Création d'une Boîte à Pain par Découpe Laser
1. Introduction et Matériau
Ce projet consiste en la réalisation d'une boîte à pain robuste utilisant la technique de l'assemblage par créneaux (finger joints).
-
Matériau : MDF de 3 mm d'épaisseur.
-
Machine : Découpeuse laser Trotec.
2. Préparation du Design (Boxes.py & Inkscape)
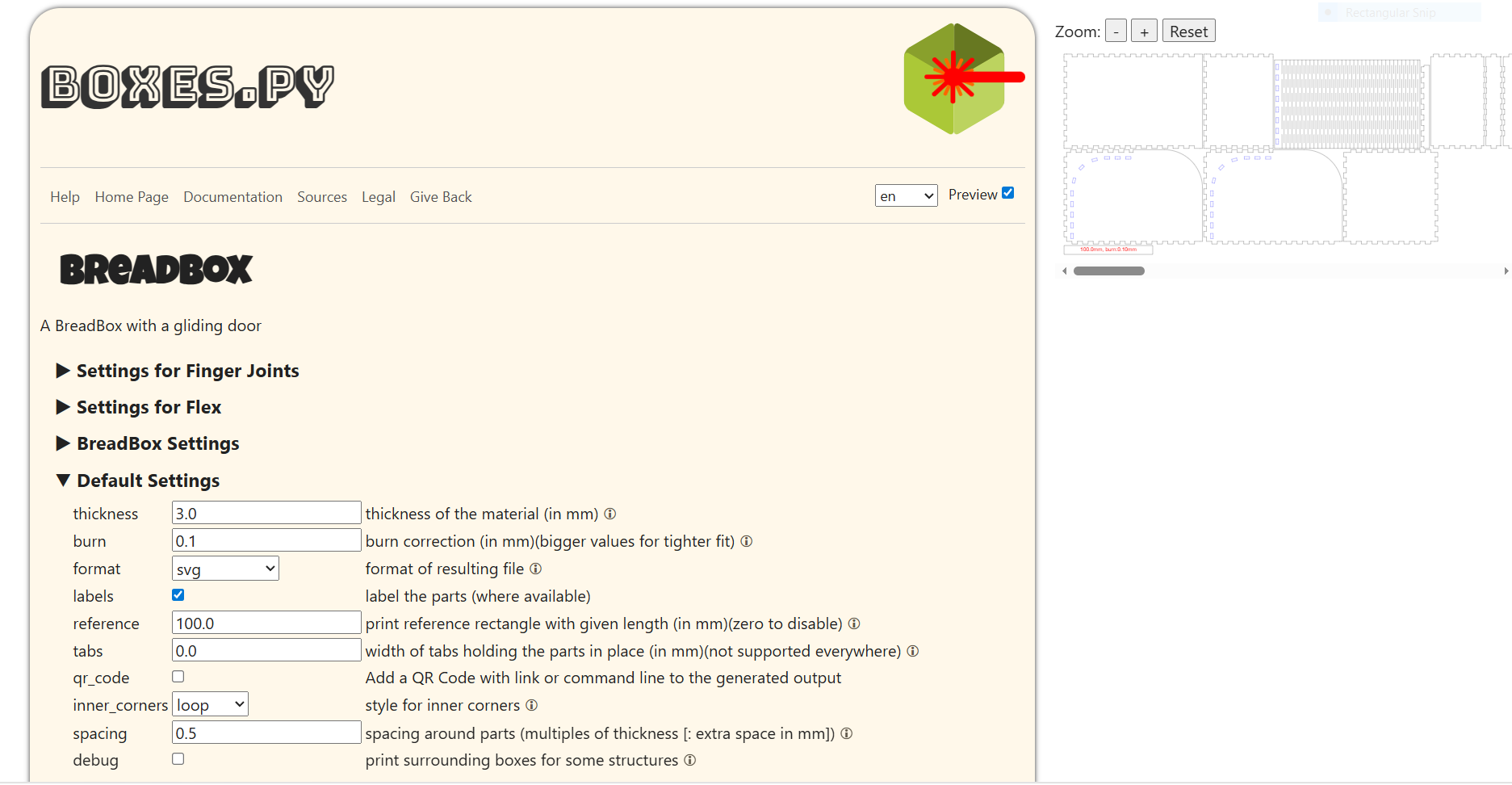
Pour obtenir une structure précise, nous avons utilisé le générateur en ligne Boxes.py. Ce site permet de générer des plans SVG paramétriques en fonction de l'épaisseur du matériau.
Paramétrage initial :
-
Burn Correction (Kerf) : Fixé à 0,1 mm. Ce paramètre est censé compenser la largeur du faisceau laser pour que les pièces s'emboîtent parfaitement.
-
Export : Le fichier a été téléchargé au format SVG pour être édité.
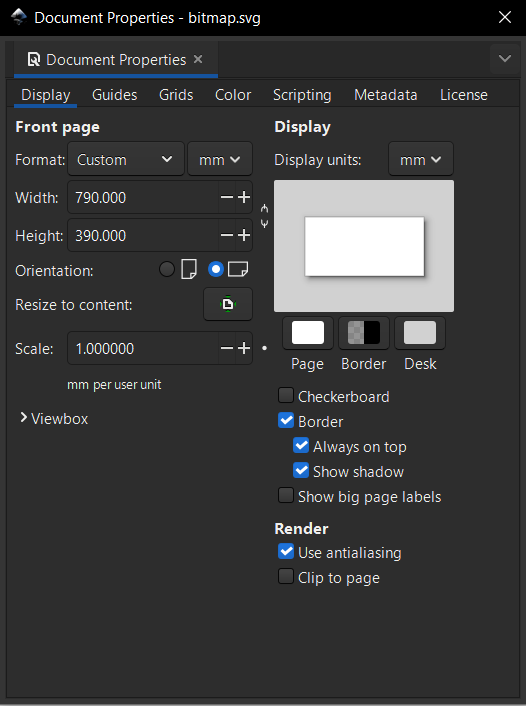
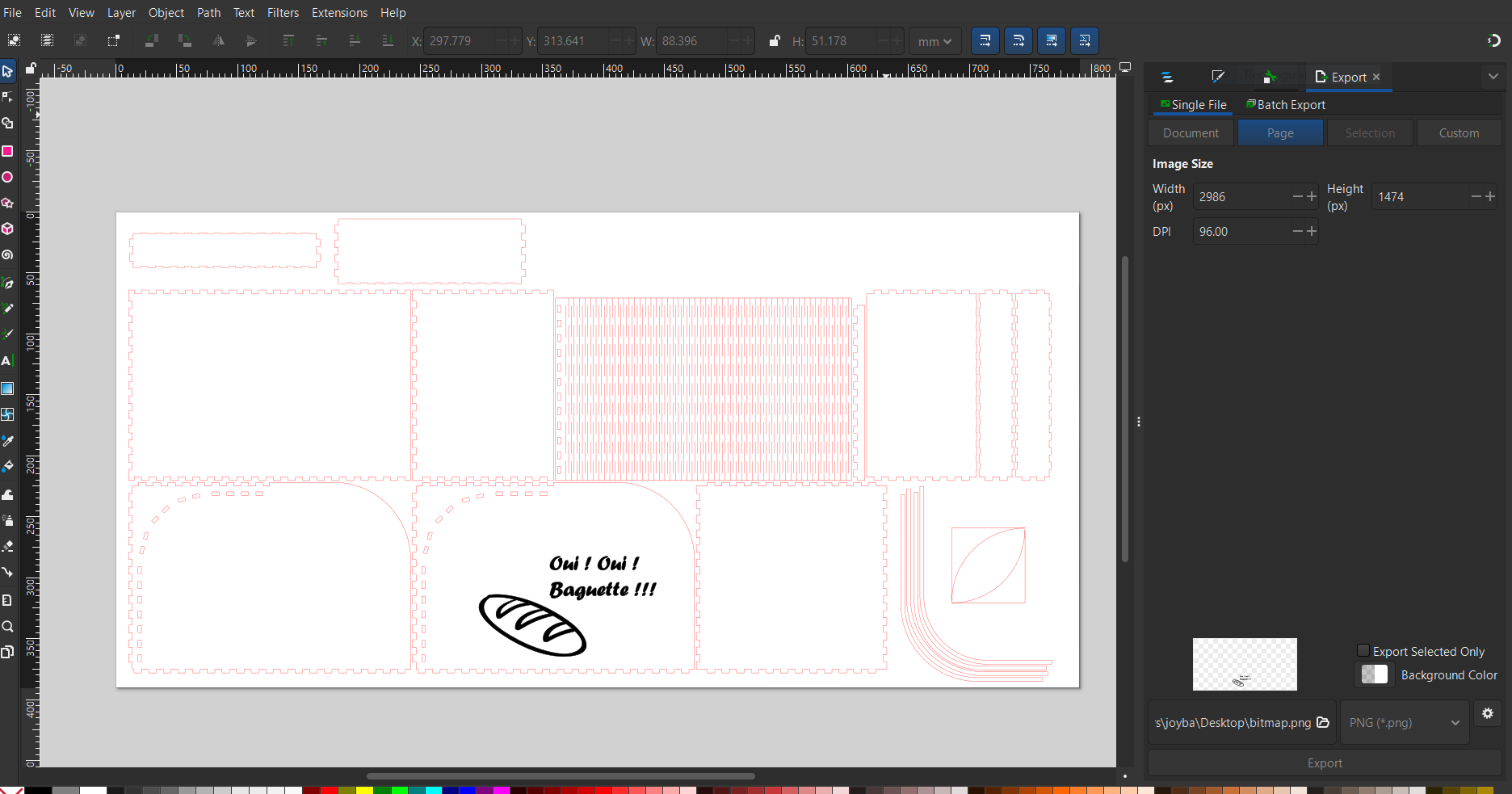
Mise en page sous Inkscape : Nous avons importé le SVG dans Inkscape. Pour correspondre à notre stock de matière (planche de 80 cm x 40 cm), nous avons configuré les propriétés du document à 790 x 390 mm, laissant ainsi une marge de sécurité de 5 mm sur chaque bord pour éviter les erreurs de positionnement du laser.
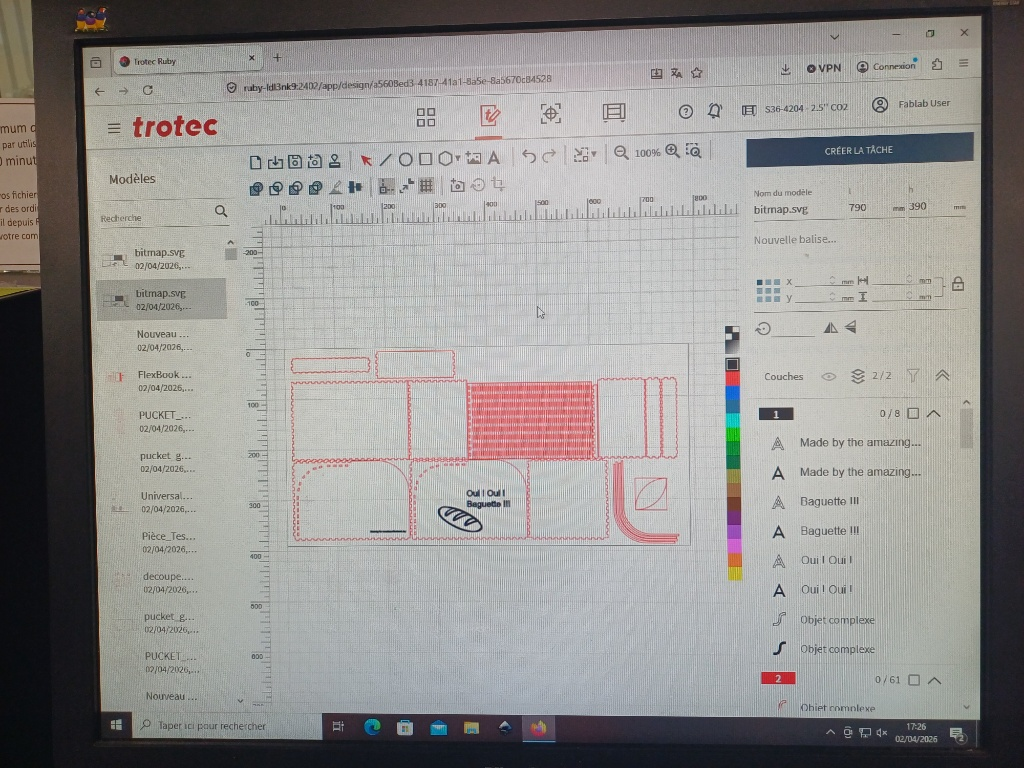
3. Configuration du Slicing Laser (Trotec JobControl)
Une fois le tracé finalisé (lignes rouges en 0.001mm pour la découpe), le fichier a été envoyé au logiciel de la Trotec. Nous avons optimisé le placement des pièces pour minimiser la perte de matière sur la plaque de MDF.
4. Difficultés Rencontrées : Le défi du "Burn Correction"
Malgré un paramétrage théorique à 0,1 mm, les deux premiers essais de découpe ont révélé un problème de tolérance : les "dents" de l'assemblage étaient trop larges, rendant l'emboîtement impossible à la main.
Solution appliquée : Au lieu de relancer une troisième découpe, nous avons opté pour une approche artisanale. Nous avons utilisé du papier de verre (sandpaper) pour poncer légèrement chaque dent de toutes les pièces. Ce travail de précision a permis de réduire l'épaisseur des tenons jusqu'à obtenir un assemblage "en force" mais sans risque de casser le bois.
5. Assemblage et Résultat Final
Une fois les pièces ajustées manuellement, nous avons procédé à l'assemblage à blanc pour vérifier la structure avant le collage final.
Étapes de finition :
-
Dépoussiérage : Nettoyage des traces de brûlure du laser.
-
Ponçage : Ajustement des joints (comme expliqué en section 4).
-
Montage : Emboîtement des parois latérales sur la base, puis ajout du couvercle.
Avant Assemblage :

Après Assemblage :

Par Joy et Albert, étudiants en M1 MeDH
No Comments