Samuel VALENTIN & Berfin DANISMAN
- Samuel Valentin / Berfin Danisman
- samuel.valentin@etu.sorbonne-universite.fr / berfin.danisman@etu.sorbonne-universite.fr
- M1 Management de l'innovation / Processus d'innovation
- Première impression : 16/12/2025
- Deuxième impression : 05/02/2026
I. Impression d'un logo 3D
Contexte
Dans le cadre de l'UE "Processus d'Innovation", nous nous initions au prototypage en vu d'imaginer et concevoir le prototype de notre bien ou service innovant lié à notre PPE (Projet Pédagogique Encadré) qui est au cœur de notre parcours en Management de l'Innovation.
Objectifs
Etape 1 : Réaliser un objet simple pour comprendre le processus de création et l'utilisation de la l'imprimante 3D (Original Prusa MK4S 0.4 nozzle).
Visualisation de l'objet sur PrusaSlicer
Machines / Logiciels utilisées
- Imprimante Original Prusa MK4S 0.4 nozzle
- Logiciel PrusaSlicer
- Adobe Illustrator
- Blender
Processus de réalisation
(Fichiers, photos, code, explications, paramètres d'usinage, photos, captures d'écran...)
Étape 1
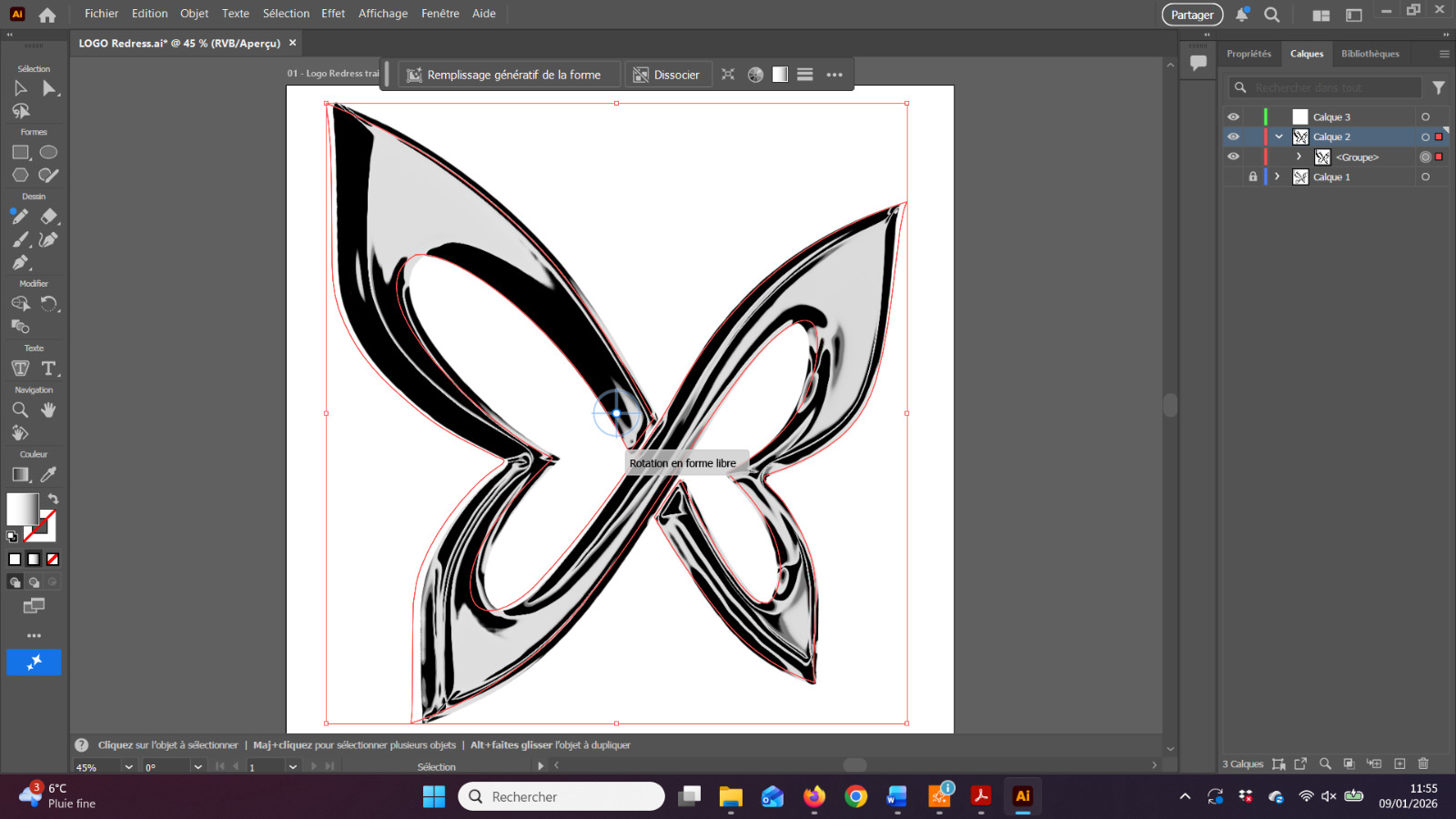
Réalisation du logo en 3D sur Illustrator.
Étape 2
Transfert du fichier sur Blender pour pouvoir l'enregistrer au format " .stl ", afin de pouvoir l'ouvrir dans le logiciel PrusaSlicer.
Étape 3
En mode débutant, paramétrage de l'impression et de la taille de notre logo de manière à obtenir une impression rapide (environ 20 min).
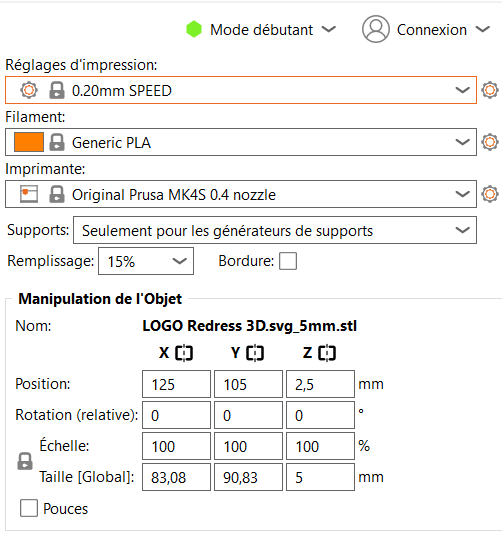
Paramètres et dimensions utilisées
On notera que nous n'avons pas eu besoin de support, car l'objet est plat. On a opté pour un faible remplissage et une impression réglée sur SPEED, avec une hauteur de couche assez importante, 0.20 mm pour être le plus rapide possible.
Étape 4
Lancement de l'impression. Matériel utilisé : PLA standard violet.
Objet terminé
![]()
II. Tentative d'impression d'un objet à assemblage mécanique
Contexte
1. Choix du modèle et préparation logicielle
L’objectif de cette séance consistait à réaliser l’impression 3D d’un objet impliquant une action mécanique. Nous avons porté notre choix sur une boîte emboîtable en forme de cœur, sélectionnée sur la plateforme Free3D (https://free3d.com/fr/3d-model/heart-shaped-box-v1--637193.html?dd_referrer=)
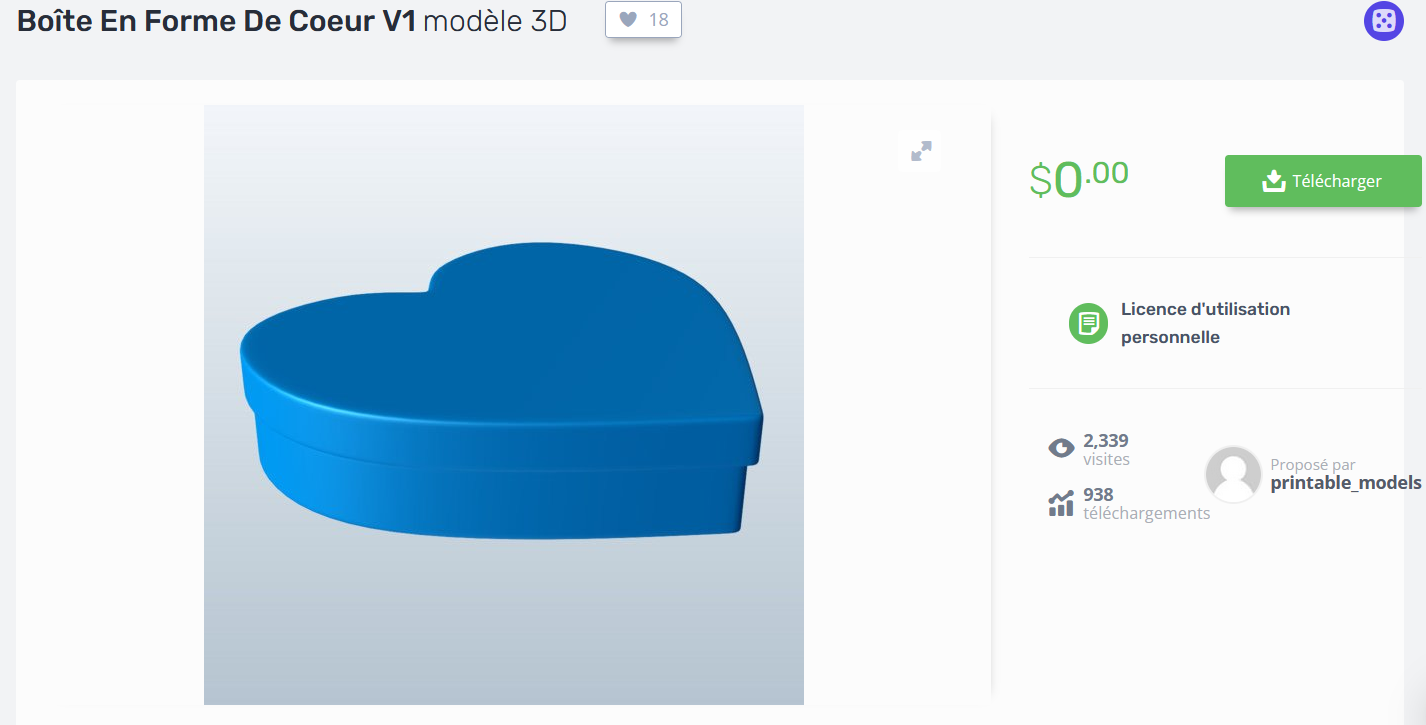
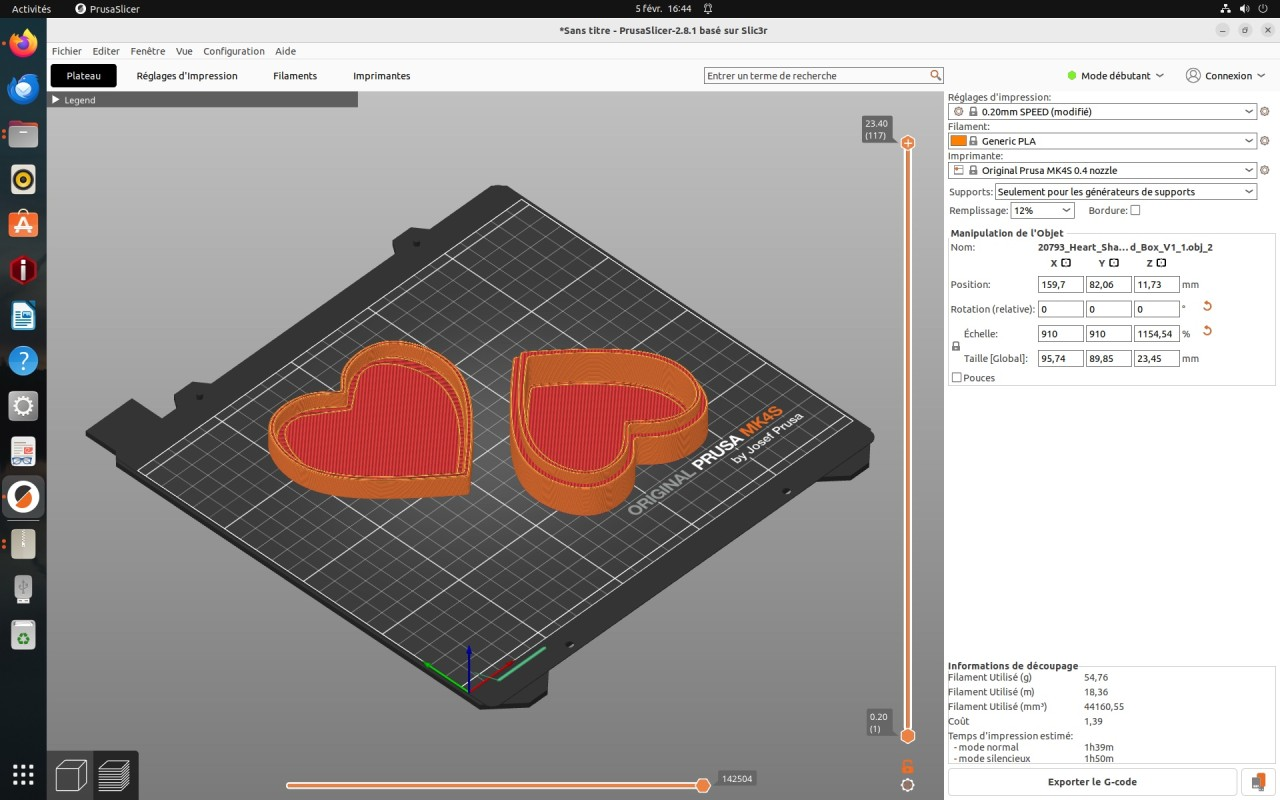
Après avoir téléchargé le modèle au format .obj, nous l’avons importé dans le logiciel de découpe PrusaSlicer. Lors de l'importation, nous avons constaté que le couvercle et le contenant étaient fusionnés dans l'espace de travail.
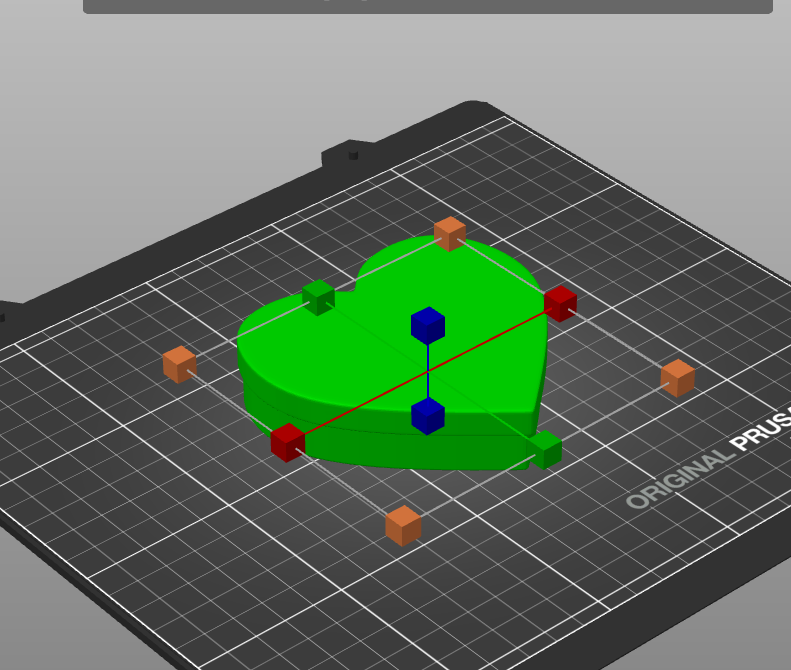
Pour préparer l'impression, nous avons effectué les étapes suivantes :
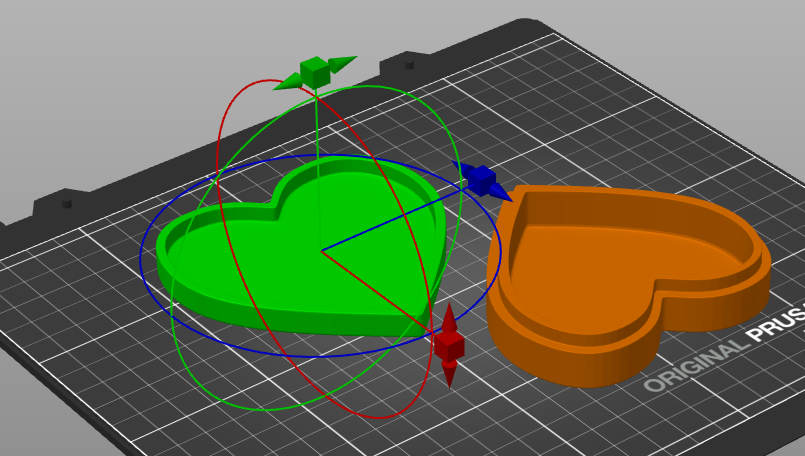
- Scission : Utilisation de la fonction « Diviser en objets » pour séparer le couvercle du contenant.

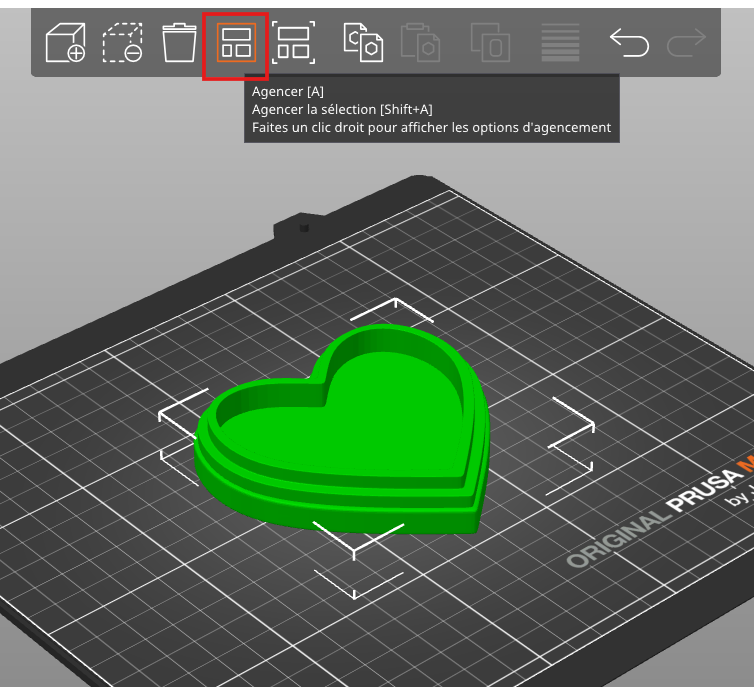
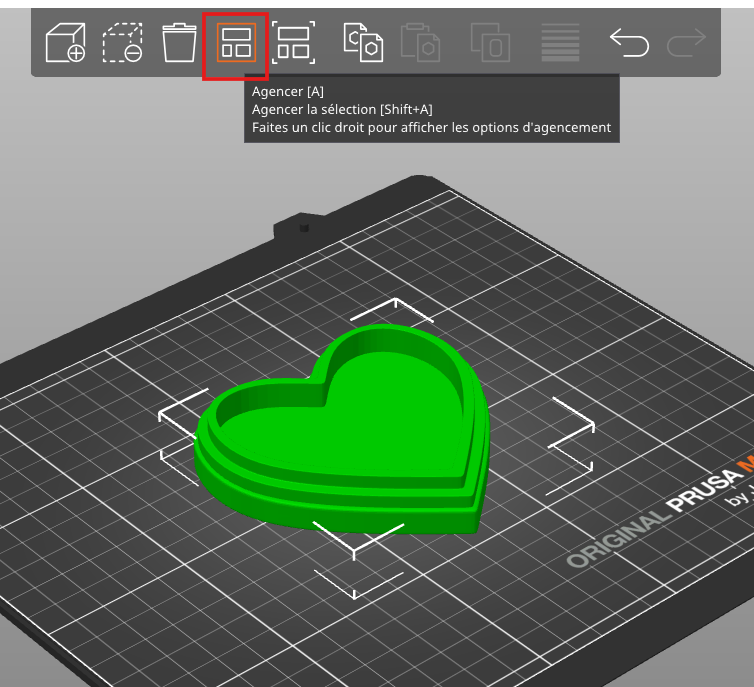
- Mise en page : Utilisation de la fonction « Agencer la sélection » pour optimiser la position des deux pièces sur le plateau d'impression.
-
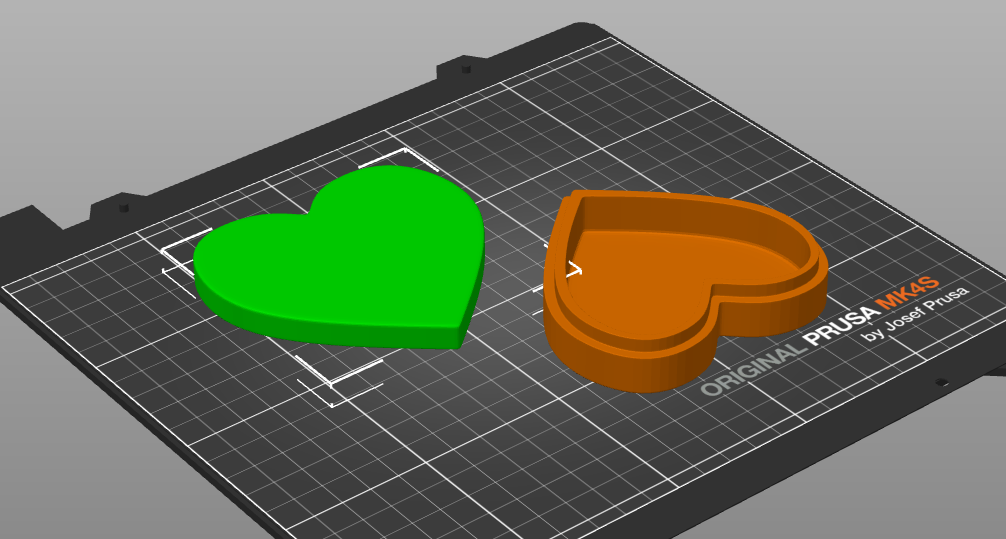
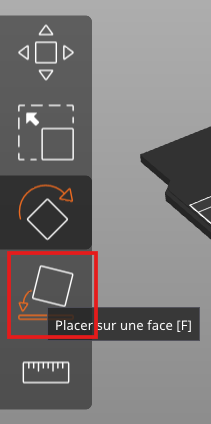
Orientation : Le couvercle étant initialement mal orienté, nous avons utilisé l'outil « Placer sur une face » afin de positionner sa face externe contre le plateau pour garantir une meilleure adhérence.

2. Expérimentations et analyses des échecs
Le processus d'impression a fait l'objet de plusieurs tentatives infructueuses, nous obligeant à ajuster nos paramètres :
-
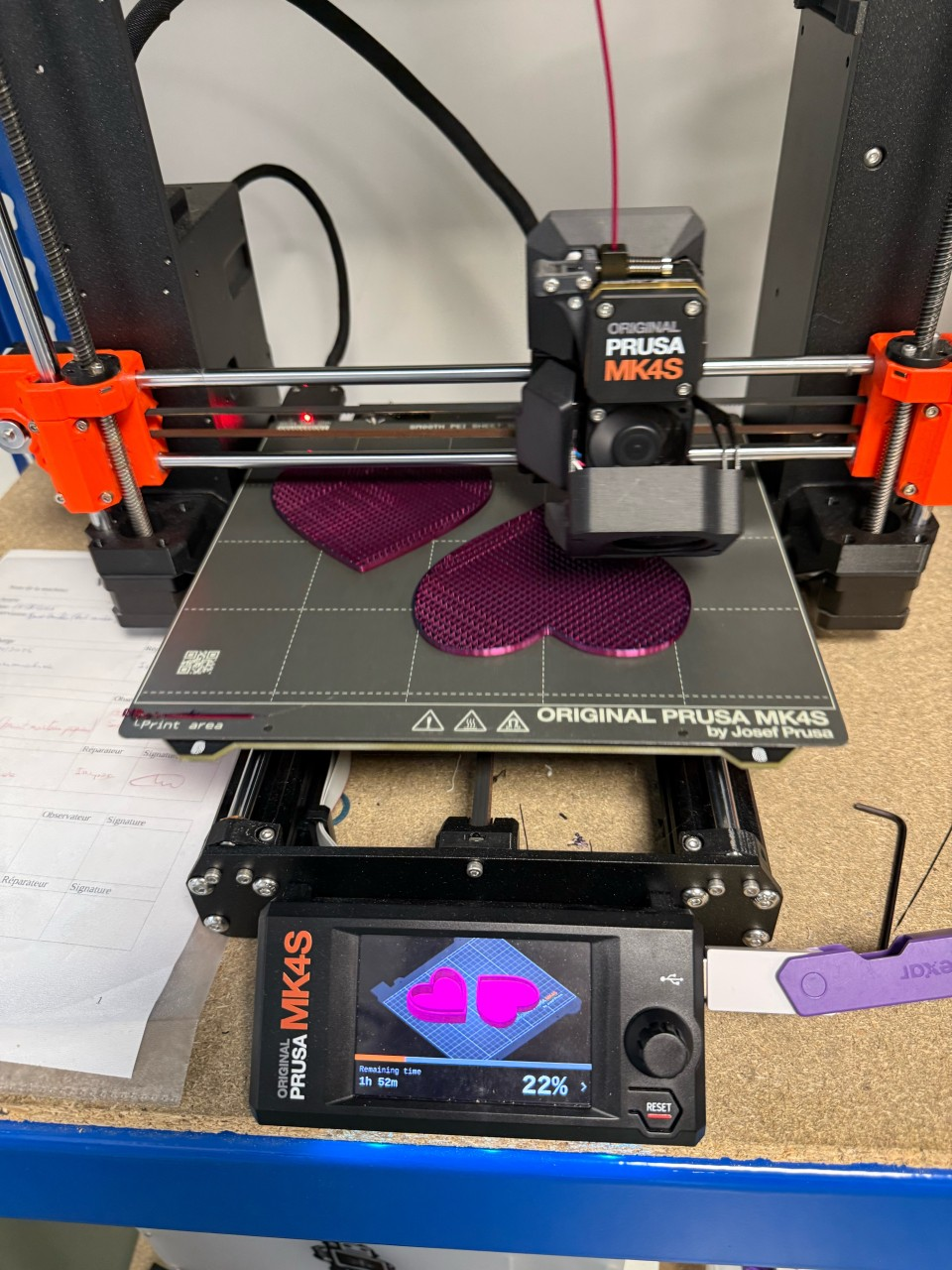
Tentatives 1 et 2 : Nous avons initialement configuré un taux de remplissage (infill) de 20%. Dans les deux cas, l'impression a échoué prématurément. Nous avons observé que seules les bases plates étaient correctement formées ; les parois verticales semblaient « fondues » ou ne s'imprimaient pas du tout.
-
Tentative 3 : Pensant que la densité du modèle créait une accumulation de chaleur ou une contrainte mécanique trop forte, nous avons réduit le remplissage à 12%. Le résultat est resté identique, confirmant que le problème ne résidait pas dans ce paramètre.
3. Diagnostic final
Après concertation, l'hypothèse d'un défaut matériel a été soulevée : le filament utilisé pourrait être en cause.
Note : Bien que nous ayons identifié la nécessité de changer de consommable pour valider cette hypothèse, le temps imparti pour cette séance ne nous a pas permis de lancer une quatrième impression avec un nouveau fil.
No Comments