Jacques YE
Séance 1 (16/12/2025) : Porte-clé Pikachu – Découverte de l’impression 3D
Les mots surlignés dans ce document le sont en jaune clair, afin de mettre en évidence uniquement les éléments critiques (sécurité, paramètres importants), sans surcharger la lecture.
Ce projet s’inscrit dans une séance d’initiation à l’impression 3D au Fab Lab de Sorbonne Université. Il a pour objectif de découvrir le fonctionnement général d’une imprimante 3D ainsi que la prise en main du logiciel de slicing PrusaSlicer.
-
Objectif du projet
L’objectif de cette première séance était de découvrir les bases de l’impression 3D à travers un projet volontairement simple. Le choix d’un objet déjà modélisé permettait de se concentrer sur l’utilisation du slicer, la compréhension des réglages essentiels et le déroulement d’une impression, sans aborder la modélisation 3D.
-
Description du projet
Le projet consiste à imprimer un porte-clé Pikachu à partir d’un fichier STL existant. Ce type d’objet est bien adapté à une première approche, car il est rapide à imprimer, peu complexe et permet d’observer clairement la construction de l’objet couche par couche.
-
Matériel utilisé
- Imprimante 3D : Original Prusa MK4S
- Filament : PLA
-
Logiciels utilisés
- Slicer : PrusaSlicer
-
Réglages d’impression
Les réglages utilisés sont des réglages standards, adaptés à un objet simple et à une première impression.
-
- Matériau : PLA
- Hauteur de couche : 0,15 mm (SPEED)
- Remplissage : 20 %
- Température de la buse : 200 °C
- Température du plateau : 60 °C
- Vitesse d’impression : paramètres par défaut de PrusaSlicer
- Supports : non
- Adhérence au plateau : par défaut
Il est indispensable de surveiller la première couche de l’impression. Il ne faut jamais toucher la buse ou le plateau lorsqu’ils sont chauds afin d’éviter tout risque de brûlure.
-
Étapes de réalisation
-
- Recherche et récupération d’un fichier STL de porte-clés Pikachu
- Vérifier l'échelle du modèle
- Vérifier l'orientation et la position sur le plateau
- Importation du fichier STL dans PrusaSlicer
- Vérification des réglages standards
- Ajustement si nécessaire
- Génération du G-code
- Lancement de l’impression 3D
- Observation de la formation des couches et suivi du déroulement.
- Surveiller la première couche
- Ajouter un brim si nécessaire pour l'adhérence
- Recherche et récupération d’un fichier STL de porte-clés Pikachu
-
Observations et anecdotes
« C’était impressionnant de voir le filament se déposer couche par couche et de constater comment la forme de l’objet apparaissait progressivement. »
Pour les petits objets, l’utilisation d’un brim est souvent efficace pour améliorer l’adhérence au plateau.
-
Résultat
L’impression s’est déroulée correctement après ajustement de l’adhérence. Le porte-clé obtenu est fonctionnel et le rendu est conforme au modèle initial.


-
Limites du projet
Ce projet présente plusieurs limites liées à son cadre d’initiation :- Le fichier STL n’a pas été modifié, la phase de modélisation n’a donc pas été abordée.
- Les réglages avancés de PrusaSlicer n’ont pas été explorés.
- Le projet ne permet pas d’évaluer la résistance mécanique de la pièce.
- L’impression a été réalisée uniquement en PLA, sans comparaison avec d’autres matériaux.
-
Apprentissages
- Découverte des réglages de base dans PrusaSlicer
- Compréhension de l’impact des paramètres d’impression
- Importance de choisir un objet simple pour débuter en impression 3D
Cette première séance a permis d’acquérir les bases nécessaires pour aborder des projets d’impression 3D plus complexes lors des prochaines séances.
_______________________________________________________________________________________________________________________________
Séance 2 (09/01/2026) : Bracelet paramétrique – Modélisation avec OpenSCAD
Ce projet a pour objectif de découvrir la modélisation 3D par programmation avec OpenSCAD. L’objet est entièrement créé par code avant d’être exporté en STL pour l’impression 3D.
-
Objectif du projet
Découvrir la modélisation paramétrique et la création d’objets 3D par code, permettant de modifier facilement la taille, l’épaisseur ou le motif d’un objet en ajustant quelques paramètres.
-
Description du projet
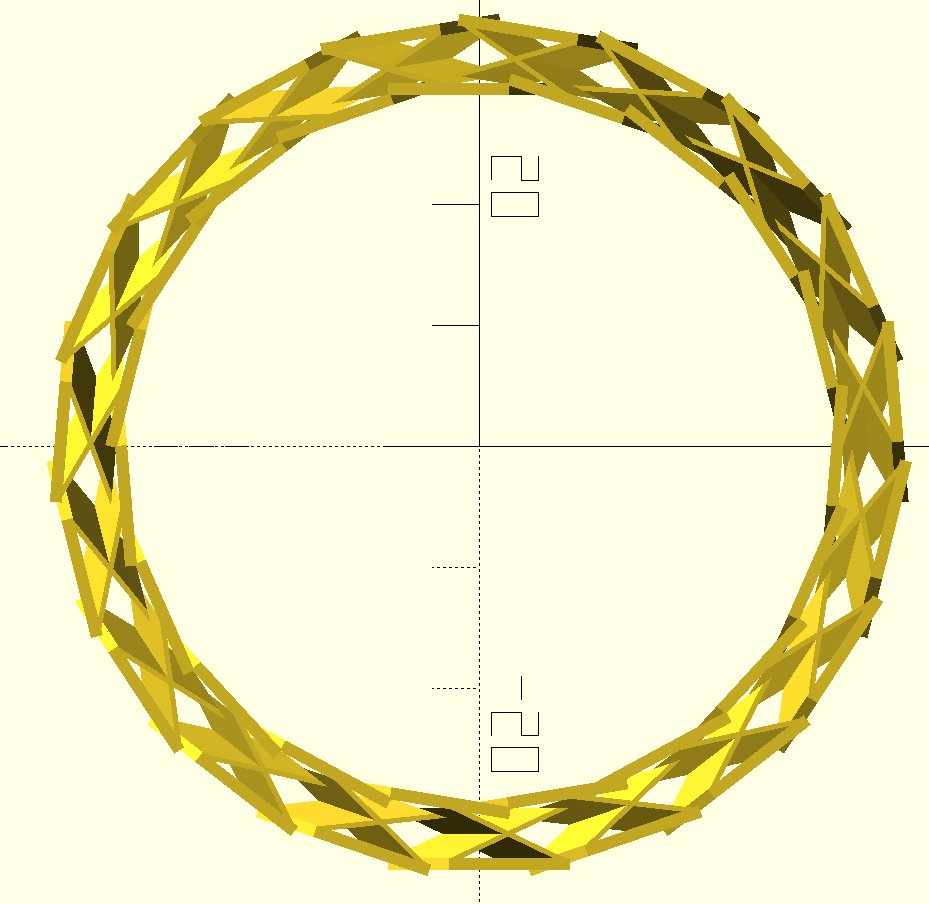
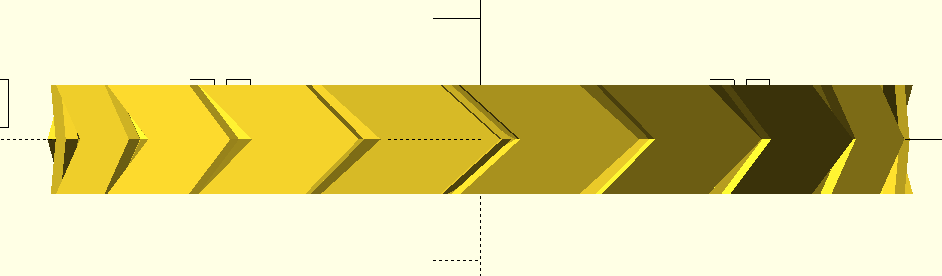
Le bracelet comporte un motif répétitif en “V” sur toute sa longueur. L’utilisation d’OpenSCAD permet d’ajuster rapidement la taille, l’épaisseur et le nombre de motifs en modifiant quelques paramètres dans le code.
-
Matériel utilisé
- Imprimante 3D : Original Prusa MK4S
- Filament : PLA
-
Logiciels utilisés
- Modélisation 3D : OpenSCAD
- Slicer : PrusaSlicer
-
Principe de modélisation
-
Création d’un motif élémentaire en forme de “V”.
-
Répétition automatique du motif à l’aide de boucles
for. -
Paramètres ajustables pour dimensions et nombre de motifs.
-
Cette approche permet de modifier rapidement le design sans redessiner l’objet.
Code :
// BRACELET PARAMETRIQUE
// ================== FONCTIONS ==================
function deg2rad(a) = a * PI / 180; // conversion degrés → radians
// ================== PARAMÈTRES ==================
radius = 35; // rayon du bracelet
no_segs = 19; // nombre de segments
width = 9; // largeur du bracelet
$fn = 140; // qualité de rotation
step = 360 / no_segs; // angle entre segments
// ================== POINTS DES SEGMENTS ==================
p1=[7.5,width/2,-radius+5.1];
p2=[2.5,0,-radius+5.1];
p3=[6.5,width/2,-radius+5.1];
p4=[1.5,0,-radius+5.1];
p5=[6.5,width/2,-radius+0.9];
p6=[1.5,0,-radius+0.9];
p7=[7.5,width/2,-radius+0.9];
p8=[2.5,0,-radius+0.9];
p9=[-2.5,width/2,-radius+5.1];
p10=[-7.5,0,-radius+5.1];
p11=[-1.5,width/2,-radius+5.1];
p12=[-6.5,0,-radius+5.1];
// ================== ROTATIONS ==================
ang1 = -step/2;
ang2 = 2*ang1;
n = 1;
// rotation des points
p1_t = [p1[0]*cos(deg2rad(ang1))-p1[2]*sin(deg2rad(ang1)), p1[1], p1[0]*sin(deg2rad(ang1))+p1[2]*cos(deg2rad(ang1))];
p2_t = [p2[0]*cos(deg2rad(ang1))-p2[2]*sin(deg2rad(ang1)), p2[1], p2[0]*sin(deg2rad(ang1))+p2[2]*cos(deg2rad(ang1))];
p3_t = [p3[0]*cos(deg2rad(ang1))-p3[2]*sin(deg2rad(ang1)), p3[1], p3[0]*sin(deg2rad(ang1))+p3[2]*cos(deg2rad(ang1))];
p4_t = [p4[0]*cos(deg2rad(ang1))-p4[2]*sin(deg2rad(ang1)), p4[1], p4[0]*sin(deg2rad(ang1))+p4[2]*cos(deg2rad(ang1))];
p1_t_ = [p1_t[0], -p1_t[1], p1_t[2]];
p2_t_ = [p2_t[0], -p2_t[1], p2_t[2]];
p3_t_ = [p3_t[0], -p3_t[1], p3_t[2]];
p4_t_ = [p4_t[0], -p4_t[1], p4_t[2]];
p5_t = [p5[0]*cos(deg2rad(ang2))-p5[2]*sin(deg2rad(ang2)), p5[1], p5[0]*sin(deg2rad(ang2))+p5[2]*cos(deg2rad(ang2))];
p6_t = [p6[0]*cos(deg2rad(ang2))-p6[2]*sin(deg2rad(ang2)), p6[1], p6[0]*sin(deg2rad(ang2))+p6[2]*cos(deg2rad(ang2))];
p7_t = [p7[0]*cos(deg2rad(ang2))-p7[2]*sin(deg2rad(ang2)), p7[1], p7[0]*sin(deg2rad(ang2))+p7[2]*cos(deg2rad(ang2))];
p8_t = [p8[0]*cos(deg2rad(ang2))-p8[2]*sin(deg2rad(ang2)), p8[1], p8[0]*sin(deg2rad(ang2))+p8[2]*cos(deg2rad(ang2))];
p5_t_ = [p5_t[0], -p5_t[1], p5_t[2]];
p6_t_ = [p6_t[0], -p6_t[1], p6_t[2]];
p7_t_ = [p7_t[0], -p7_t[1], p7_t[2]];
p8_t_ = [p8_t[0], -p8_t[1], p8_t[2]];
p9_t = [p9[0]*cos(deg2rad(n*ang1))-p9[2]*sin(deg2rad(n*ang1)), p9[1], p9[0]*sin(deg2rad(n*ang1))+p9[2]*cos(deg2rad(n*ang1))];
p10_t = [p10[0]*cos(deg2rad(n*ang1))-p10[2]*sin(deg2rad(n*ang1)), p10[1], p10[0]*sin(deg2rad(n*ang1))+p10[2]*cos(deg2rad(n*ang1))];
p11_t = [p11[0]*cos(deg2rad(n*ang1))-p11[2]*sin(deg2rad(n*ang1)), p11[1], p11[0]*sin(deg2rad(n*ang1))+p11[2]*cos(deg2rad(n*ang1))];
p12_t = [p12[0]*cos(deg2rad(n*ang1))-p12[2]*sin(deg2rad(n*ang1)), p12[1], p12[0]*sin(deg2rad(n*ang1))+p12[2]*cos(deg2rad(n*ang1))];
p9_t_ = [p9_t[0], -p9_t[1], p9_t[2]];
p10_t_ = [p10_t[0], -p10_t[1], p10_t[2]];
p11_t_ = [p11_t[0], -p11_t[1], p11_t[2]];
p12_t_ = [p12_t[0], -p12_t[1], p12_t[2]];
// ================== BRACELET ==================
union(){
for(i=[0:step:360-step]){
rotate([0,i,0]){
union(){
// Base polygon
translate([0,0,-radius])
linear_extrude(1)
polygon(points=[[-7.5,0], [-2.5,width/2], [7.5,width/2], [2.5,0], [7.5,-width/2], [-2.5,-width/2]]);
// Chevauchement
rotate([0,step/2,0])
translate([0,0,-radius+5])
linear_extrude(1)
polygon(points=[[-7.5,0], [-2.5,width/2], [7.5,width/2], [2.5,0], [7.5,-width/2], [-2.5,-width/2]]);
// Polyhedron segments hauts
polyhedron(points=[[-1.5,width/2,-radius+0.9], p1_t, p2_t, [-6.5,0,-radius+0.9],
[-2.5,width/2,-radius+0.9], p3_t, p4_t, [-7.5,0,-radius+0.9]],
faces=[[1,0,2],[2,0,3],[4,5,7],[7,5,6],[5,4,1],[1,4,0],
[2,3,6],[6,3,7],[3,0,7],[7,0,4],[6,5,2],[2,5,1]]);
// Polyhedron segments bas
polyhedron(points=[[-1.5,-width/2,-radius+0.9], p1_t_, p2_t_, [-6.5,0,-radius+0.9],
[-2.5,-width/2,-radius+0.9], p3_t_, p4_t_, [-7.5,0,-radius+0.9]],
faces=[[0,1,2],[0,2,3],[5,4,7],[5,7,6],[4,5,1],[4,1,0],
[3,2,6],[3,6,7],[0,3,7],[0,7,4],[5,6,2],[5,2,1]]);
// Polyhedron chevauchement segments suivants
polyhedron(points=[p9_t, p5_t, p6_t, p10_t, p11_t, p7_t, p8_t, p12_t],
faces=[[1,0,2],[2,0,3],[4,5,7],[7,5,6],[5,4,1],[1,4,0],
[2,3,6],[6,3,7],[3,0,7],[7,0,4],[6,5,2],[2,5,1]]);
polyhedron(points=[p9_t_, p5_t_, p6_t_, p10_t_, p11_t_, p7_t_, p8_t_, p12_t_],
faces=[[0,1,2],[0,2,3],[5,4,7],[5,7,6],[4,5,1],[4,1,0],
[3,2,6],[3,6,7],[0,3,7],[0,7,4],[5,6,2],[5,2,1]]);
}
}
}
}
-
Étapes de réalisation
-
- Écriture du code OpenSCAD pour définir la forme de base du bracelet
- Création du motif en V
- Répétition du motif par programmation
- Ajustement des paramètres (taille, épaisseur, nombre de motifs)
- Génération et visualisation du modèle 3D dans OpenSCAD
- Export du modèle final au format STL
- Import du STL dans PrusaSlicer pour préparation à l’impression
- Écriture du code OpenSCAD pour définir la forme de base du bracelet
-
Réglages d’impression
-
- Matériau : PLA
- Hauteur de couche : 0,15 mm STRUCTURAL
- Remplissage : 15 %
- Température de la buse : 205 °C
- Température du plateau : 60 °C
- Vitesse d’impression : paramètres par défaut de PrusaSlicer
- Supports : non
- Adhérence au plateau : par défaut
-
Lors des tests, il a été constaté que plus le rayon du bracelet est grand, plus la structure devient cassable. L’augmentation du rayon réduit la rigidité globale du bracelet et fragilise les zones entre les motifs.
-
Observations et anecdotes
-
-
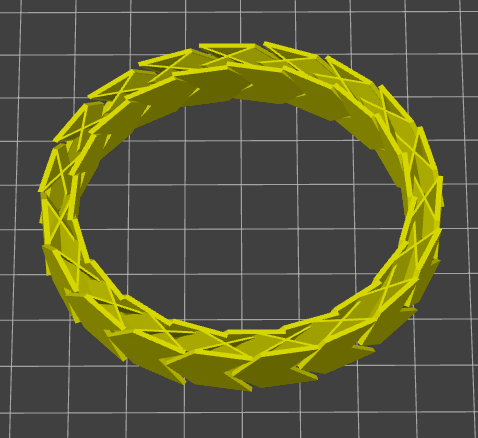
La répétition du motif est régulière et le bracelet garde une légère souplesse, parfait pour être porté.
-
Voir un objet que j’ai entièrement conçu sortir de l’imprimante a été très motivant.
-
-
« Créer un objet paramétrique et le voir imprimé exactement comme prévu est très satisfaisant. »
Les objets paramétriques permettent de tester facilement plusieurs variantes et d’ajuster les dimensions sans refaire toute la modélisation.
-
Résultat
Le projet aboutit à un bracelet imprimable, entièrement conçu par code.
Le bracelet est confortable, léger et esthétiquement réussi. Grâce au caractère paramétrique, il sera facile de modifier le design ou d’en créer d’autres variantes rapidement.

-
Limites du projet
- Objet simple avec un motif répétitif ; designs plus complexes nécessitent des connaissances supplémentaires en OpenSCAD.
- Réglages avancés d’impression non explorés.
- Impression réalisée uniquement en PLA.
-
Apprentissages
-
Découverte de la modélisation 3D par programmation avec OpenSCAD.
-
Compréhension du flux : code → STL → slicer → impression.
-
Importance du choix des paramètres pour obtenir un objet fonctionnel et agréable à utiliser.
-
Intérêt des objets paramétriques pour gagner du temps et tester différentes variantes.
-
Cette séance a permis d’acquérir de nouvelles compétences en modélisation paramétrique et de consolider le flux complet de création d’un objet 3D par code jusqu’à son impression.
_______________________________________________________________________________________________________________________________
Séance 3 (16/01/2026) – Boîte à dés mécanique : Impression 3D d’un mécanisme fonctionnel
Cette séance a pour objectif d’aller plus loin dans l’impression 3D en réalisant un objet mécanique complexe, composé de plusieurs pièces mobiles imprimées directement en une seule fois.
-
Objectif du projet
-
- imprimer un objet fonctionnel et mécanique, et non uniquement décoratif
- comprendre l’importance des tolérances dans les mécanismes imprimés
- analyser les causes d’un échec d’impression fonctionnel
- mettre en place des solutions de post-traitement pour rendre l’objet utilisable.
-
Description du projet
-
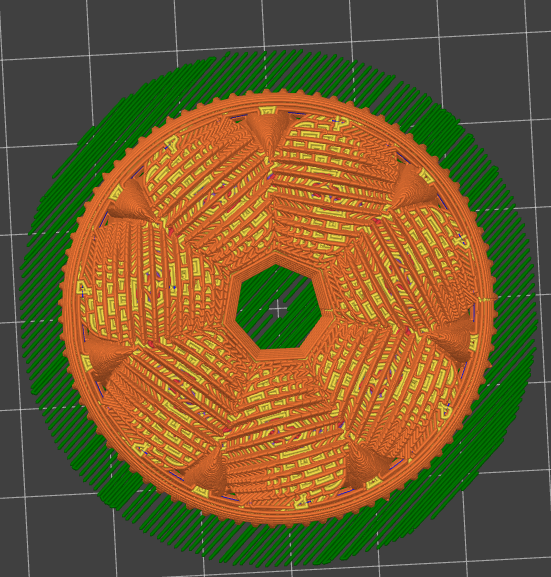
- sept compartiments pour des dés sphériques (diamètre maximal ≈ 2,7 cm)
- un système d’ouverture rotatif actionné par une molette extérieure,
- sept portes rainurées qui coulissent sur des rails circulaires internes.
-
Matériel utilisé
- Imprimante 3D : Original Prusa MK4S
- Filament : PLA
-
Logiciels utilisés
- Modélisation 3D : OpenSCAD
- Slicer : PrusaSlicer
-
Contraintes spécifiques du modèle
Le fonctionnement du mécanisme repose sur des vides volontairement intégrés entre les pièces mobiles. Ces espaces sont essentiels pour permettre la rotation et le coulissement des éléments après impression.
Toute modification des paramètres peut empêcher le mécanisme de fonctionner.
-
Choix et ajustements avant impression
-
- les tolérances mécaniques
- le risque de fusion partielle des pièces mobiles
-
Réglages d’impression
- Matériau : PLA
- Hauteur de couche : 0,10 FAST
- première couche : 0,20 mm
- couches suivantes : 0,16 mm
- Buse : 0,4 mm
- Remplissage : 10 %
- Supports : non (déjà intégré dans le fichier STL)
- Adhérence au plateau : activée
- Orientation : face plate positionnée sur le plateau
-
Étapes de réalisation
-
-
Import du fichier STL dans PrusaSlicer
-
Ajustement de l’échelle pour réduire le temps d’impression
-
Vérification des paramètres recommandés
-
Génération du G-code
-
Lancement de l’impression
-
Test du mécanisme après refroidissement complet
-
-
Observations et problèmes rencontrés
-
- les éléments qui devaient tourner étaient complètement bloqués.
-
- une fusion partielle des pièces mobiles,
- une impression incorrecte des zones de vide volontaire
-
- retrait du support et de résidus à l’aide d’un scalpel
- ponçage des zones de contact afin de réduire les frottements entre les pièces mobiles
- nettoyage de l'objet à eau savonneuse
- application d’une petite quantité d’huile d’olive pour faciliter le mouvement.
« Une fois le mécanisme débloqué manuellement, la rotation est devenue progressivement plus fluide. »
-
Résultat
-
- la boîte est fonctionnelle
- le mécanisme d’ouverture et de fermeture fonctionne correctement,
- l’objet remplit son usage initial de rangement de dés.

-
Limites du projet
- Modèle très sensible aux réglages d’impression
- Post-traitement nécessaire pour obtenir un fonctionnement correct
- Le PLA limite la durabilité mécanique à long terme
-
Apprentissages
-
- Compréhension concrète du rôle des tolérances mécaniques
- Différence entre un échec esthétique et un échec fonctionnel
- Importance du post-traitement pour les objets mécaniques imprimés
- Impact direct de l’échelle sur le fonctionnement d’un mécanisme
Malgré un échec initial, cette séance a permis de comprendre en profondeur les contraintes liées à l’impression de mécanismes complexes et d’aboutir à un objet fonctionnel.
_______________________________________________________________________________________________________________________________
No Comments