Mélangeur de cartes
Membres : MESPOUILLES Clément, SALAMEH Chloé
Contexte
Dans le cadre de l'UE UM4RBM20, il nous a été demandé de concevoir et de fabriquer un système mécanique complet en utilisant au moins deux machines distinctes du Fablab. Ce projet nous permet de maîtriser différentes techniques de fabrication, d'anticiper les interactions entre des matériaux différents et gérer une chaîne de conception allant de la CAO jusqu'au montage final.
Modèle
Le modèle choisit est un mélangeur de cartes à manivelle, qui combine la découpe laser pour les engrenages plats, et l'impression 3D pour les différentes pièces.



Fonctionnement mécanique :
- L'utilisateur actionne une manivelle manuelle, initiant une rotation,
- Un système d'engrenages (train d'engrenages) distribue cette puissance vers deux axes de rotation distincts situés de chaque côté du dispositif,
- Sous l'effet de la rotation, les deux axes/arbres entraînent les cartes situées dans deux compartiments latéraux (par friction),
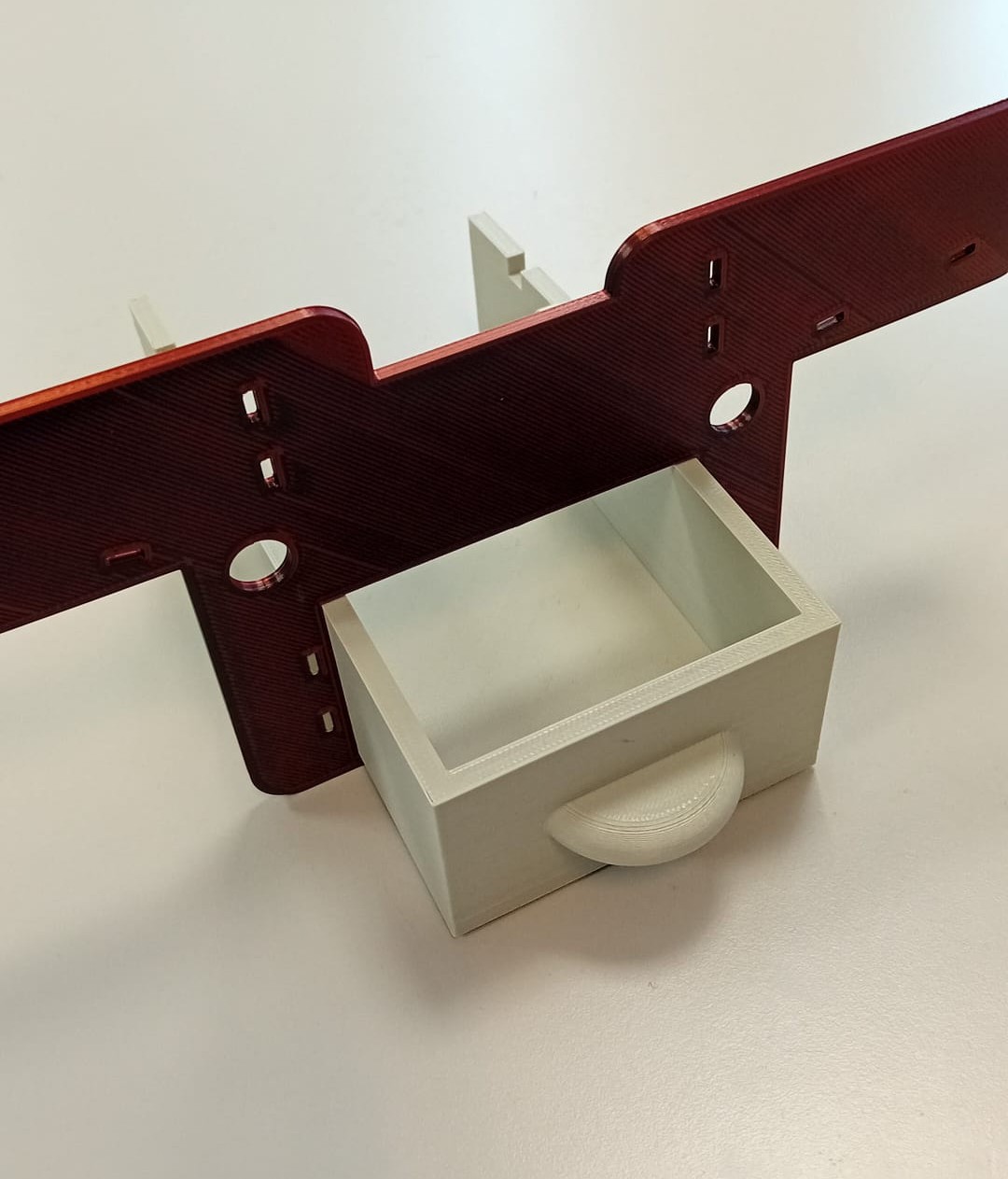
- Les cartes tombent au milieu, dans un tiroir qu'on a ajouté au modèle.
Modélisation sur SolidWorks
La structure du mélangeur a été faite autour d'une architecture en "sandwich". Le châssis principal est constitué de deux grandes plaques latérales parallèles. Ces deux armatures servent de support externe pour la rotation du train d'engrenages, et de maintien interne pour tous les sous-ensembles du distributeur (bacs à cartes, rampes inclinées, tiroir de récupération).



Méthode d'assemblage par emboîtement (Tenon-Mortaise) : Pour relier les pièces internes aux deux plaques principales sans avoir recours à de la colle ou de la visserie, nous avons opté pour un assemblage mécanique par emboîtement. Des "pavés" (tenons rectangulaires) ont été modélisés aux extrémités de chaque pièce interne. Ces pavés viennent s'insérer dans des encoches (mortaises) traversant les deux grandes plaques latérales. Ce choix de modélisation présente plusieurs avantages, déjà lors du montage, les pièces trouvent naturellement leur position exacte. De plus les efforts mécaniques (notamment les vibrations liées à la manivelle) sont répartis sur les tranches des pièces et non sur des points de colle.


Tolérances géométriques et dimensionnelles
La combinaison de deux procédés de fabrication différents (l'impression 3D PLA et la découpe laser de contreplaqué) a nécessité des tolérances et des jeux fonctionnels pour chaque type de liaison.
1. Assemblage structurel (Impression 3D / Impression 3D) : Pour l'emboîtement des tenons dans les mortaises de l'armature, nous avions prévu sur CAO une tolérance de 0.05 mm sur chaque face (soit un jeu total de 0.2 mm) pour obtenir un assemblage théoriquement glissant et qui ne s'enlève pas facilement. Cependant, l'utilisation du profil d'impression "0.20mm SPEED" sur la Prusa MK4S a créé de légers renflements dans les angles des pièces en raison des accélérations de la tête d'impression, bien que ce réglage a été utilisé seulement sur les grandes pièces porteuses (avec les mortaises) et non sur les petites pour les tenons. En conséquence, le jeu théorique s'est transformé en un ajustement serré.
-
Résultat pratique : L'assemblage physique a nécessité l'utilisation d'un maillet pour insérer les tenons. Bien que non prévu initialement, ce serrage a rendu la structure finale extrêmement rigide et quasi définitive, supprimant tout jeu parasite qui aurait pu nuire à la distribution des cartes.


2. Transmission du couple (Arbre 3D / Engrenage Laser) : Pour transmettre la rotation de la manivelle aux roues sans glissement, nous avons abandonné l'axe cylindrique au profit d'un profil hexagonal.
-
L'arbre imprimé en 3D a été modélisé avec un hexagone régulier (cercle de 11.0 mm).
-
L'engrenage découpé au laser devait recevoir cet axe. Connaissant la saignée de la découpeuse laser qui brûle environ 0.1 mm de matière sur chaque bord, le trou hexagonal a été modélisé en CAO à 10.8 mm.
-
Une fois découpé, le trou faisait exactement 11.0 mm réels, permettant un ajustement bloqué en force sur l'arbre en plastique, garantissant que l'engrenage entraîne parfaitement l'arbre de mixage.

3. Guidage en rotation : Les arbres de transmission doivent traverser l'armature principale en PLA tout en tournant librement. Pour créer ce palier lisse fonctionnel :
-
La section traversante de l'arbre a été modélisée sous forme cylindrique stricte à 11.0 mm de diamètre.
-
Le trou de passage dans l'armature a été modélisé à 11.3 mm. La légère rétractation thermique du PLA après impression nous a laissé un jeu réel d'environ 0.15 mm, créant un ajustement "glissant juste" : l'arbre tourne de manière très fluide sans pouvoir se désaxer. Un épaulement a été ajouté sur l'axe interne pour servir de butée et empêcher l'arbre d'être tiré vers l'extérieur.


4. Maintien axial des engrenages (Système élastique) : Étant donné que le train d'engrenages est positionné à l'extérieur de la boîte en porte-à-faux sur les arbres, il fallait s'assurer que les roues ne se déboîtent pas sous l'effet de la rotation de la manivelle. Pour verrouiller la position axiale de manière simple et démontable, nous avons intégré un système de maintien par élastique. Celui-ci vient créer une tension continue qui plaque les engrenages contre la paroi de l'armature, sécurisant ainsi l'ensemble du système de transmission.
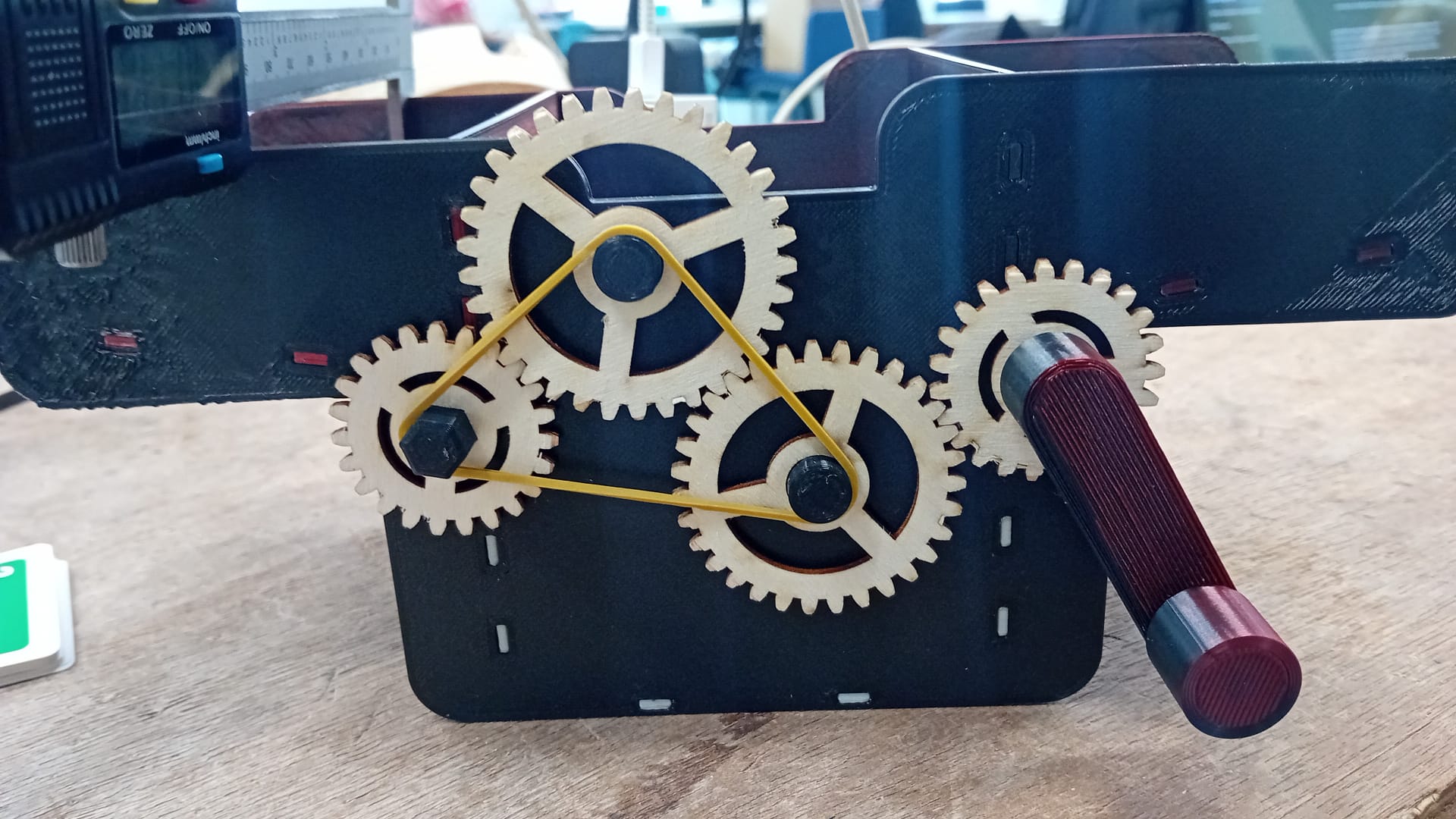
Système d'Engrenages
Le défi principal de cette étape était de concevoir un train d'engrenages capable de relier la manivelle aux deux distributeurs de cartes.
Contrainte de positionnement : Pour préserver la structure globale de l'assemblage, on a dû conserver la position des deux axes extérieurs qui entraînent les cartes. Pour assurer la transmission du mouvement, on a quand même la liberté de positionner les axes internes.
Pour obtenir un engrenage fonctionnel, on utilise la formule fondamentale liant le module (m), le nombre de dents (Z) et le diamètre primitif (d) : d = m * Z
Toutes nos roues partagent un module de 1.5 et une largeur de face (face width) de 3 mm, correspondant à l'épaisseur de nos plaques de bois. Le nombre de dents de chaque roue a été déterminé par une méthode itérative basée sur la formule :
a = m*(Z1+Z2)/2
avec a : la distance entre les roues (l'entraxe), et Zi : le nombre de dents de la roue i
Sur notre assemblage SolidWorks, nous avons d'abord mesuré la distance précise entre les axes des roues de l'assemblage. Et en isolant Z dans la formule de l'entraxe, nous avons cherché le nombre de dents idéal. Puisqu'un engrenage ne peut pas avoir une fraction de dent, nous avons parfois dû ajuster très légèrement la position des trous internes (de l'ordre de quelques dixièmes de millimètres) pour qu'ils correspondent parfaitement à un nombre de dents entier (31 et 33).
Par exemple :
Pour un entraxe mesuré de 40,5 mm (en x et y), on résout 40.5 = 1.5*(23 + Z_int)/2, ce qui nous donne 31 dents.
Découpage laser
La découpe laser enlève de la matière : le faisceau brûle une fine largeur de matériau lors de son passage. Pour obtenir un assemblage précis, notamment pour le système d'engrenages et les liaisons avec les arbres de transmission, nous avons dû anticiper cette "perte de matière".
Pour que les dents des engrenages s'engrènent parfaitement sans jeu excessif et que l'ajustement sur l'arbre soit "serré", nous avons augmenté le diamètre des roues de 0.2mm. Ceci nous a permit d'avoir une transmission du mouvement fluide sans glissement parasite.

En calibrant précisément la focalisation de la buse laser et en compensant le trait de coupe, nous avons obtenu une découpe des engrenages dans du contreplaqué de 3 mm.
Problèmes rencontrés
Une fois l’assemblage physique terminé, les premiers tests de fonctionnement ont révélé des dysfonctionnements au niveau de la fonction principale du système : la distribution des cartes. Malgré une rotation fluide et robuste du train d'engrenages, le transfert des cartes vers le tiroir central ne s'effectue pas comme prévu. Nous avons identifié trois problèmes mécaniques distincts :
-
Défaut d'inclinaison et blocage : L'angle d'inclinaison initial des compartiments latéraux s'est avéré inadapté. La gravité ne permet pas au paquet de cartes d'exercer une pression suffisante sur les arbres de transmission. Par conséquent, les cartes ne se dirigent pas naturellement vers la fente de sortie et restent bloquées dans leur bac.
-
Manque d'adhérence : Lors de l'activation de la manivelle, l'arbre de transmission imprimé en PLA lisse glisse à la surface de la carte inférieure sans parvenir à l'entraîner. Le coefficient de frottement cinétique entre le plastique rigide et le carton pelliculé des cartes est beaucoup trop faible pour générer le mouvement.
-
Défaut de distribution unitaire : Le but d'un mélangeur est de faire tomber les cartes une par une et à tour de rôle. Même en compensant manuellement l'inclinaison pour forcer le contact avec l'arbre, le système ne parvient pas à isoler une seule carte : soit le paquet entier glisse, soit plusieurs cartes passent en même temps du même côté.
Résultats et améliorations
En prenant en compte les problèmes constatés, ce projet doit être considéré comme un prototype V1. Si la partie de transmission de puissance (châssis, tolérances d'assemblage, calcul et découpe des engrenages) est une réussite, la partie fonctionnelle de distribution nécessite une itération de conception.
Pour transformer ce prototype en un mélangeur de cartes pleinement fonctionnel, les améliorations suivantes doivent être apportées :
Optimisation de l'angle d'attaque : Pour pallier le problème de descente des cartes, nous avons modélisé et imprimé en 3D des supports d'inclinaison lors de nos tests. Bien que cela améliore le contact carte/arbre, cela reste insuffisant. Pour une V2, il faudra intégrer directement à la CAO du châssis un angle de pente beaucoup plus prononcé (idéalement autour de 45° à 60°) pour que le poids du paquet plaque constamment la première carte contre le rouleau distributeur.
Augmentation du coefficient de friction des arbres : Pour régler le glissement de l'arbre sur les cartes, il faudrait modifier la surface de contact. Plusieurs solutions sont envisageables :
-
Usiner des gorges sur l'arbre en PLA pour y insérer des joints toriques en caoutchouc.
-
Imprimer des bagues texturées en filament flexible (TPU) qui viendraient s'emboîter en force sur l'arbre hexagonal.
-
Ajouter une fine bande d'adhésif antidérapant sur la zone de contact.
Calibrage de la fente de sortie : Pour que les cartes tombent une par une. L'ouverture par laquelle la carte est expulsée du bac doit être repensée pour agir comme un "filtre". Il faudra concevoir une fente dont la hauteur est strictement supérieure à l'épaisseur d'une carte, mais inférieure à l'épaisseur de deux cartes (soit environ 1,5 fois l'épaisseur d'une carte standard). L'ajout d'une petite bavette flexible (en TPU ou en plastique fin) au-dessus de cette fente permettrait de retenir le reste du paquet pendant que le rouleau antidérapant n'entraîne que la carte située tout en dessous.
No Comments