Mohamed Amine Moubarrad
M1 Management de l'Innovation - Mohamed Amine MOUBARRAD - Mohamed_Amine.Moubarrad@etu.sorbonne-universite.fr
Contexte : Ces exercices ont été réalisés dans le cadre de l'UE UM4MN011 - Processus d'innovation
Dates : Du 16 décembre 2025 au 9 février 2026.
Machines et Matériaux : Toutes les impressions ont été effectuées sur les imprimantes 3D Prusa MK4S avec du filament PLA.
Exercice 1 : Découverte de l’impression 3D à partir d’un modèle existant – Brique LEGO 2×4
Objectifs :
- Découvrir l’impression 3D à partir d’un modèle existant
- Comprendre le rôle du slicer et des paramètres d’impression
- Observer le comportement d’un objet imprimé lors de son utilisation réelle
- Comparer un objet imprimé en 3D à un objet industriel standardisé
Présentation du projet :
Dans le cadre de ce premier exercice, l’objectif principal était de découvrir le fonctionnement de l’impression 3D en s’appuyant sur des modèles déjà existants dans la section printables de PrusaSlicer.
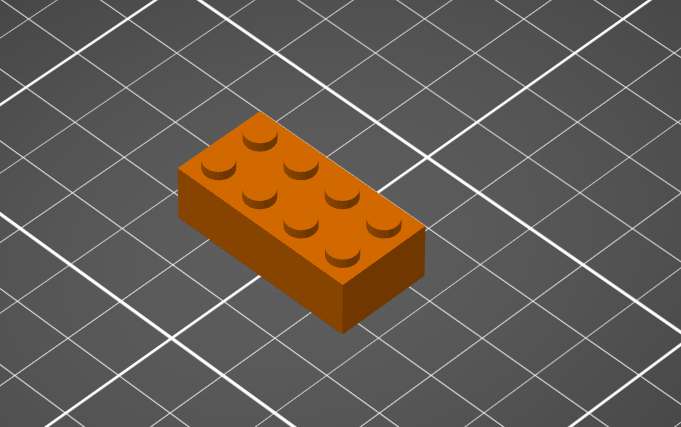
Étant personnellement un grand fan de LEGO, j’ai choisi d’imprimer une brique LEGO 2x4 que j'ai retrouvée sur la section printables, un objet simple en apparence mais techniquement intéressant, notamment en raison de son système d’assemblage emblématique du LEGO Group appelé The Stud & Tube.
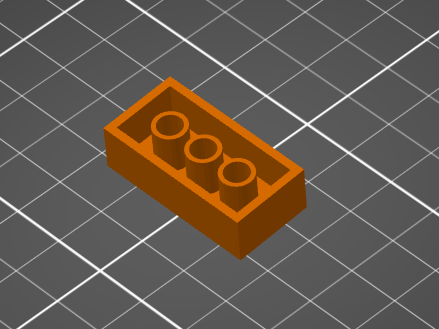
J’ai choisi une brique LEGO 2×4 car elle possède une géométrie simple mais extrêmement précise, avec des studs sur la face supérieure et des tubes internes sur la face inférieure, ce qui lui donne une fonction d’assemblage claire, fiable et facilement testable.
Processus d’impression :
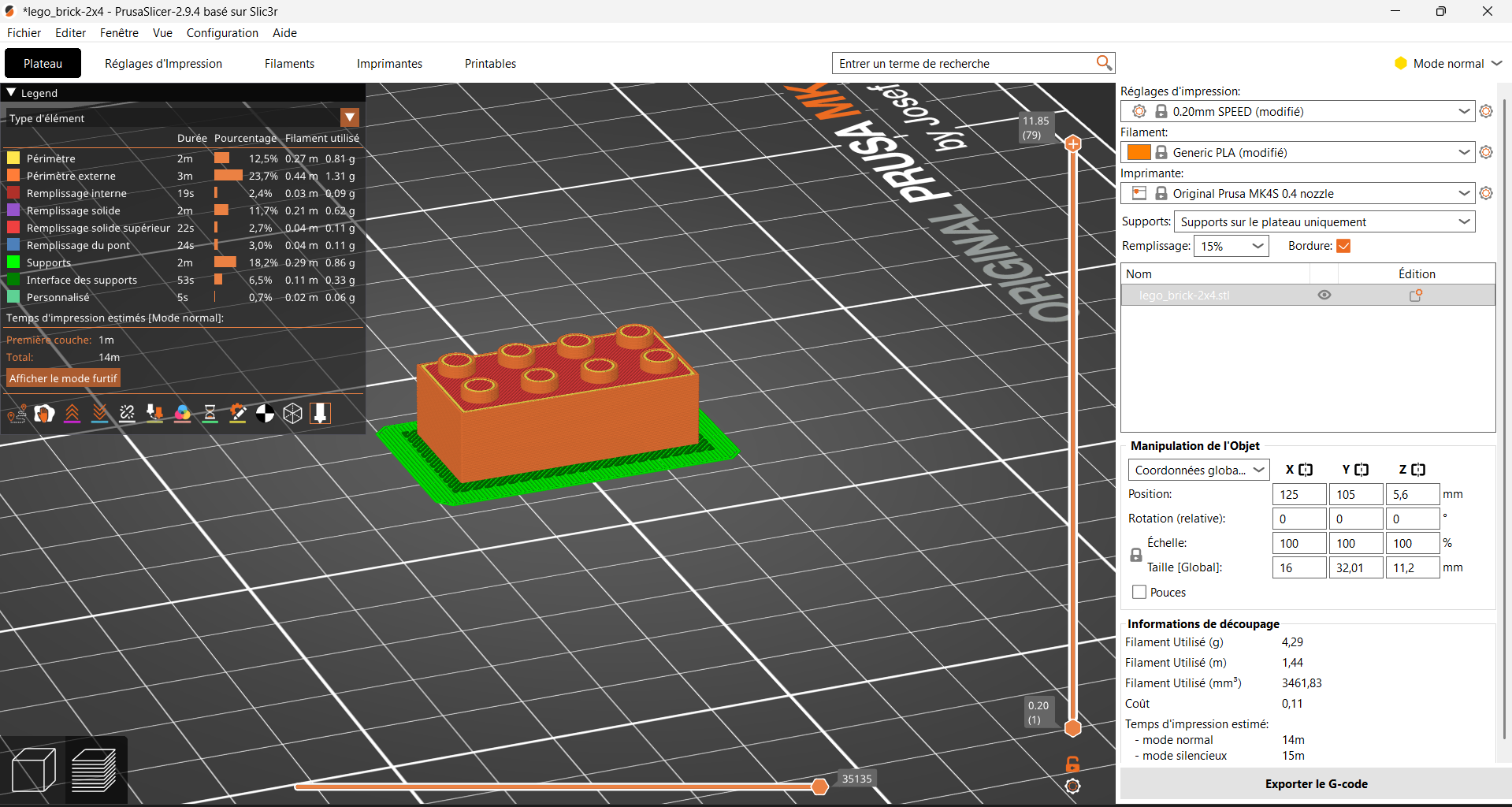
Le modèle a été importé dans le logiciel slicer PrusaSlicer puis préparé pour l’impression 3D.
Les paramètres ont été laissés standards afin de rester dans une logique de découverte, sans optimisation avancée.
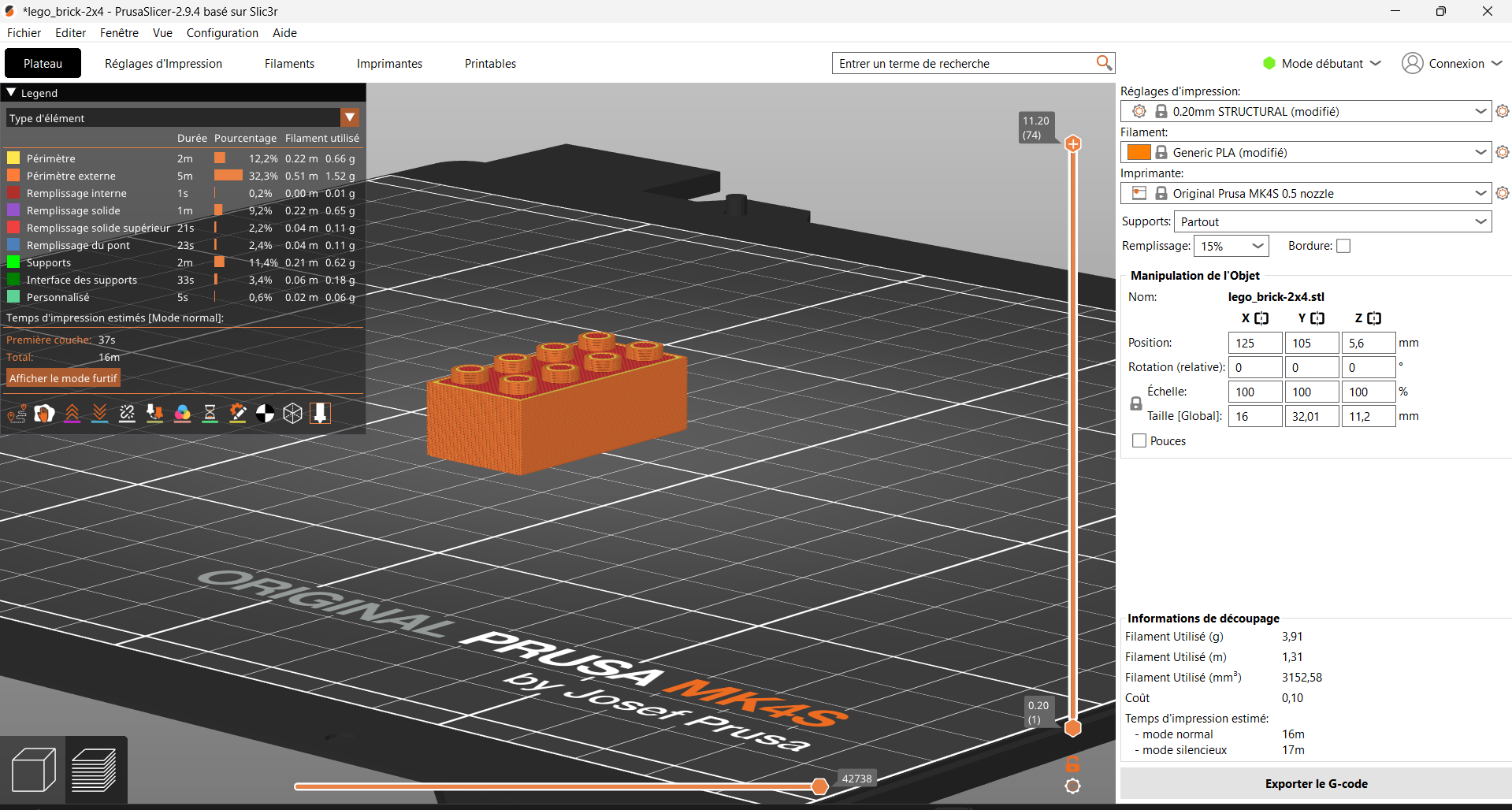
La température de la buse de l'imprimante était réglée à 200 °C et celle du plateau à 60 °C.
Après l’impression, la pièce a été retirée du plateau et nettoyée de ces supports avant les tests d’assemblage avec de vraies briques LEGO.
Analyse et défauts observés :
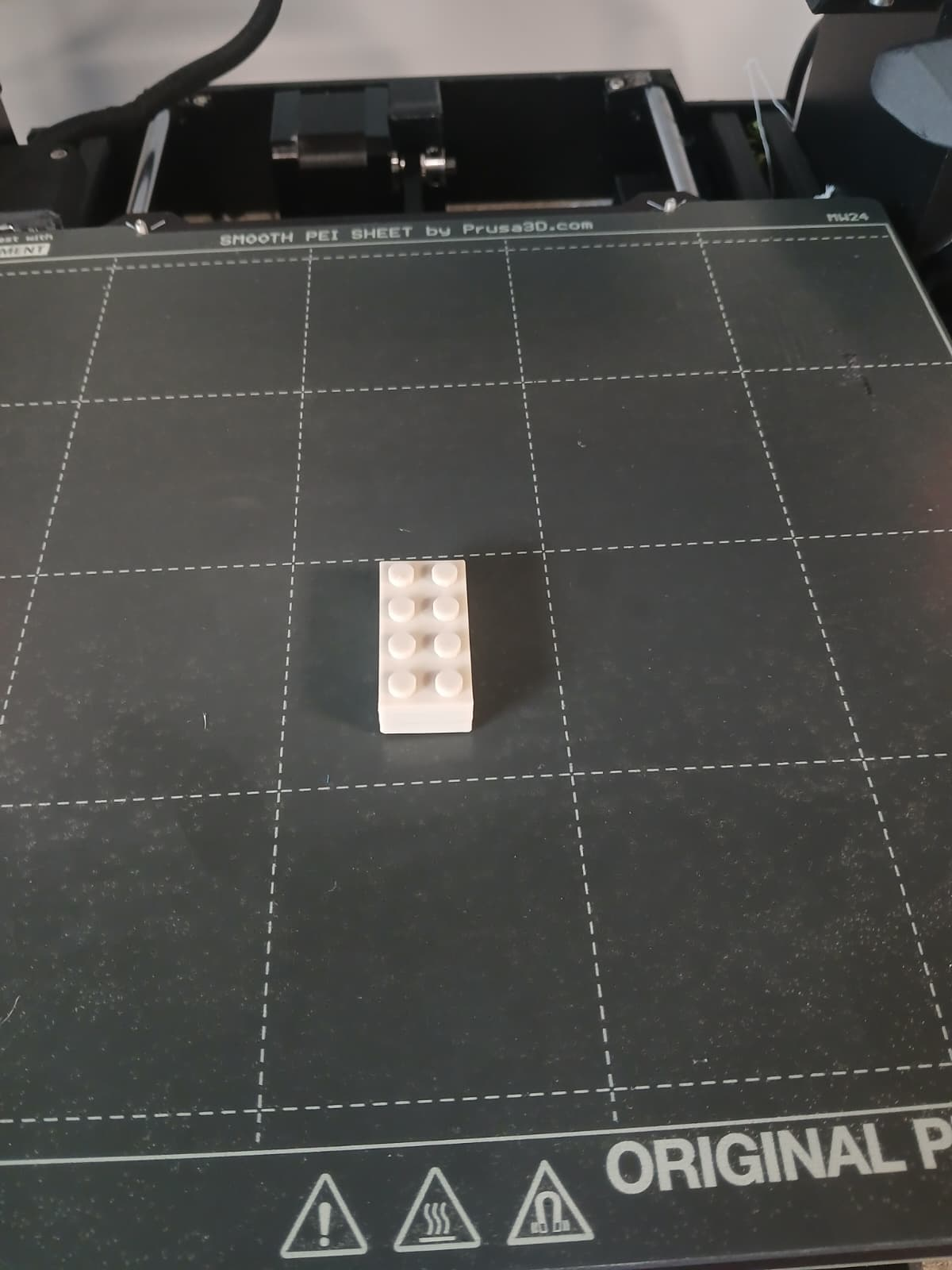
Une fois imprimée, la brique présente une forme globalement fidèle au modèle original

Cependant, on observe un léger décalage au niveau de la base de la pièce.
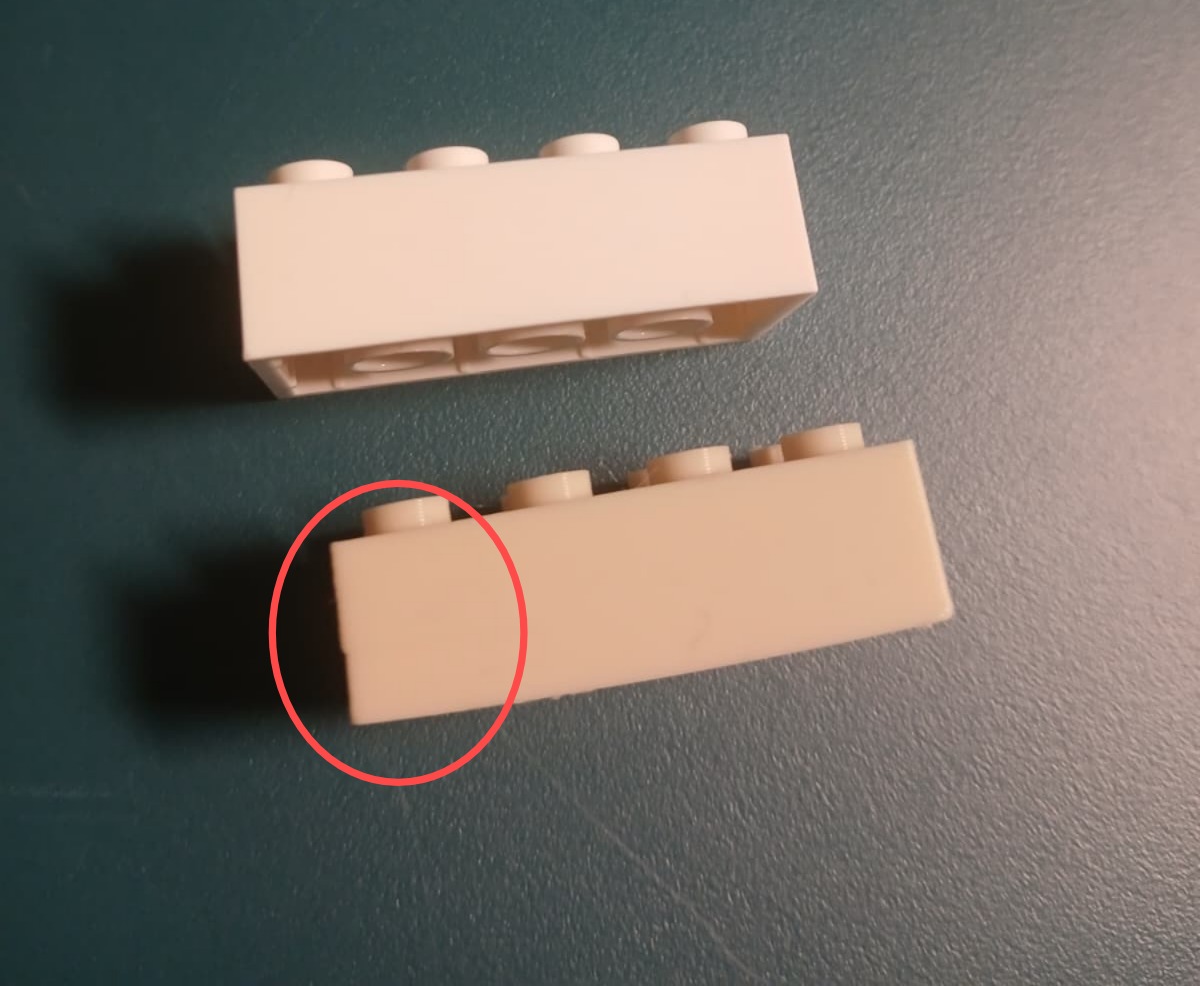
Après quelques recherches, j’ai compris que ce défaut correspond à un décalage de couches, appelé layer shift en anglais. Cela signifie que, pendant l’impression, les couches ne se sont plus alignées correctement les unes sur les autres.
La cause la plus probable est une collision pendant l’impression. La tête d’impression a probablement touché la pièce, ce qui peut arriver si le plastique se relève légèrement.
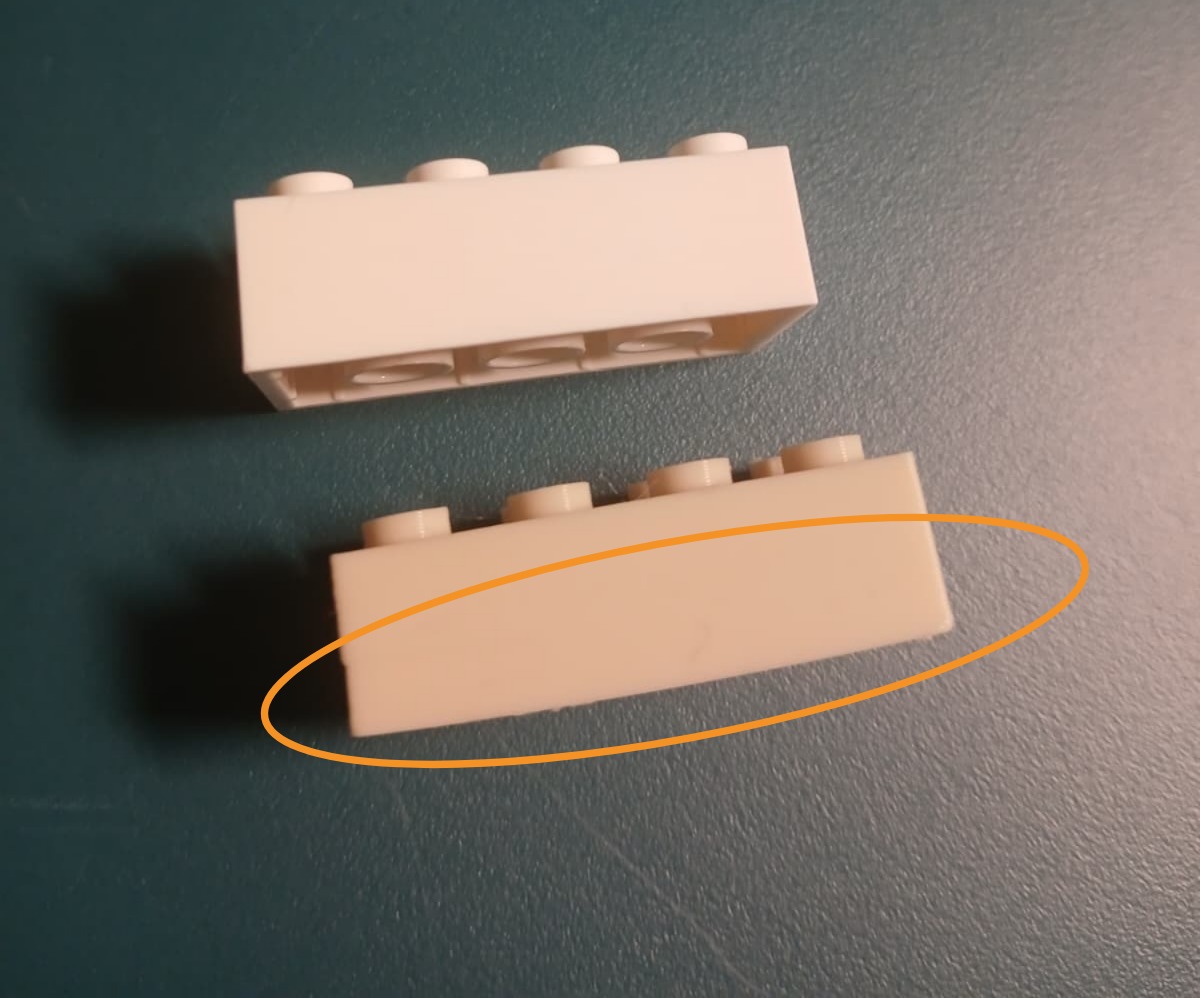
Monsieur Simon m’a également signalé qu’une déformation au bas de la pièce, causée par du warping était présente.
Le warping est visible sur la photo ci-dessous.
Ce phénomène est lié à un refroidissement inégal du matériau, qui provoque un soulèvement des coins de la pièce. Ce soulèvement peut entraîner un choc avec la tête d’impression et provoquer le décalage des couches suivantes.
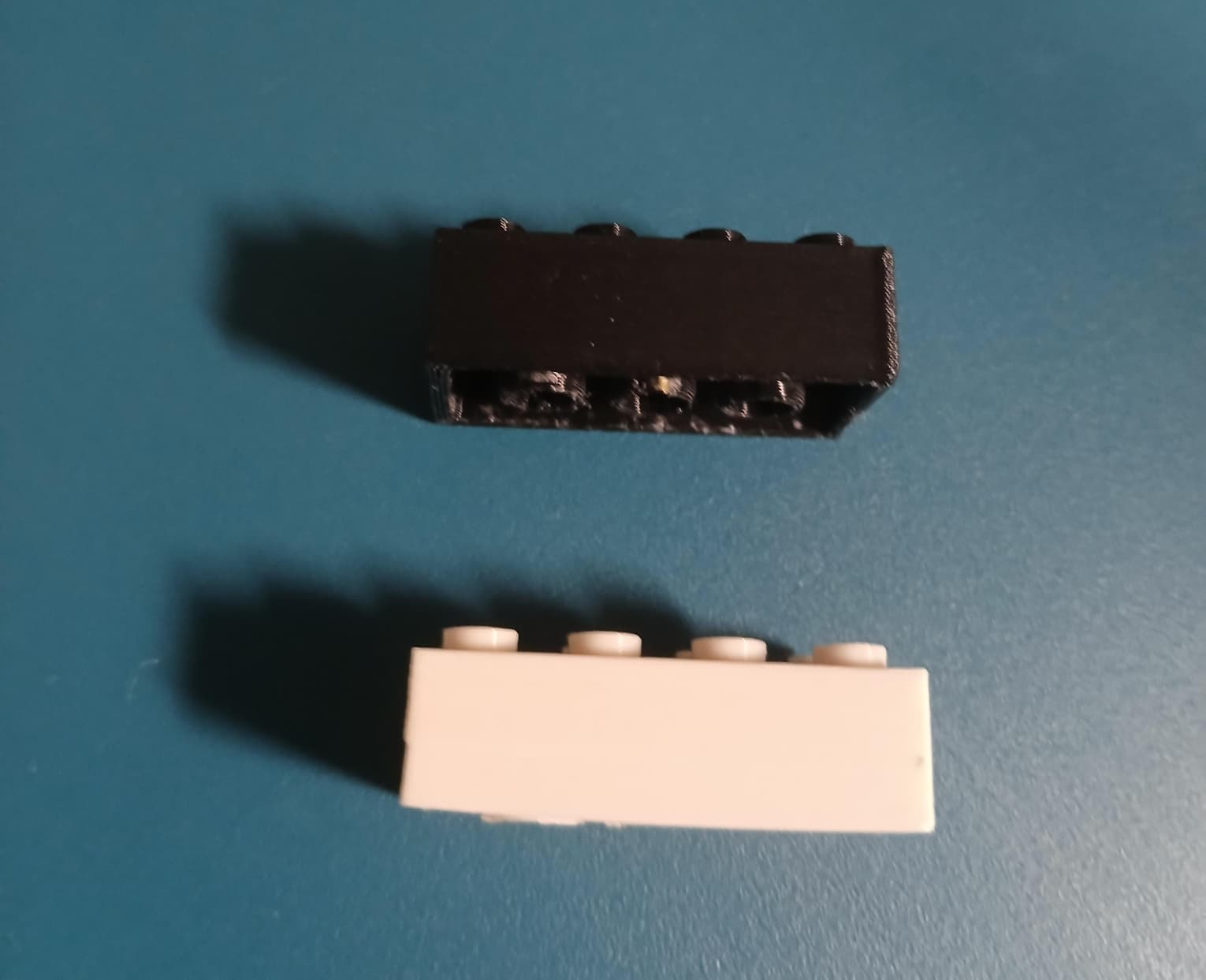
Les tests d’assemblage montrent que l’emboîtement est possible, mais qu’il n’est ni parfaitement aligné ni aussi précis que celui entre deux briques LEGO officielles.
Ajustements et améliorations :
Afin de limiter ces problèmes, j’ai effectué des recherches supplémentaires et utilisé le mode normal de PrusaSlicer, ce qui permet de modifier davantage les paramètres pour améliorer l’adhérence au plateau et réduire le warping :
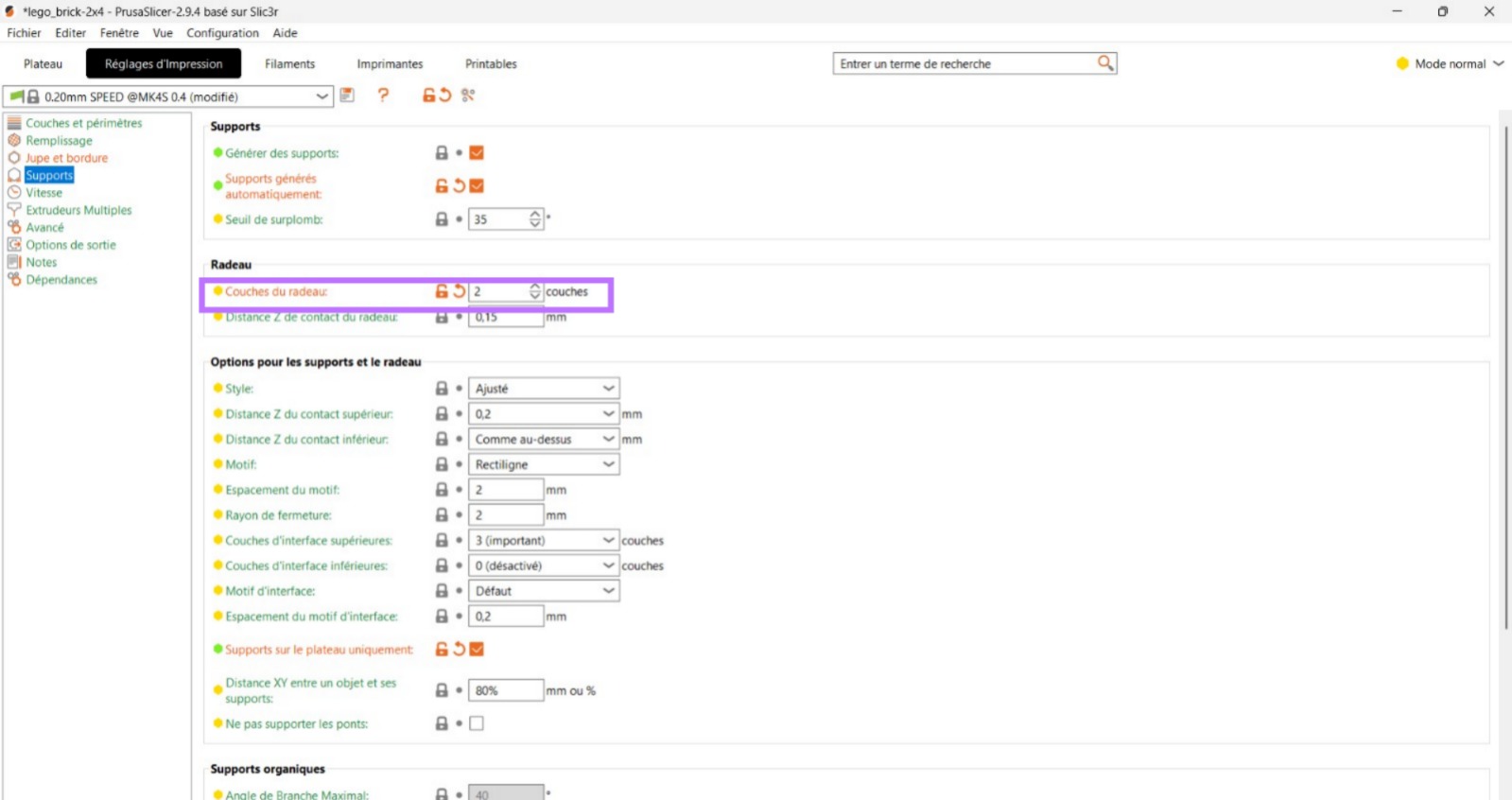
La valeur de la bordure extérieure a été modifiée : 8 mm au lieu de 5 mm.
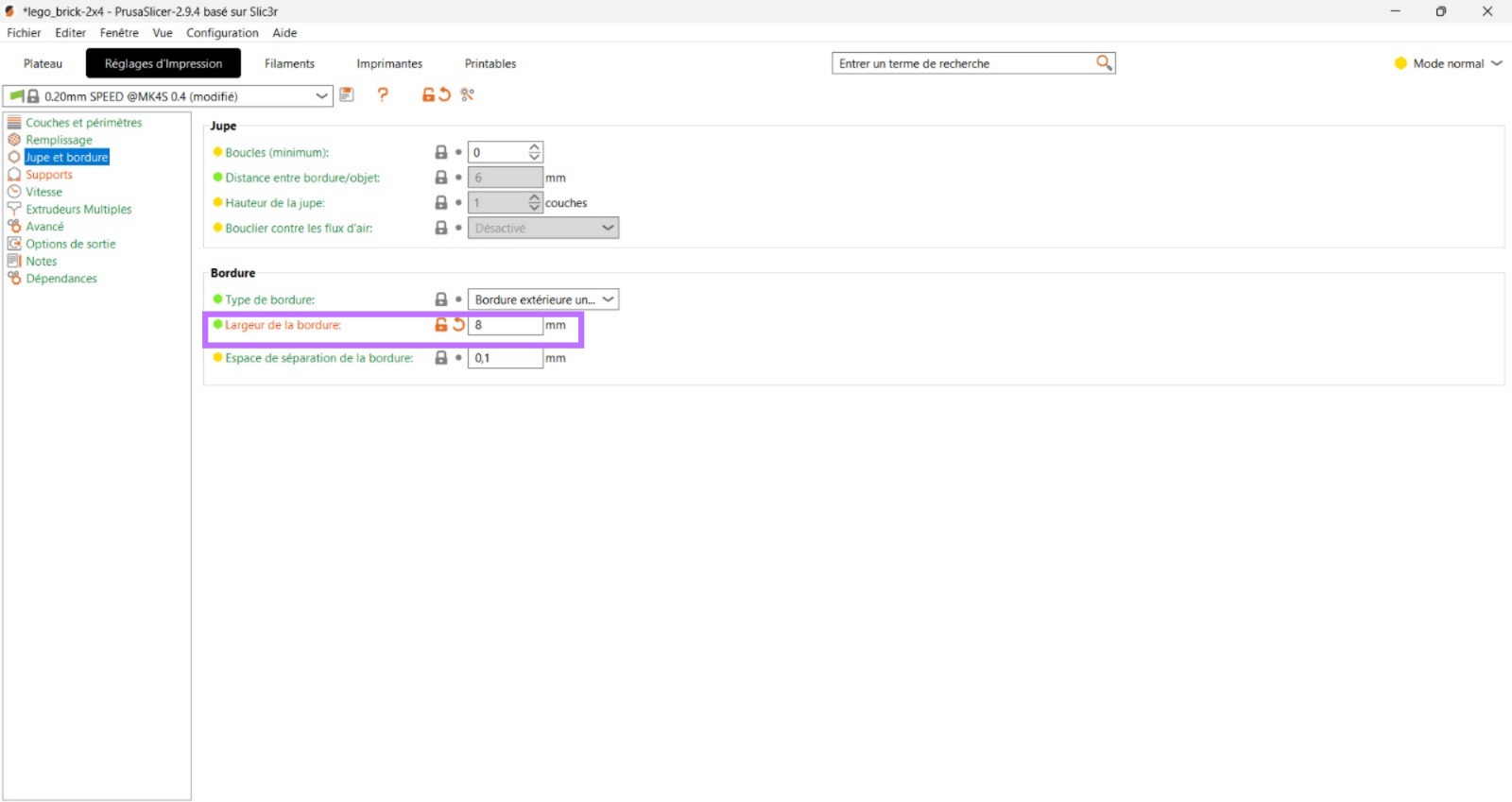
2 couches de radeau ont également été ajoutées.
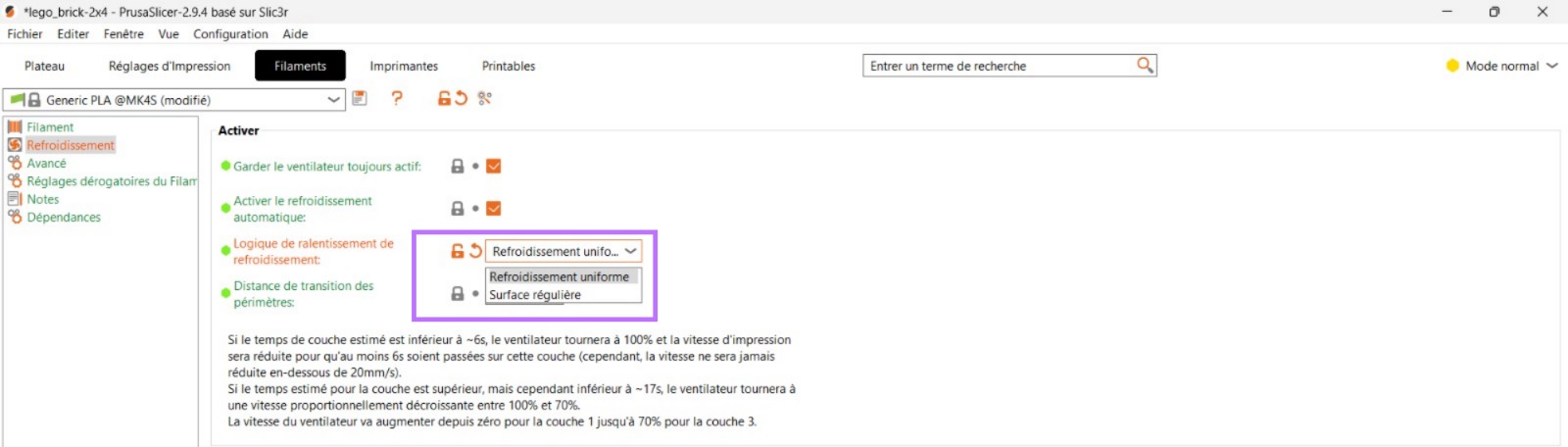
la logique de ralentissement du refroidissement a été réglée sur « Refroidissement uniforme » pour garder une température plus stable, surtout sur les couches imprimées très rapidement, ce qui évite les gros écarts de chaleur responsables des déformations.
Ces ajustements ont permis d'éviter le layer shift et le warping de la pièce pendant l’impression.
Résultat final :
La pièce obtenue après ajustement présente une meilleure stabilité à l’impression et moins de déformations visibles.
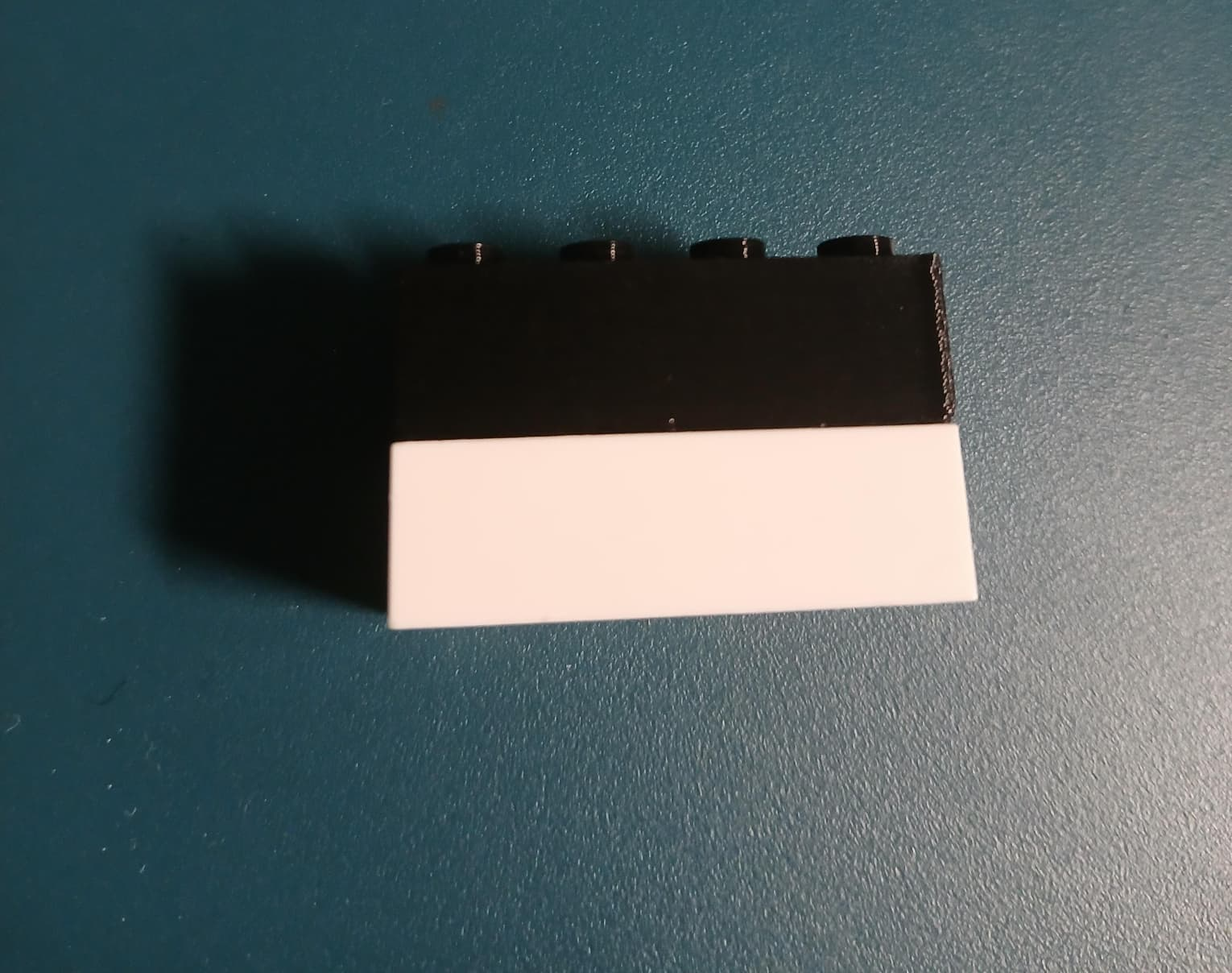
L’assemblage avec des briques LEGO officielles reste possible, bien que la précision reste inférieure à celle d’un produit industriel.
Conclusion :
Cet exercice m’a permis de découvrir concrètement l’impression 3D à partir d’un modèle existant, tout en mettant en évidence les limites de cette technologie face à un objet industriel simple de haute précision comme une brique LEGO 2x4.
Il montre que, même pour un objet simple en apparence, la maîtrise des paramètres d’impression est essentielle pour obtenir un résultat fonctionnel et précis.
L’expérimentation de différents réglages dans le slicer (températures, bordure, radeau, logique de refroidissement) m’a également permis de comprendre leur impact direct sur la qualité de l’impression.
De simples ajustements peuvent fortement améliorer l’adhérence au plateau, limiter le warping et éviter des défauts comme le décalage de couches.
Cet exercice met en évidence le rôle central du slicer et montre que l’impression 3D n’est pas seulement une question de machine, mais aussi de réglages et de compréhension du comportement du matériau.
Exercice 2 : Impression d'un objet où on insère un aimant : un magnet pour le frigo
Objectifs :
- Modéliser un objet simple en 3D.
- Comprendre comment prévoir un espace pour intégrer un élément extérieur.
- Utiliser la fonction de pause pendant l’impression 3D.
- Intégrer un aimant directement dans la pièce imprimée.
- Vérifier la précision des dimensions par rapport à un objet réel.
Présentation du projet :
Dans le cadre de ce deuxième exercice, l’objectif était de modéliser un objet en 3D sur un outil de modélisation puis de le fabriquer par impression 3D en intégrant une pause d’impression, afin d’ajouter un élément extérieur directement pendant le processus.
J’ai choisi d’intégrer un aimant, dans le but de réaliser un aimant de réfrigérateur en forme de plante en pot.

L’idée du projet m’est venue après être tombé par hasard sur cette vidéo sur YouTube montrant un objet imprimé avec un aimant intégré à la fin de l’impression.
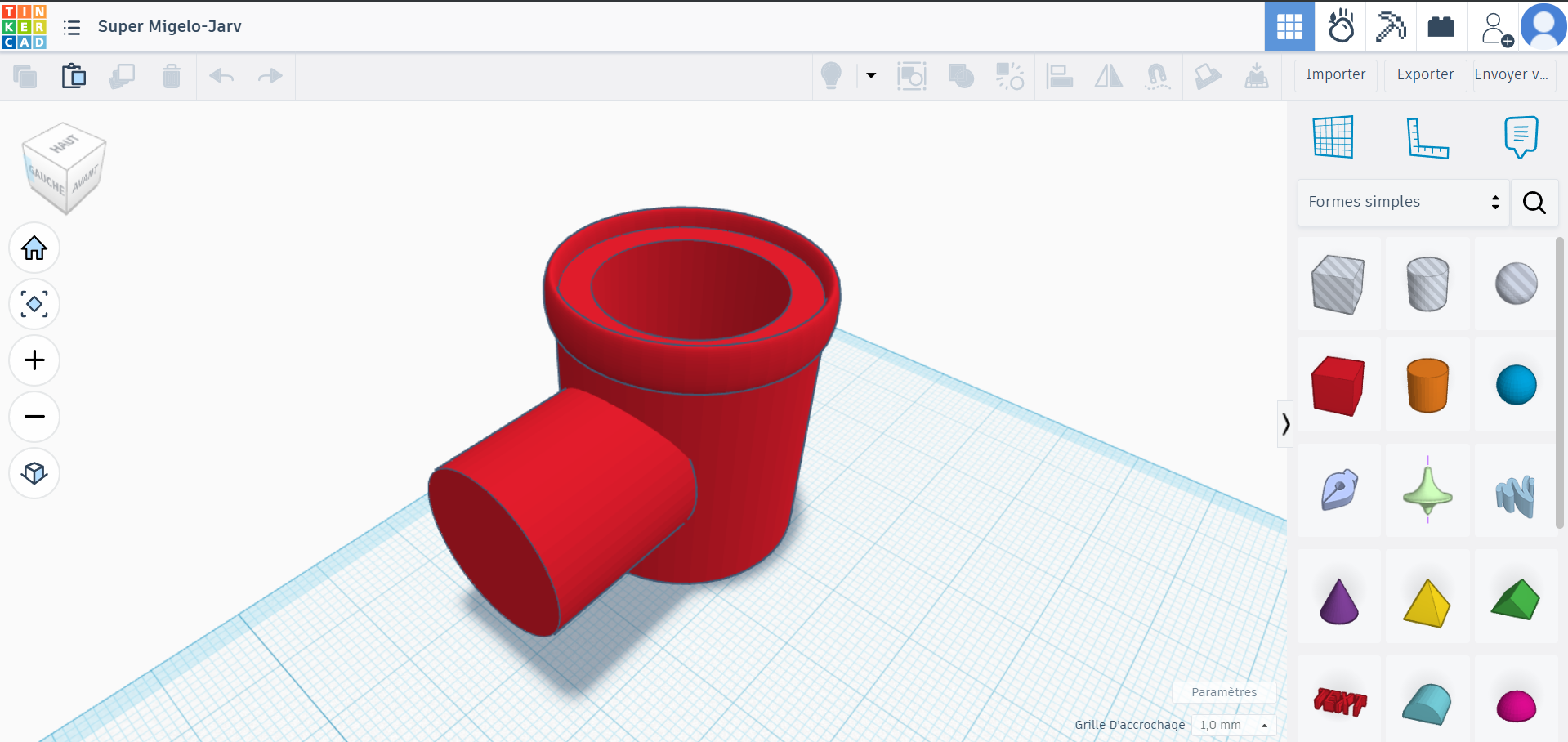
À partir de cette inspiration, j’ai décidé de recréer un pot similaire sur Tinkercad, en utilisant uniquement des formes simples et d'intégré l'aimant pendant l'impression.
Prise des mesures :
Avant la modélisation, j’ai mesuré les dimensions de l’aimant à l’aide d’un pied à coulisse numérique afin de garantir un ajustement correct dans le modèle 3D de l'espace où je vais intégrer l'aimant.


Grace à ses mesures j'ai pu définir :
-
Le diamètre de l’aimant : 14.70 mm
-
Son hauteur afin de déterminer la profondeur de la fente : 5.04 mm
Modélisation sur Tinkercad :
J’ai créer un pot sur TinkerCAD en utilisant les formes de base, voici les étapes de la modélisation :
Étape 1 : Création de la base du pot :
- Glisser-déposer un cylindre plein sur le plan de travail
- Redimensionner le cylindre à environ 30 mm × 30 mm × 30 mm
Étape 2 : Création du volume intérieur (perçage):
- Ajouter un second cylindre
- Le définir comme “Hole” (perçage)
- Redimensionner ce cylindre à environ 27 mm × 27 mm × 35 mm
- Remonter le cylindre de perçage de 2 mm au-dessus du plan de travail
Étape 3 : Alignement :
- Sélectionner les deux formes
- Utiliser l’outil Align
- Centrer parfaitement le cylindre de perçage à l’intérieur du cylindre principal
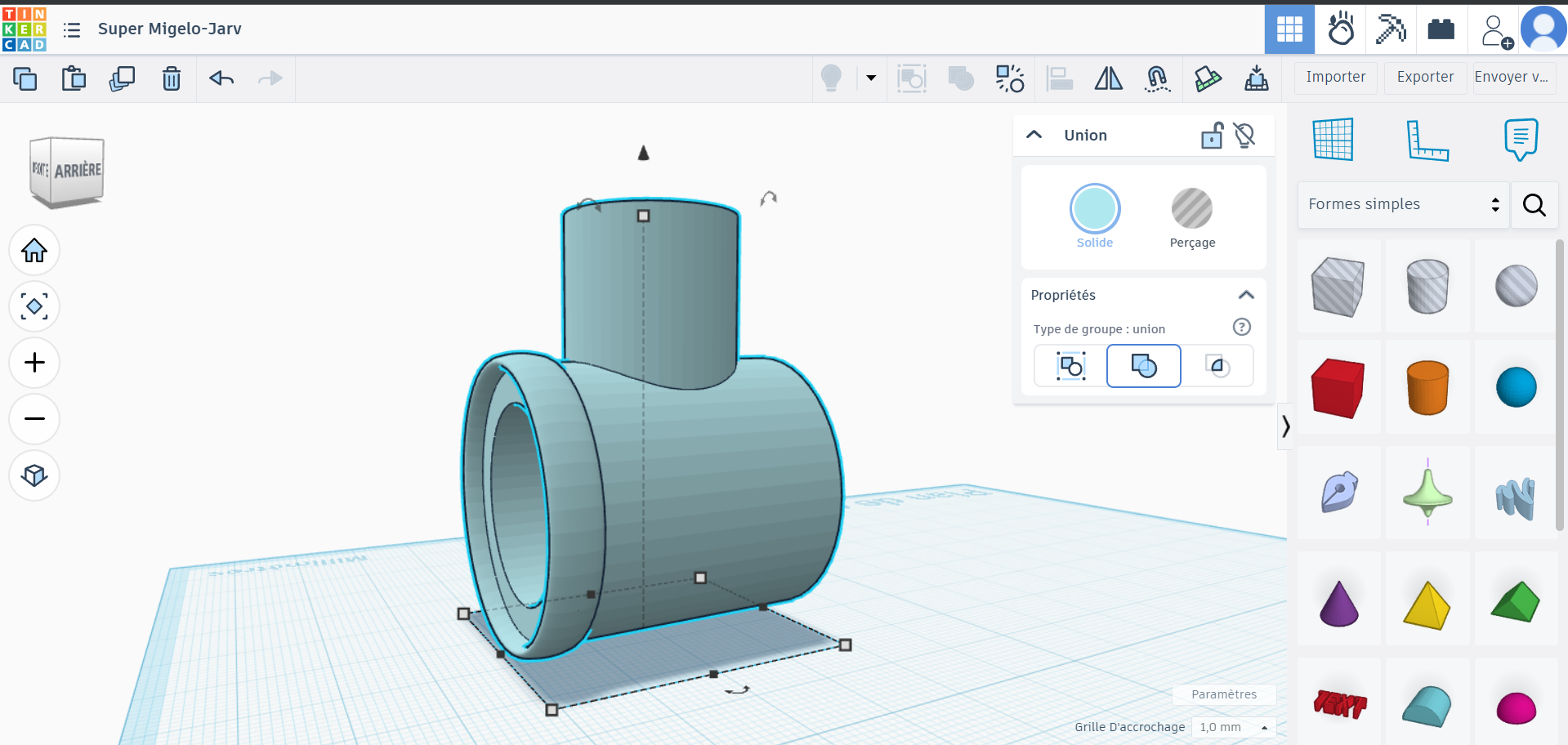
Étape 4 : Création de l’anneau supérieur :
- Ajouter un nouveau cylindre plein
- Le redimensionner légèrement plus large que le pot (ex : 32 mm × 32 mm × 5 mm)
- Ajouter un cylindre “Hole” à l’intérieur (ex : 27 mm × 27 mm × 5 mm)
- Aligner les deux cylindres
- Grouper pour créer un anneau
- Positionner l’anneau sur le haut du pot
Étape 5 : Groupement final :
- Sélectionner le pot creux et l’anneau
- Grouper l’ensemble pour obtenir la forme finale
Essai 1 – Première impression :
Lors du premier essai :
le modèle a été imprimé tel quel
le logement pour l’aimant était intégré directement dans la modélisation

Problèmes observés :
Warping sur certaines zones
Parois légèrement irrégulières
Ajustement de l’aimant imprécis
Cet essai m'a permis d’identifier les limites du mode débutant et le manque de précision dans les dimensions.
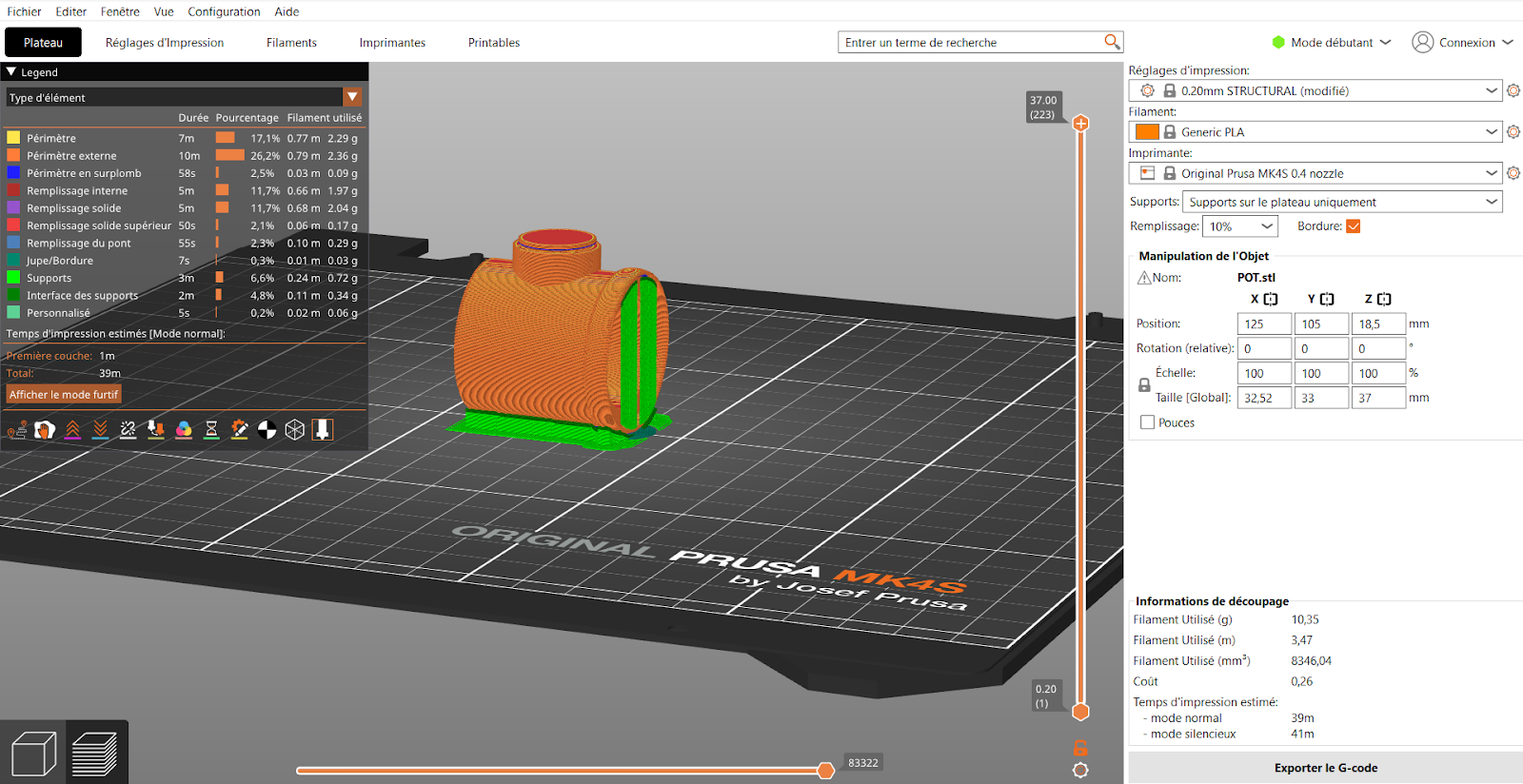
Essai 2 – Impression avec intégration d'un volume négatif sur PrusaSlicer :
Lors de ce deuxième essai, j’ai utilisé une autre approche :
J'ai remodélisé le pot sur TinkerCad sans logement et j'ai augmenté les dimensions.
J'ai rajouté un volume négatif dans PrusaSlicer pour créer l’espace de l’aimant en grâce à ce tutoriel à fin de :
- programmer une pause à la hauteur du logement (grâce à ce tutoriel)
- faire l'insertion manuelle de l’aimant
- reprendre l’impression

Résultats :
Forme globale plus propre
Meilleure cohérence d’impression
Problèmes :
Volume négatif mal positionné (vous pouvez voir sur la photo qu'il est un peu bancal)
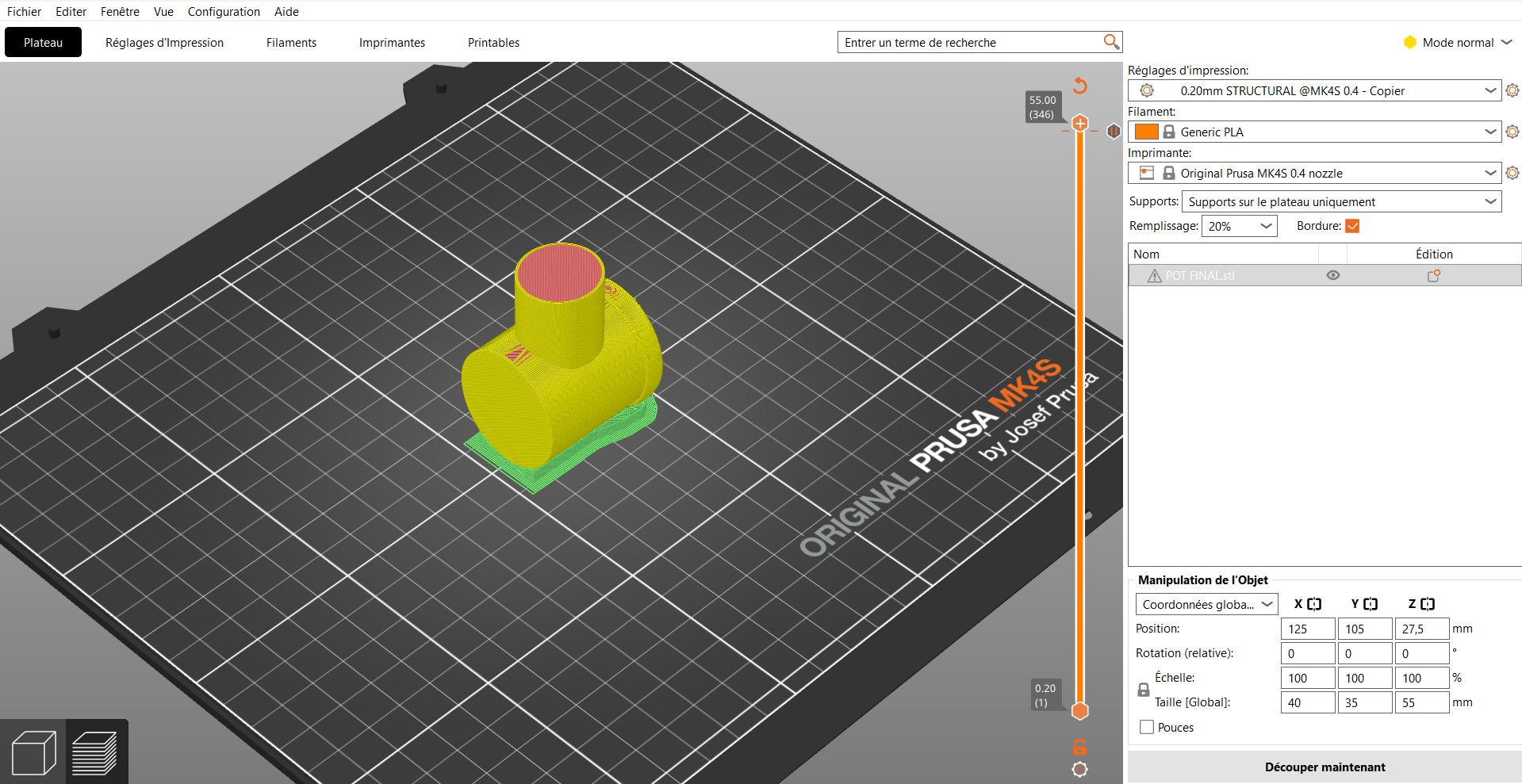
J'ai donc corrigé la position du volume négatif

L’intégration de l’aimant dans le pot permet une fixation fonctionnelle sur une surface métallique :D (Enfin ^^")

Vu que j'ai customiser puis augmenter la taille de mon pot, j'ai du augmenter la taille de la plante pour qu'elle puisse s'inserer facilement dans le pot
Résultat final :

Le résultat final est fonctionnel : l’aimant est bien intégré dans la pièce et permet au pot de tenir correctement sur un réfrigérateur.
La forme générale du pot est respectée et facilement reconnaissable. Cependant, on observe quelques défauts liés à l’impression 3D, notamment une ligne de jonction visible sur le devant ainsi que de légères irrégularités sur les parois.
Concernant la taille finale de l’objet, celui-ci est légèrement plus grand que prévu. Cela s’explique par le fait que la modélisation a été réalisée manuellement, avec une priorité donnée à l’intégration de l’aimant plutôt qu’au respect exact des dimensions globales du modèle de référence.
Globalement, le résultat est satisfaisant pour un prototype : il valide à la fois le concept, la méthode d’intégration d’un élément externe pendant l’impression et la cohérence entre modélisation et fabrication.
Conclusion :
Cet exercice m’a permis de découvrir des technique avancée de l’impression 3D : l’intégration d'un volume négatif et d'une pause pour ajoute un élément externe pendant l’impression.
Il montre que la réussite d'un projet repose sur :
- la précision des mesures
- l’anticipation dans la modélisation
- la maîtrise du slicer
- beaucoup de patience
Même avec un objet simple, une petite erreur de dimension peut impacter directement le résultat final.
No Comments