Toufic Bitar
Séance 1 – Prise en main du slicer et impression d’un modèle existant
1. Objectif de la séance
L’objectif de cette première séance était de comprendre concrètement le fonctionnement du processus d’impression 3D, depuis l’importation d’un modèle jusqu’à l’obtention de la pièce physique. Il s’agissait principalement de se familiariser avec le logiciel de tranchage (slicer), d’analyser les paramètres d’impression et de valider la chaîne complète de fabrication additive sur un premier objet simple.
2. Choix du modèle
Pour cette première expérience, j’ai choisi de télécharger un fichier STL existant correspondant à une coque de téléphone. Ce choix était volontaire : il permettait de me concentrer exclusivement sur la préparation et l’impression du modèle sans introduire d’erreurs liées à la modélisation. L’objectif était d’évaluer la qualité dimensionnelle de l’imprimante et de vérifier la précision d’ajustement d’une pièce fonctionnelle.
Contexte :
j’ai choisi d’imprimer une coque de téléphone issue d’un modèle disponible en ligne. Ce modèle, aux formes organiques, m’a permis d’observer les capacités de l’impression 3D sur des surfaces courbes et des zones complexes, tout en mettant en évidence la nécessité d’utiliser des structures de support pour certaines parties lors de l’impression.
Le lien du modèle: https://www.printables.com/model/1086626-cover-clean-with-logo-iphone15-iphone15pro-iphone
3. Préparation dans le slicer
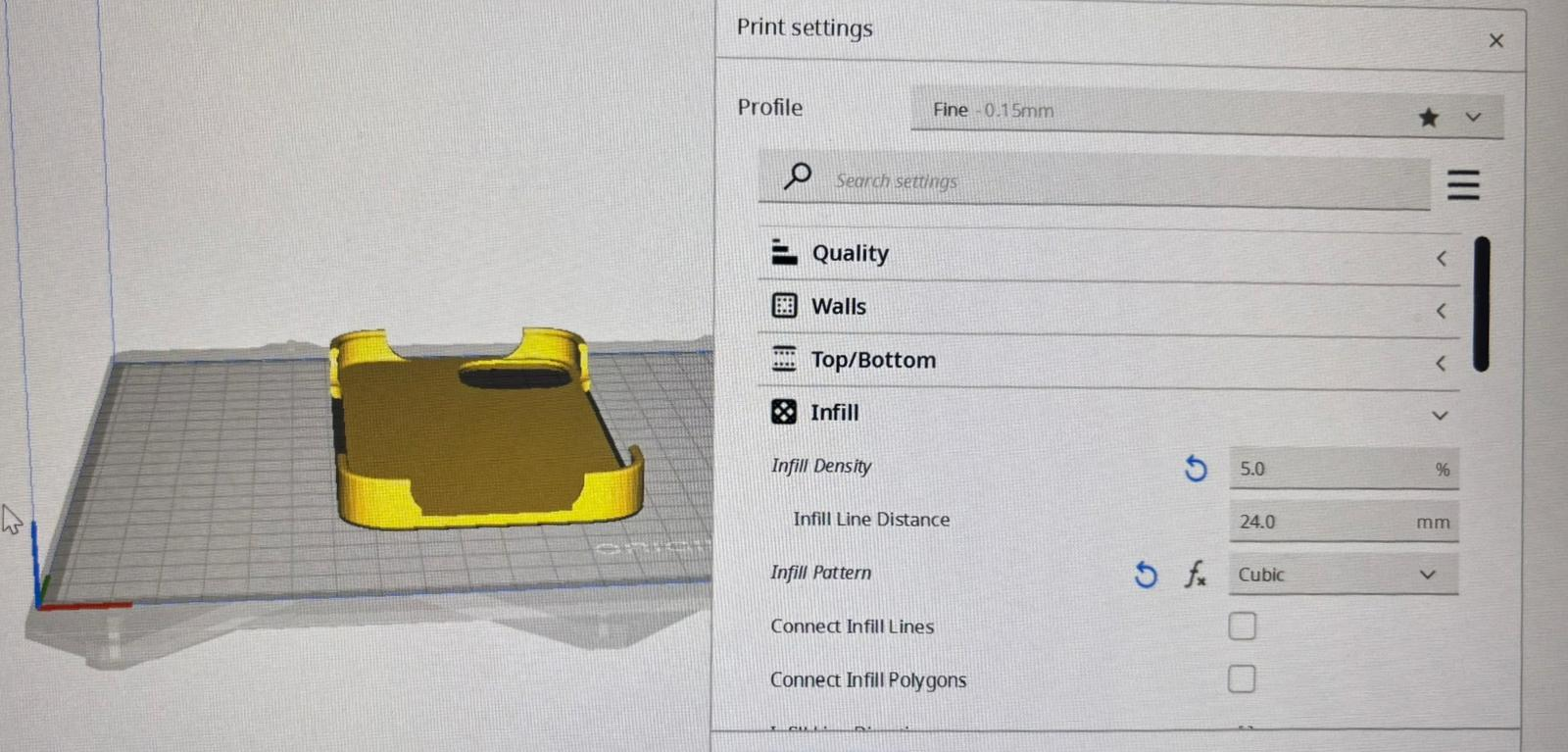
Le fichier STL a été importé dans le logiciel de tranchage. Une fois le modèle chargé, j’ai vérifié sa position sur le plateau d’impression ainsi que son orientation. L’option permettant de poser automatiquement le modèle sur le plateau a été utilisée afin d’assurer un contact optimal avec la surface d’impression.
J’ai ensuite analysé les différents paramètres proposés par le profil sélectionné. Le profil “Fine – 0.15 mm” a été retenu afin d’obtenir une meilleure qualité de surface grâce à une hauteur de couche plus fine. Le remplissage a été configuré à 5 % avec un motif Cubic, ce qui permettait de réduire la consommation de matériau et le temps d’impression tout en conservant une rigidité suffisante pour ce type de pièce.
Les supports n’ont pas été activés, car la géométrie du modèle ne présentait pas de surplombs critiques nécessitant un soutien supplémentaire.
Après vérification des paramètres, le G-code a été généré pour lancer l’impression.
4. Impression et résultat
L’impression s’est déroulée sans incident. La pièce a correctement adhéré au plateau et aucune déformation ni défaut majeur n’a été observé pendant le processus. Les dimensions finales étaient conformes au modèle numérique et la coque s’est ajustée parfaitement au téléphone.
Ce premier test a permis de valider la précision dimensionnelle de l’imprimante ainsi que la pertinence des paramètres choisis. Il m’a également permis de comprendre l’impact direct de la hauteur de couche, du taux de remplissage et de l’orientation du modèle sur le résultat final.


5. Conclusion
Cette séance constitue une étape fondamentale dans la prise en main de la fabrication additive. Elle m’a permis de comprendre le rôle central du slicer dans la transformation d’un modèle numérique en trajectoires d’extrusion et de me familiariser avec les paramètres essentiels influençant la qualité d’impression.
Elle représente la base technique nécessaire avant de passer à des conceptions personnelles plus complexes.
Séance 2 – Conception paramétrique d’un mécanisme Print-in-Place
1. Objectif de la séance
Après avoir validé la chaîne d’impression avec un modèle existant lors de la séance précédente, l’objectif de cette seconde séance était de concevoir un objet original à l’aide d’un logiciel de modélisation paramétrique. L’enjeu était de réaliser un mécanisme fonctionnel imprimé en une seule pièce, sans assemblage, afin d’explorer les possibilités spécifiques de la fabrication additive.
Le projet retenu consistait à créer une capsule fermée contenant une bille captive à l’intérieur. La bille devait être libre de mouvement après impression, tout en restant enfermée dans la coque.
2. Principe du mécanisme
L’objet repose sur le principe du print-in-place, qui consiste à imprimer simultanément plusieurs éléments mobiles sans étape d’assemblage.
La capsule externe est creuse et contient une bille centrée dans la cavité interne. Un espace de tolérance (clearance) est volontairement introduit entre la bille et la paroi interne afin d’éviter la fusion des surfaces lors de l’impression.
Ce type de géométrie met en évidence l’un des avantages majeurs de la fabrication additive : la possibilité de créer des mécanismes fermés impossibles à fabriquer par des procédés soustractifs classiques.
3. Modélisation paramétrique sous OpenSCAD
La modélisation a été réalisée sous OpenSCAD, logiciel basé sur l’écriture de code. Cette approche paramétrique permet de modifier rapidement les dimensions de l’objet en ajustant uniquement les variables principales.
Les paramètres principaux utilisés étaient les suivants :
-
Longueur de la capsule : 70 mm
-
Diamètre extérieur : 28 mm
-
Épaisseur des parois : 2 mm
-
Diamètre de la bille : 14 mm
-
Clearance : 0,6 mm
Des reliefs internes (“bumps”) ont également été ajoutés afin de modifier le comportement de la bille à l’intérieur de la capsule.
L’approche paramétrique présente un intérêt important : elle permet d’adapter facilement les dimensions et les tolérances sans reconstruire entièrement la géométrie.
4. Code OpenSCAD
Le modèle final est généré à partir du code suivant :
// PRINT-IN-PLACE: Captive ball inside a sealed capsule
// The ball is printed inside, separated by a clearance gap, so it moves after printing.
$fn = 90;
// ---------- Parameters (mm) ----------
capsule_len = 70;
capsule_d = 28;
wall = 2.0;
ball_d = 14;
gap = 0.6;
bump_d = 4;
bump_h = 2.0;
bump_count = 6;
// ---------- Derived ----------
outer_r = capsule_d/2;
inner_r = outer_r - wall;
ball_r = ball_d/2;
module capsule(r, len){
union(){
translate([0,0,-len/2 + r]) sphere(r);
translate([0,0, len/2 - r]) sphere(r);
cylinder(r=r, h=len - 2*r, center=true);
}
}
module bumps(){
for(i = [0:bump_count-1]){
angle = 360*i/bump_count;
rotate([0,0,angle])
translate([inner_r - bump_h/2, 0, 0])
sphere(d=bump_d);
}
}
module outer_shell(){
capsule(outer_r, capsule_len);
}
module inner_cavity(){
capsule(inner_r, capsule_len - 2*wall);
}
module captive_ball(){
sphere(r=ball_r);
}
union(){
difference(){
outer_shell();
difference(){
inner_cavity();
bumps();
}
}
captive_ball();
}
5. Préparation à l’impression (PrusaSlicer)
Le modèle STL généré a été importé dans PrusaSlicer.
Les paramètres principaux étaient :
-
Profil : 0.10 mm FAST DETAIL
-
Imprimante : Prusa MK4S (nozzle 0.4 mm)
-
Filament : PLA
-
Remplissage : 15 %
-
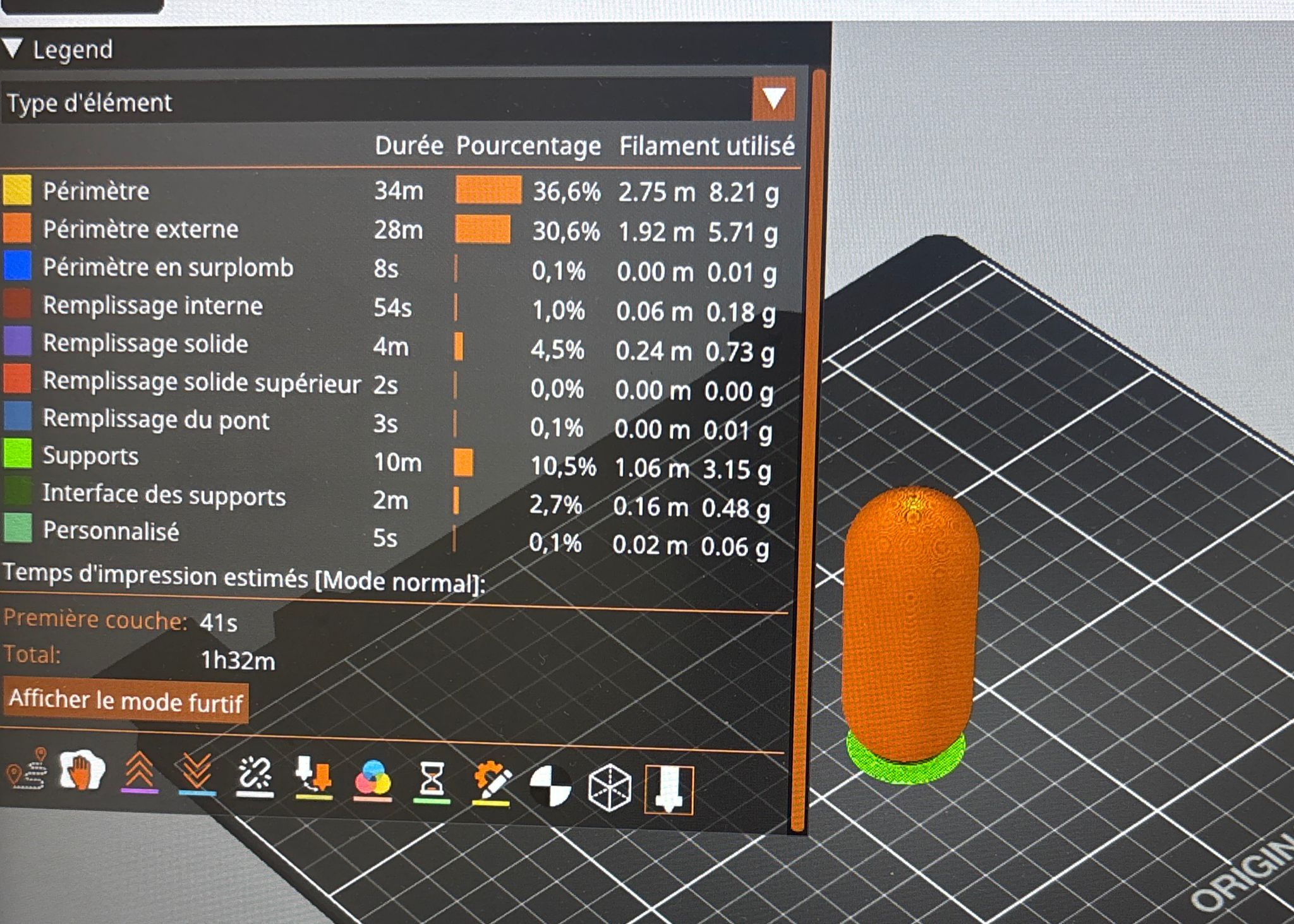
Temps estimé : environ 1h32
-
Filament utilisé : environ 18,5 g
Le modèle mesurait environ 70 mm de hauteur pour 28 mm de diamètre, conformément aux paramètres définis dans OpenSCAD.
6. Impression et itération
La première tentative d’impression a été réalisée en même temps que les objets d’autres étudiants sur le même plateau. Cependant, l’objet d’un camarade s’est détaché pendant l’impression et a interféré avec ma pièce, ce qui a entraîné l’échec du test.
Afin d’éviter toute perturbation externe, une seconde impression a été réalisée ultérieurement, seul sur le plateau.
Cette seconde tentative s’est déroulée correctement. La capsule a été imprimée sans défaut structurel et la bille interne est restée libre de mouvement après impression, validant ainsi la pertinence de la clearance de 0,6 mm.

7. Conclusion
Cette séance marque une progression significative par rapport à la précédente. Elle m’a permis de passer d’un simple usage du slicer à une conception paramétrique complète d’un mécanisme fonctionnel.
J’ai pu expérimenter concrètement l’importance des tolérances en fabrication additive ainsi que les possibilités offertes par le print-in-place.
Séance 3 – Porte-clé magnétique avec insertion pendant impression
1. Description du projet
Ce projet consiste en la modélisation et la fabrication d’un objet simple et fonctionnel intégrant un aimant : un porte-clé magnétique. L’objectif est de créer une pièce compacte capable de se fixer sur des surfaces métalliques tout en conservant une utilisation pratique au quotidien.
Contrairement aux séances précédentes, cette pièce nécessite une intervention manuelle pendant l’impression. Une cavité interne est prévue pour accueillir un aimant, qui est inséré au cours du processus avant la fermeture complète de l’objet.
Objectifs :
-
Concevoir un objet fonctionnel simple avec intégration d’un composant externe.
-
Comprendre et utiliser la technique de pause d’impression.
-
Adapter la modélisation pour intégrer une cavité interne précise.
2. Analyse Technique et Modélisation
Afin de contrôler précisément les dimensions de la cavité et garantir un bon ajustement de l’aimant, le modèle a été conçu de manière paramétrique sous OpenSCAD.
L’objet est constitué d’un volume cylindrique principal dans lequel une cavité interne est soustraite. Cette cavité est dimensionnée légèrement plus grande que l’aimant afin de faciliter son insertion tout en évitant un jeu excessif.
Un trou latéral est également ajouté afin de permettre l’attache à un trousseau de clés.
2.1 Concepts Géométriques
Le modèle repose sur deux éléments principaux :
Le Cylindre (corps principal) : Il constitue la structure externe du porte-clé et assure la rigidité de l’objet.
La Cavité interne (logement de l’aimant) : Une soustraction cylindrique permet de créer un espace précis destiné à accueillir l’aimant.
Une attention particulière est portée à l’épaisseur des parois supérieures et inférieures afin de garantir la solidité de la pièce tout en permettant la fermeture complète de la cavité après insertion.
2.2 Le Code Paramétrique (OpenSCAD)
Le script suivant permet de générer automatiquement la géométrie du porte-clé ainsi que la cavité pour l’aimant :
// Magnetic Keychain with Embedded Magnet
$fn = 80;
// ---------- Parameters ----------
token_diameter = 40;
token_height = 8;
magnet_diameter = 10.2;
magnet_height = 3.2;
wall_bottom = 2;
wall_top = 2;
// ---------- Model ----------
difference() {
// Main body
cylinder(d = token_diameter, h = token_height);
// Magnet cavity
translate([0, 0, wall_bottom])
cylinder(d = magnet_diameter, h = magnet_height);
// Keychain hole
translate([token_diameter/2 - 5, 0, token_height/2])
rotate([90, 0, 0])
cylinder(d = 4, h = token_diameter, center = true);
}
Caractéristiques du code :
-
Utilisation de la fonction difference() pour créer la cavité interne.
-
Paramétrisation complète des dimensions (diamètre, hauteur, aimant).
-
Intégration d’un trou fonctionnel pour usage réel (porte-clé).
3. Fabrication
3.1 Paramètres d’Impression (Slicer)
Le modèle a été préparé sous PrusaSlicer avec les paramètres suivants :
-
Imprimante : Prusa MK4
-
Matériau : PLA
-
Buse : 0.4 mm
-
Hauteur de couche : 0.2 mm
-
Remplissage (Infill) : 15 %
-
Supports : Aucun
Particularité importante :
Une pause a été programmée manuellement dans le slicer à une hauteur correspondant à la fin de la cavité interne.
3.2 Procédure d’insertion de l’aimant
-
L’impression commence normalement jusqu’à la hauteur de la cavité.
-
La machine est mise en pause.
-
L’aimant est inséré manuellement dans le logement prévu.
-
L’impression reprend afin de refermer la pièce.
Cette étape est essentielle pour intégrer l’aimant sans compromettre la structure du modèle.
4. Retours d’expérience
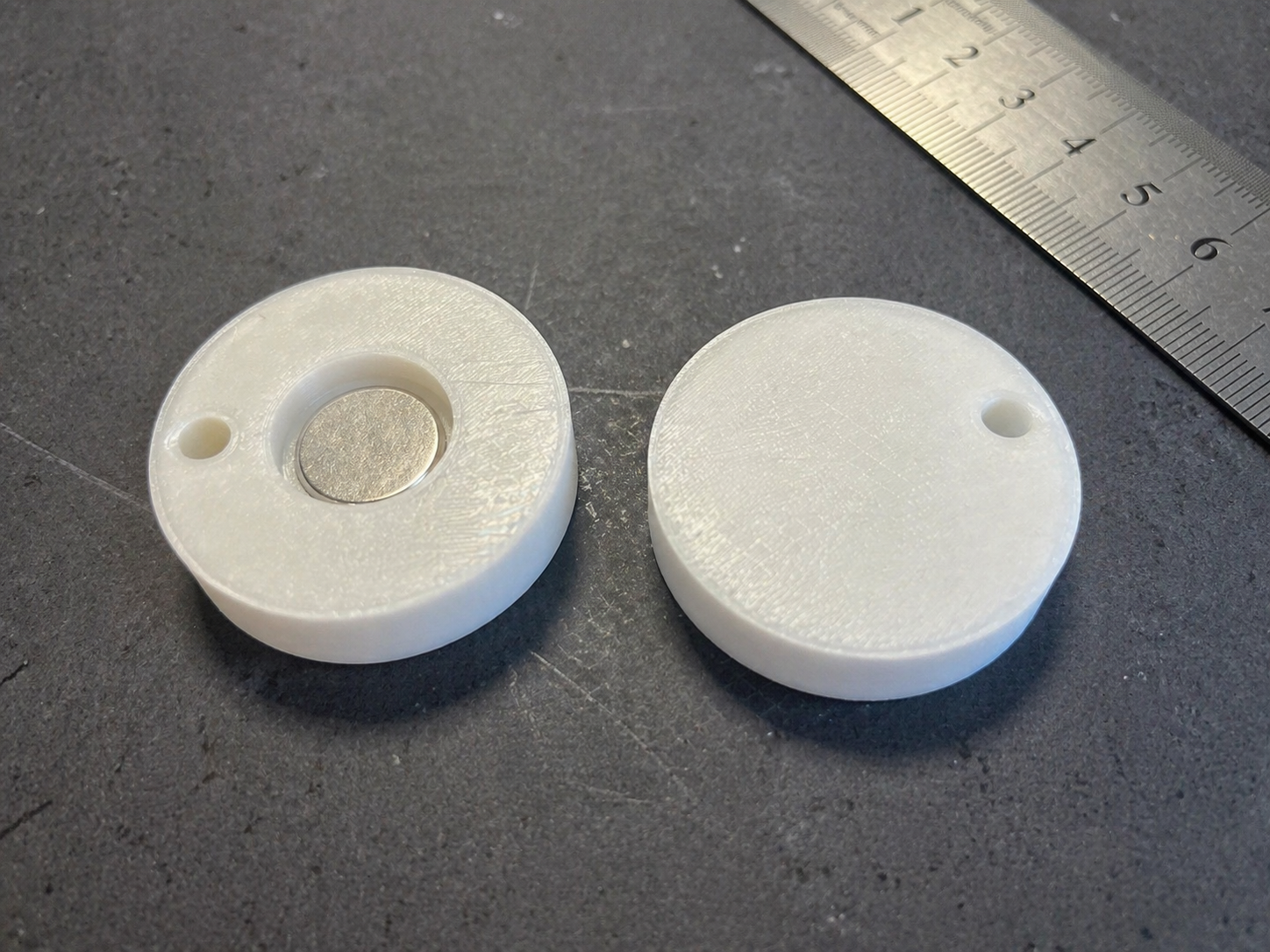
Lors de la première tentative, l’insertion de l’aimant nécessitait un bon positionnement afin d’éviter qu’il ne dépasse de la cavité.
Analyse :
Une tolérance trop faible peut empêcher l’insertion correcte ou provoquer un mauvais alignement.
Solution :
L’ajout d’un léger jeu (tolérance de +0.2 mm sur le diamètre) permet une insertion plus facile tout en maintenant l’aimant en place.
Résultat final :
Le porte-clé fonctionne correctement et peut être fixé sur des surfaces métalliques, démontrant l’intégration réussie d’un composant externe dans une pièce imprimée en 3D.
No Comments