Conteneur sphérique étanche
Membres : Paul CAMUS , Mathias DARIU
Nous sommes des étudiants en M1 du parcours ROB de la mention automatique, robotique (AR) à Sorbonne Université. Dans le cadre de l'UE UM4RBM20, il nous a été demandé, afin de se familiariser avec l'impression 3D, de créer une pièce étanche.
Nous avons décidé de nous diriger vers une sphère coupée en son milieu qui pourra se refermer à l'aide d'un filetage. Pour rendre notre objet vraiment étanche, nous rajouterons aussi un joint en silicone dans une gouttière entre les 2 parties de sphère une fois rassemblées pour s'assurer de l'étanchéité.
Pour ce projet, nous avons décidé de tester 2 méthodes.
Méthode 1 : Filetage à plat
SolidWorks
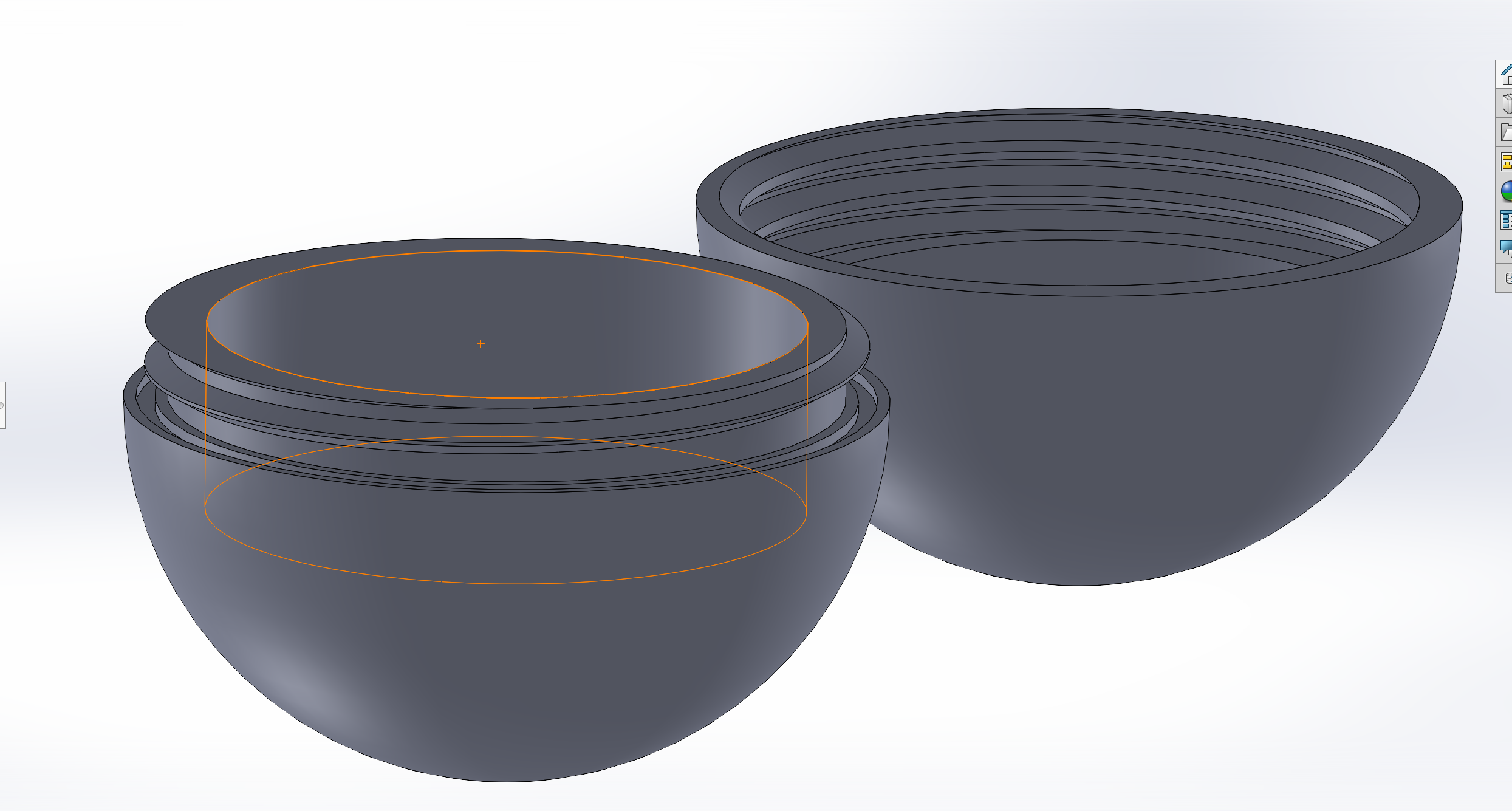
Cette méthode est la plus simple car il suffit de construire une sphère et de la creuser par révolution avec une esquisse dans laquelle les parties plates feront offices de surface pour le filetage.
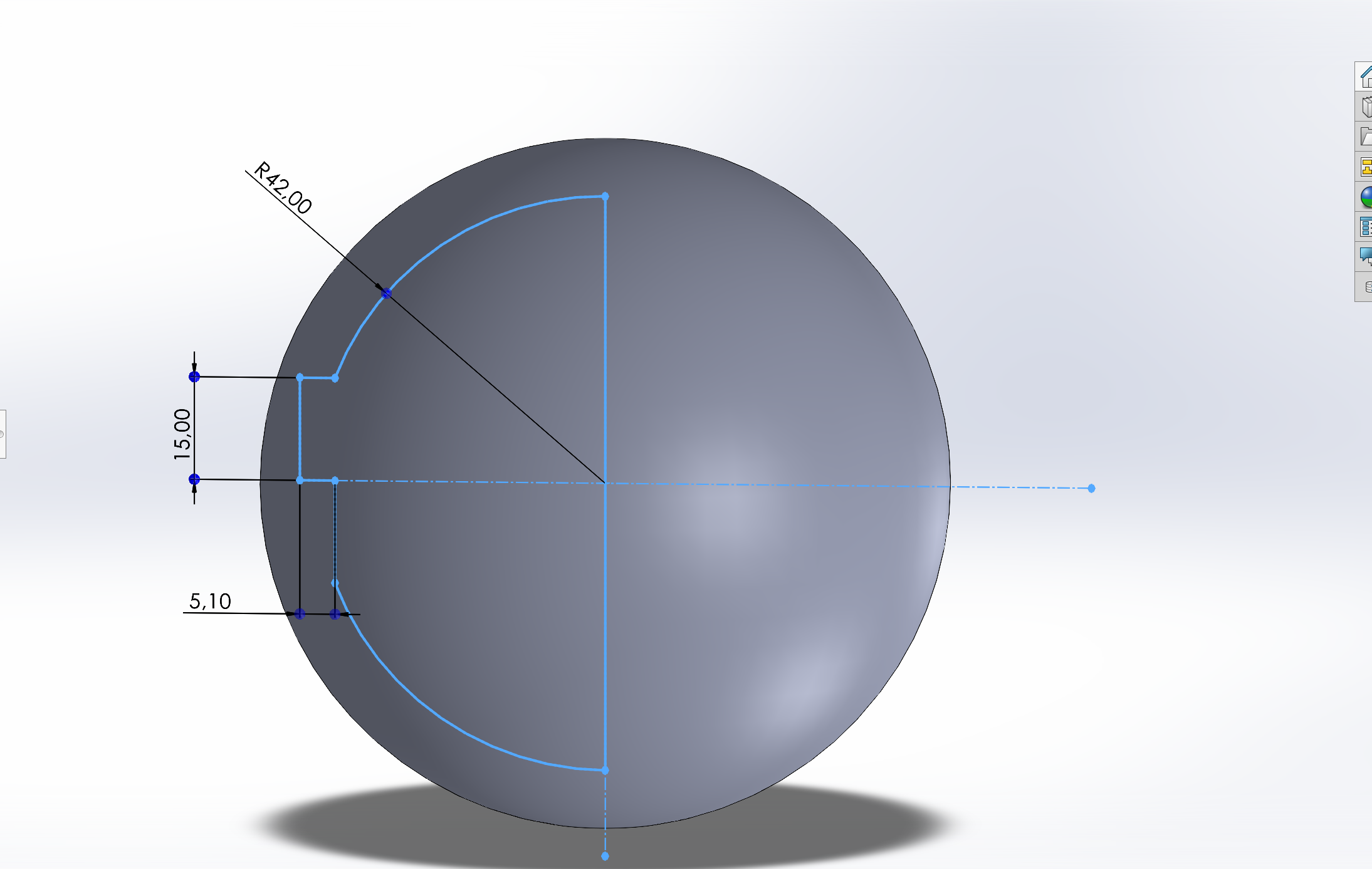
On rajoute ensuite des 2 côtés un filetage/taraudage M90x6.0 pour que ce ne soit pas trop fin pour l'impression. On pense aussi à décaler les entités de sorte à laisser 0.1mm de chaque côté. Enfin, on rajoute la gouttière plus petite que le joint cylindre de 1.8mm de diamètre pour qu'il puisse s'écraser et s'étaler correctement à l'intérieur de cette dernière.
PrusaSlicer
Le plus gros du travail est à faire sur ensuite sur le slicer pour assurer, d'une part, l'étanchéité et, d'autre part, le succès de l'impression notamment pour ce qui les filetages qui sont délicats à imprimer en 3D.
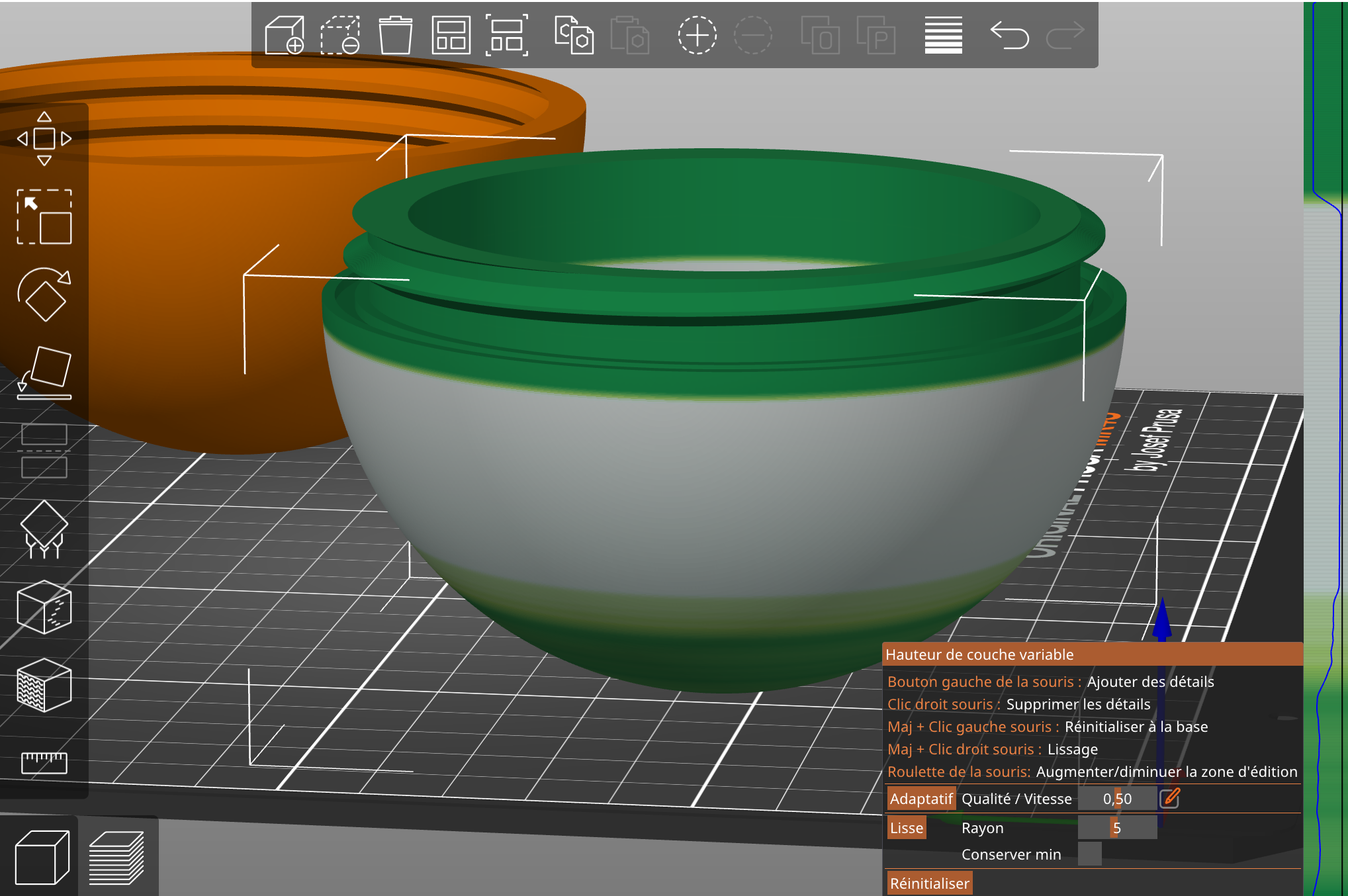
Tout d'abord, nous avons fait le choix d'utiliser du PETG qui est meilleure en terme d'étanchéité. Ensuite, pour s'assurer que l'impression du taraudage soit un succès, nous avons diminuer la hauteur de couche au niveau de ce dernier et aussi à la base de la sphère pour avoir un rendu lisse, chose pas évidente avec une sphère.
Enfin, nous avons aussi fait en sorte que l'imprimante imprime chacune des demi-sphères une par une comme on peut le voir dans la visualisation des trajectoires de la buse sur la photo ci-dessous. Ce choix nous permet d'imprimer notre objet comme si nous étions sur 2 imprimantes différentes sans pour autant en monopoliser 2.
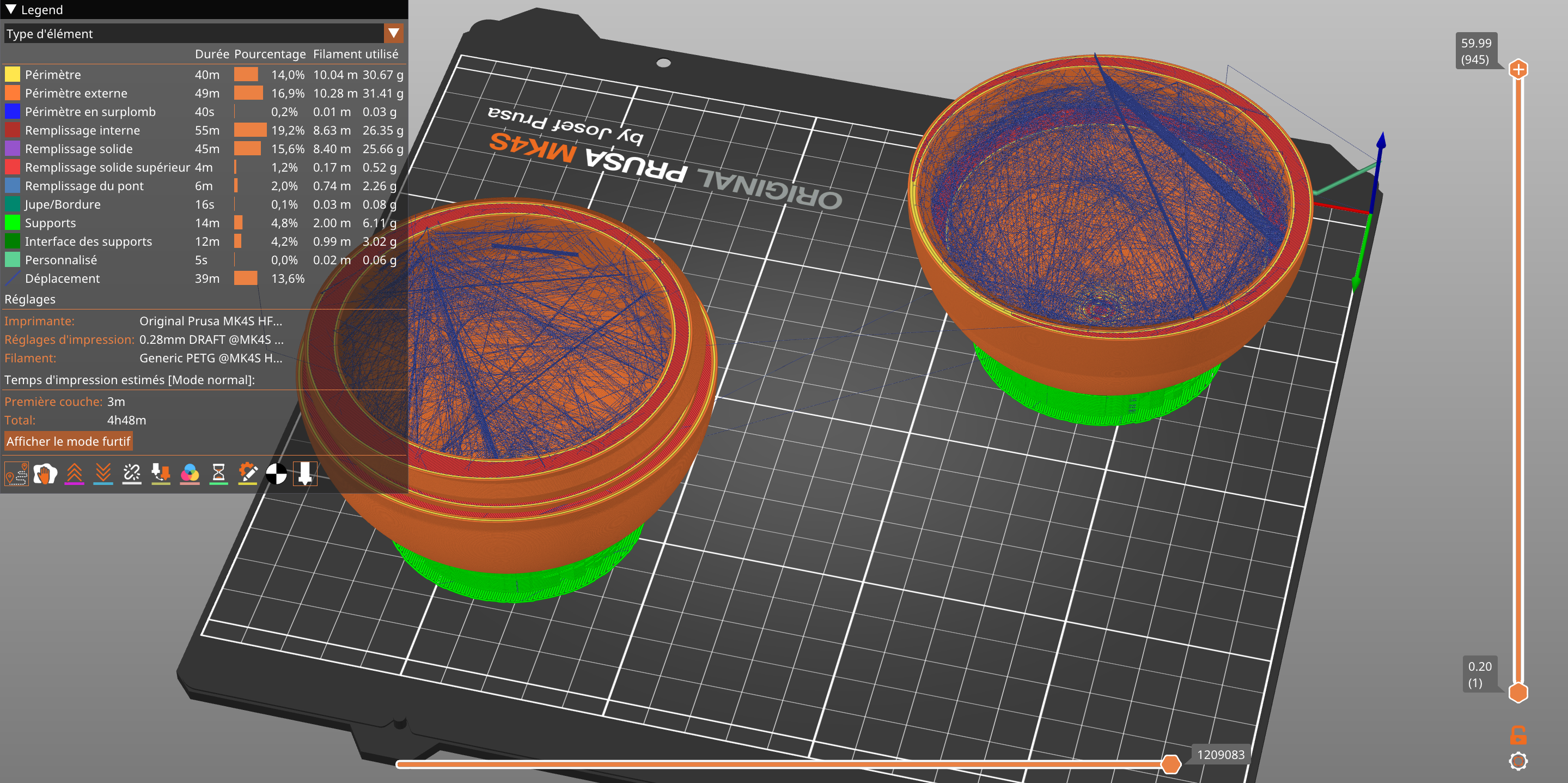
Il s'est avéré que l'impression a raté (2 fois) ... Pour une raison qui nous est inconnue, les 2 fois, après la création du support la base de la sphère commence puis se détache des supports (pourtant générés par le logiciel) provoquant ainsi une impression chaotique car en déposant le plastique chaud, la buse bouge la sphère.
No Comments