.
-
Lancement de l'impression du rail.
-
À 32 minutes, lors de la pause, insertion de la bille dans le rail.
-
Reprise de l'impression pour fermer la structure.
Évolution de la programmation
Initialement, j'avais écrit un programme unique pour imprimer la bille et le rail simultanément. Cependant, j'ai réalisé que lors de la pause automatique (nécessaire à la moitié de la hauteur du rail pour insérer la bille), la bille ne serait pas encore terminée ou serait difficile à détacher proprement pour l'insérer dans le tube.
J'ai donc décidé de scinder le projet en deux programmes distincts :
-
Le programme de la bille : Imprimé en premier pour avoir l'objet prêt et refroidi.
-
Le programme du rail : Configuré avec une pause à 32 minutes (moment où le tube commence à se refermer). Après l'insertion manuelle de la bille, les 31 minutes restantes ont été imprimées pour sceller le jouet.
Code OpenSCAD
1. Code de la "Ball" :
// Paramètres de base
ball_diameter = 12;
$fn = 75;
// Génération de la bille seule
sphere(d = ball_diameter);1. Code de la "Rack" :
// Paramètres
track_outer_radius = 60;
track_width = 20;
track_height = 15;
ball_diameter = 12;
clearance = 2.0; // Espace pour le roulement
$fn = 100;
tunnel_center_r = track_outer_radius - (track_width / 2);
tunnel_size = ball_diameter + clearance;
difference() {
// Corps principal (Le tore)
rotate_extrude()
translate([tunnel_center_r - (track_width/2), 0])
square([track_width, track_height]);
// Tunnel interne (Le vide pour la bille)
translate([0, 0, track_height / 2])
rotate_extrude()
translate([tunnel_center_r, 0])
circle(d = tunnel_size);
// Fente supérieure (Ouverture pour le chat, plus étroite que la bille)
translate([0, 0, track_height - 1])
rotate_extrude()
translate([tunnel_center_r, 0])
square([ball_diameter * 0.7, 5], center = true);
}Visuels
-
Captures d’écran dans PrusaSlicer
- Pause d'impression
-
Video-presentation de l’objet final
Journal de bord
16/01/2026
-
Développement du code OpenSCAD et calcul des rayons de courbure.
-
Analyse du workflow. Décision de séparer les fichiers pour garantir que la bille soit disponible au moment de la pause.
-
Impression de la bille (12mm).
-
Slicing du rail et identification de la couche de pause (début de la courbure intérieure).
-
Lancement du rail.
-
Pause de l'imprimante. Insertion de la bille.
-
Fin de l'impression. La bille est parfaitement captive et roule librement.
Conclusion
Ce projet a été un succès. La séparation du code en deux étapes était la solution optimale pour gérer les contraintes de temps de l'imprimante. Le résultat est un objet interactif fonctionnel qui démontre l'utilité des pauses programmées pour créer des mécanismes complexes "imprimés dans la masse".
No Comments