Gourde
Membres : Morgane ARCHAMBAUD, Sofia CHAMILLARD et Uxue AIZPURUA UBEDA
1.Introduction :
Étudiantes en Master 1, parcours ROB, de la mention Automatique, Robotique (AR) à Sorbonne Université, nous avons réalisé ce projet dans le cadre de l'unité d'enseignement UM4RBM20. L'objectif était de nous familiariser avec l'impression 3D à travers la conception d'une pièce étanche.
Ce projet porte sur la conception et fabrication d'une gourde fonctionnelle. Nous avons choisi de modéliser et imprimer une gourde car, c'est tout d'abord un objet que nous rencontrons dans la vie de tous les jours et qui représente parfaitement l'importance de l'étanchéité d'un objet. De plus, l'impression 3D d'une forme cylindrique, telle que celle de la gourde, présente moins de risque d'échec, de cassures ou autre, étant donné qu'aucun support n'a besoin d'être généré par l'imprimante 3D, et que le modèle a des parois assez épaisses.
Les défis de ce projet sont l’assemblage et l’étanchéité. La conception repose sur un emboîtement étanche entre les deux pièces, assurant une fermeture hermétique et l'absence totale de fuite.


FIGURES 1 et 2 : Gourde fermée et gourde ouverte avec les joints
2. Modélisation de la gourde : SolidWorks
La gourde a été conçue en deux parties cylindriques distinctes, imprimées en PLA rouge. La modélisation a porté sur la création d'un système d'assemblage par emboîtements. Les deux pièces contiennent une rainure circulaire de 2.8 mm de rayon. En raison d'une erreur de dimensionnement des rainures (elles auraient dû mesurer 2.8 mm de diamètre), l'étanchéité a été assurée par l'ajout de deux joints toriques de 32 mm. En théorie, un unique joint aurait suffi si les dimensions avaient été correctes.

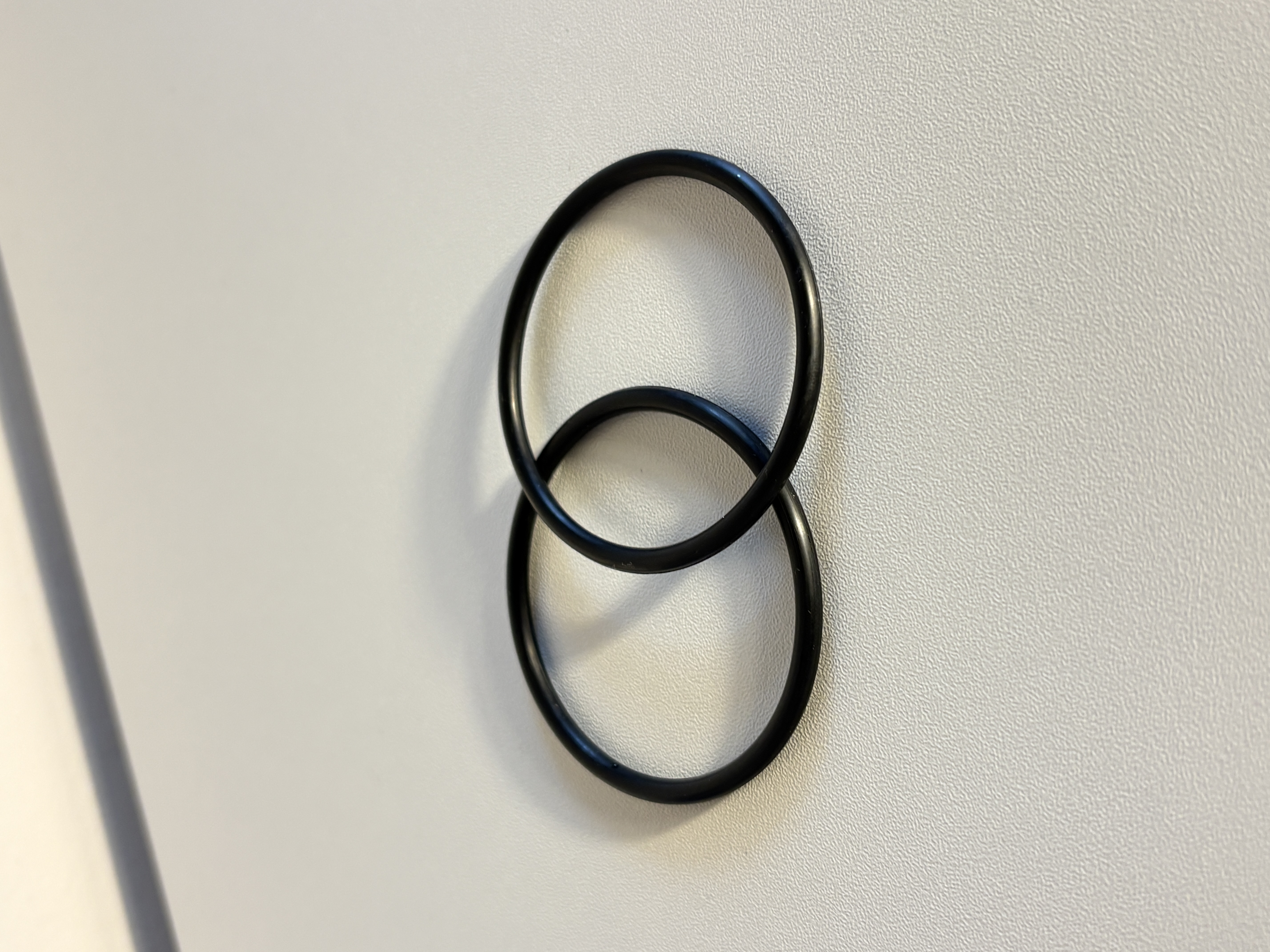
FIGURES 3 et 4 : Gourde ouverte sans joints et les joints de 32mm
La partie supérieure contient 4 ergots qui s'insèrent dans le découpes correspondantes de la partie inférieure. Cela permet un verrouillage par quart de tour, comprimant les joints pour garantir une fermeture hermétique.

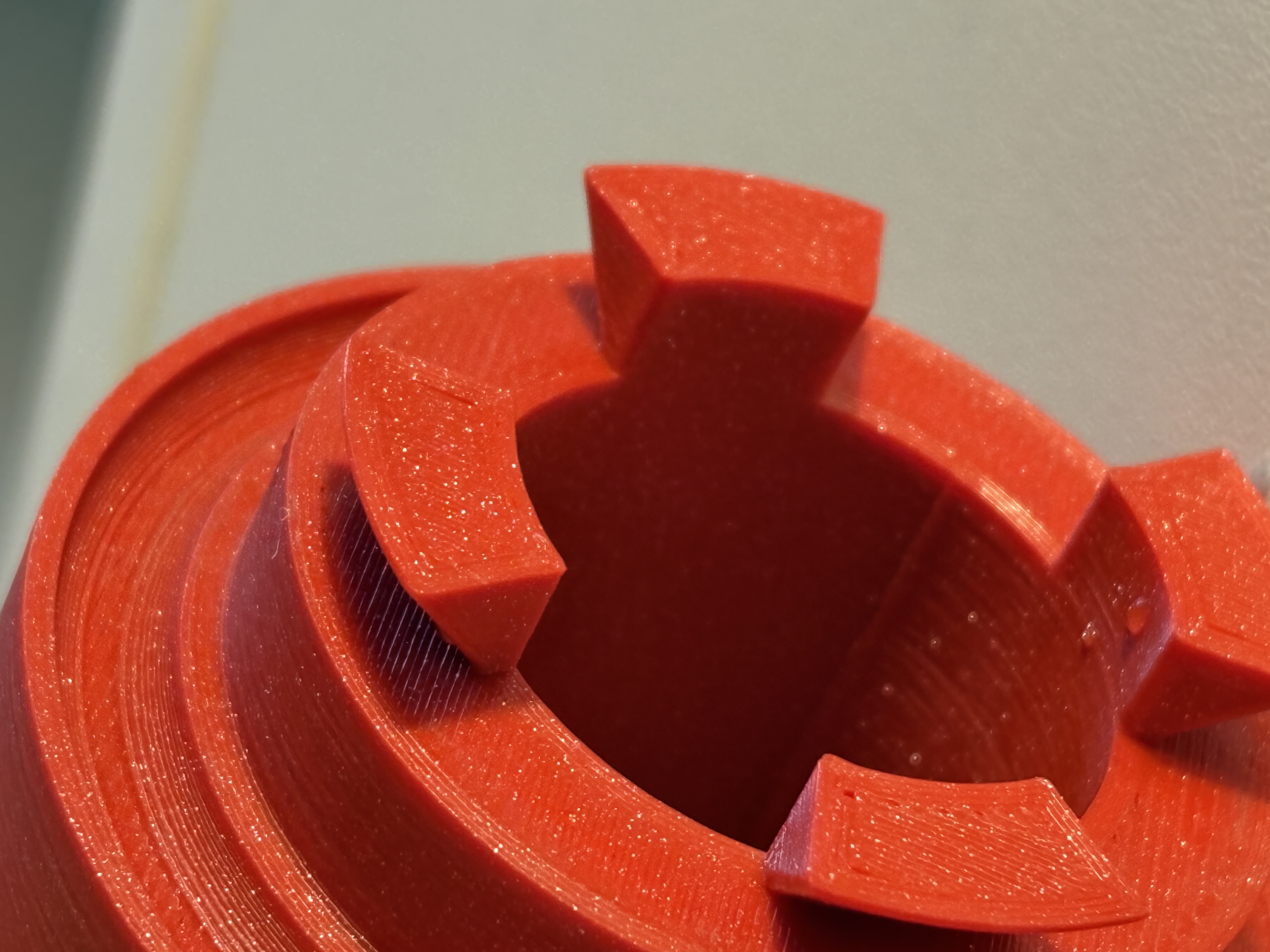
FIGURES 5 et 6 : Partie supérieure de la gourde avec une rainure et 4 ergots
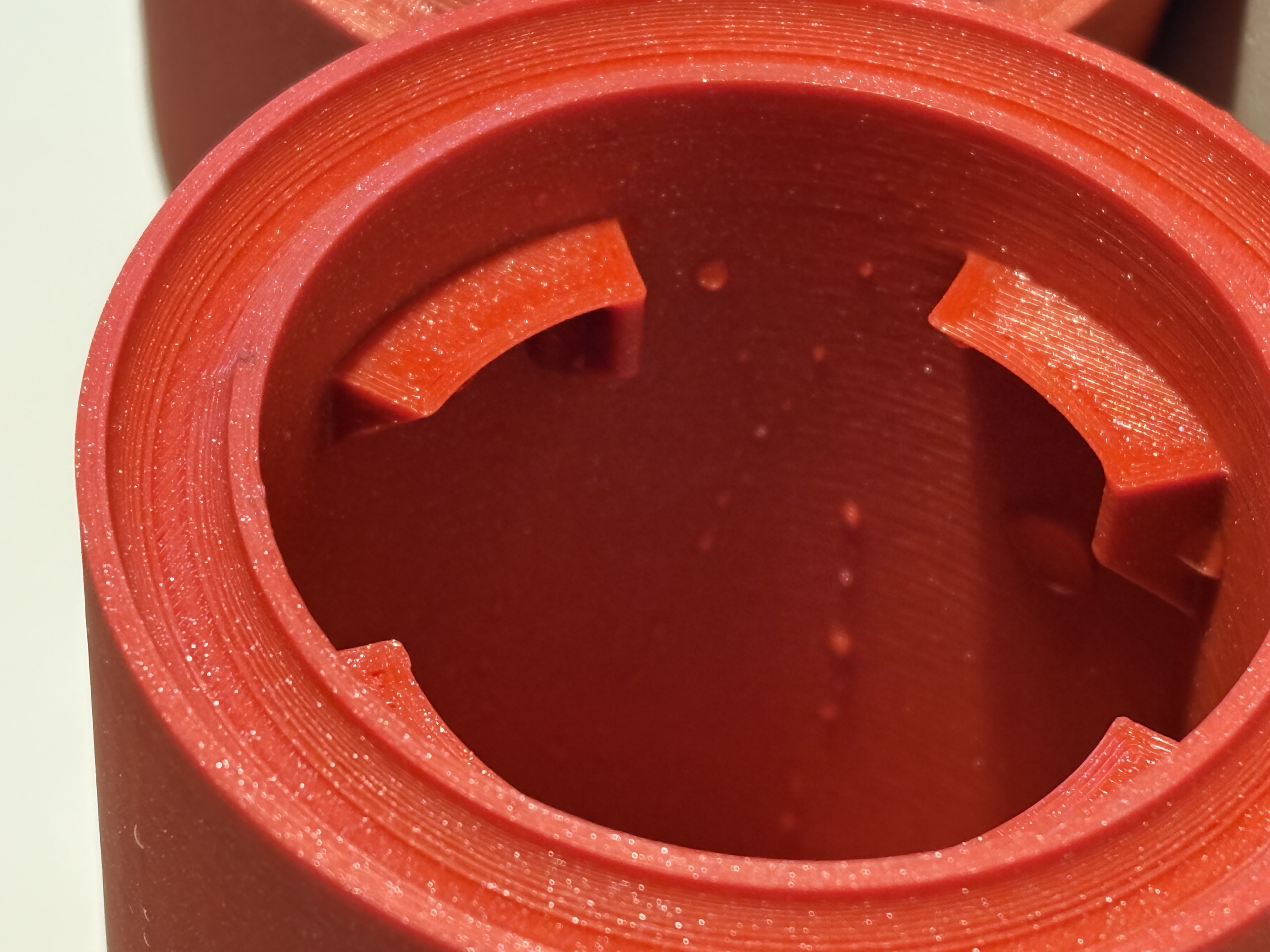
FIGURE 7 : Partie inférieure de la gourde avec les découpes correspondantes
Pour modéliser cette gourde, nous avons utiliser le logiciel SolidWorks - 2025. Dans un premier temps, nous avons modélisé un cylindre pour la partie basse, que nous avons ensuite creusé. Enfin, nous avons rajouté les ergots par symétrie circulaire. Nous avons ajouté un petit espace sur le dessus de la partie basse afin de laisser une place au joint.

Figure 8 : Visualisation de la partie basse de la gourde avec SolidWorks
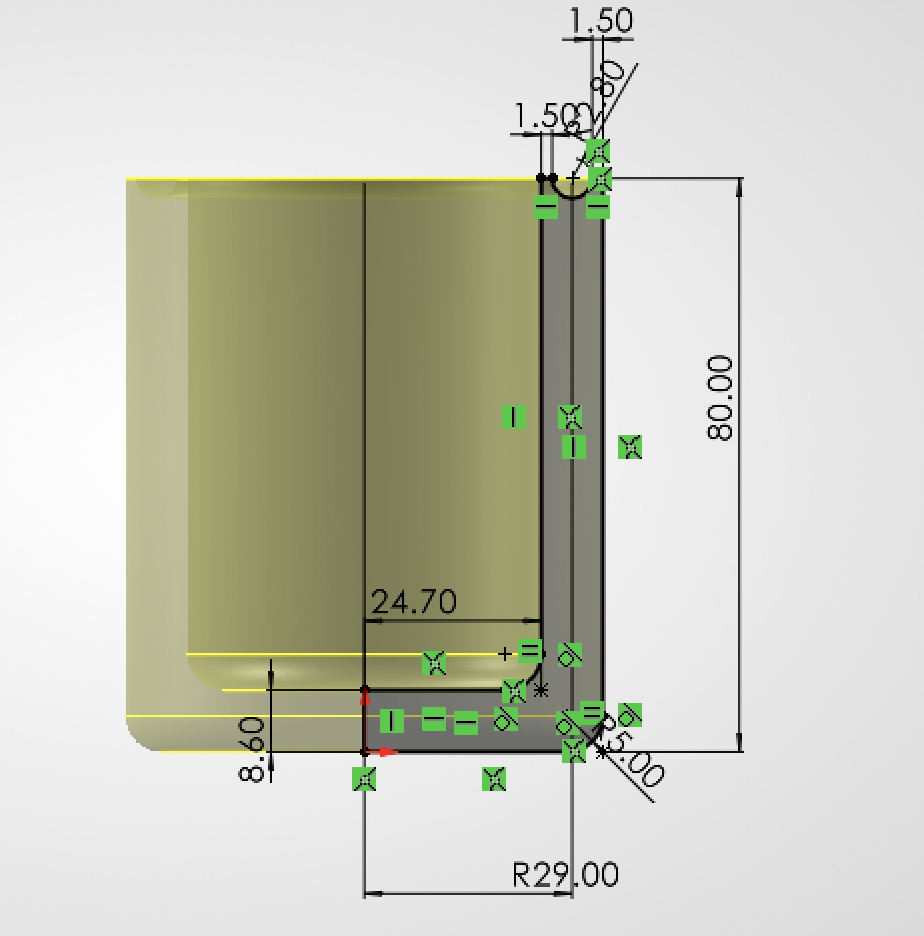
Figure 9 : Visualisation des mesures du cylindre (partie basse)
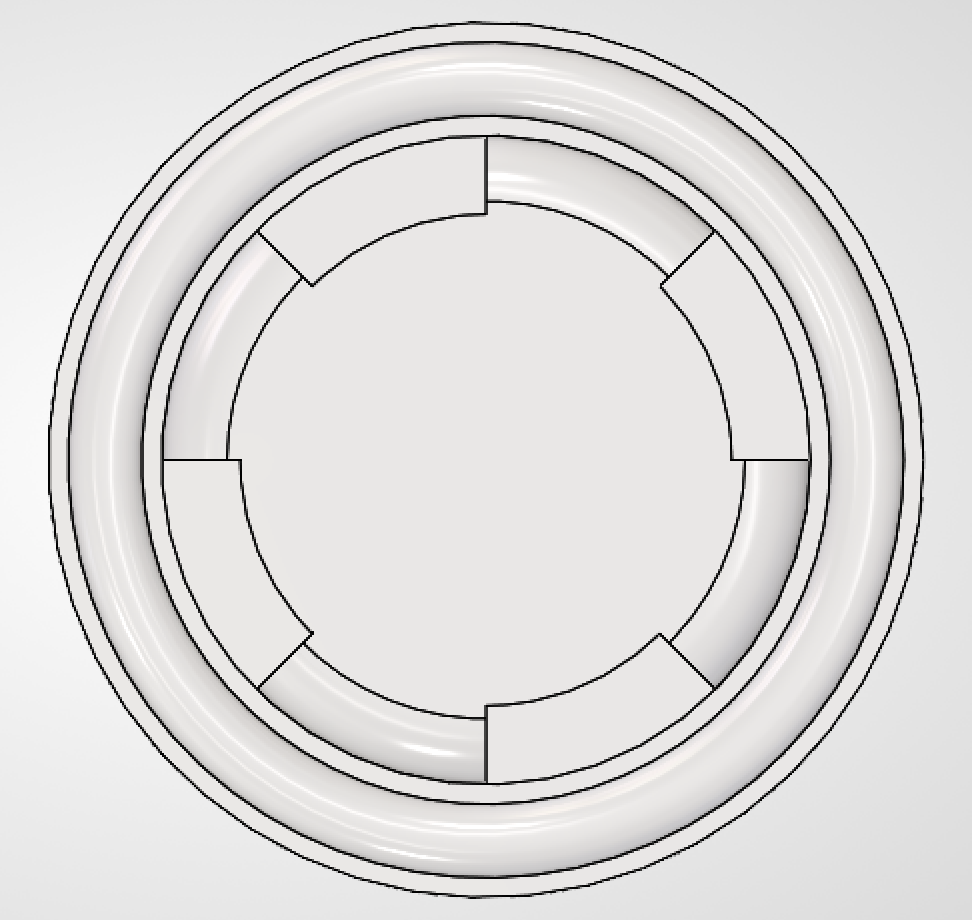
Figure 10 : Intérieur de la partie basse de la gourde, visualisation des ergots
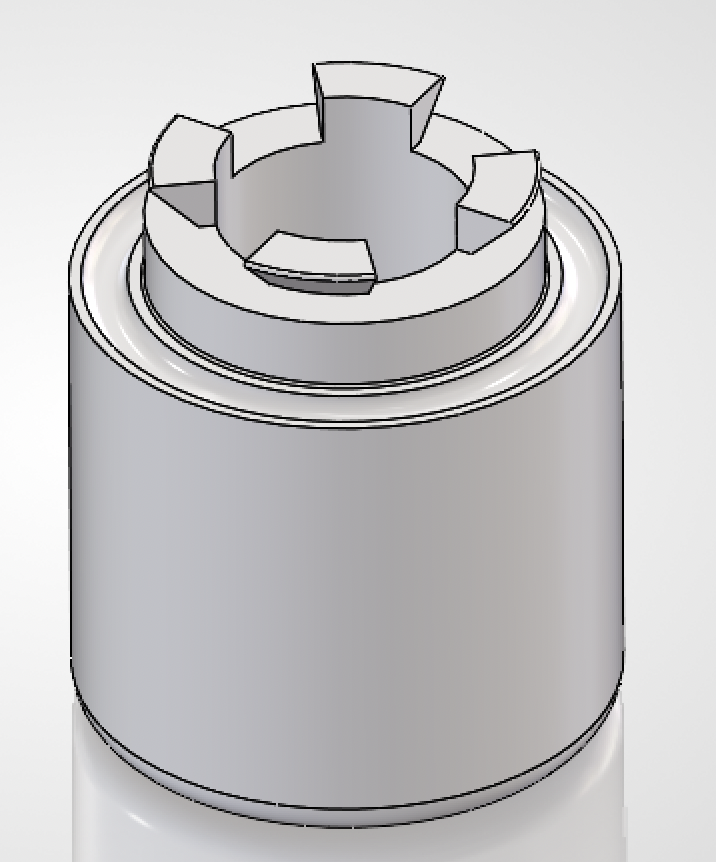
Figure 11 : Partie haute de la gourde
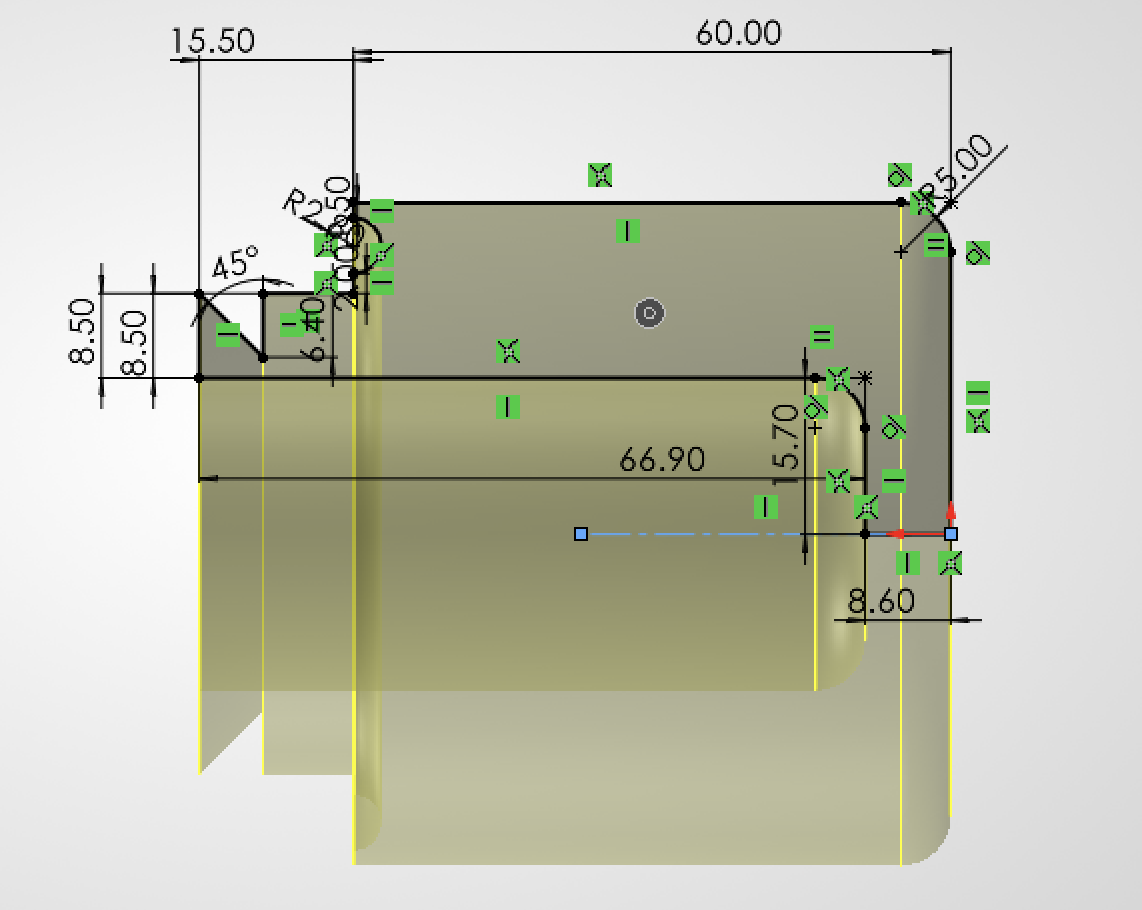
Figure 12 : Dimension de la partie basse de la gourde
Nous avons ensuite vérifié que les deux pièces s'assemblaient bien en utilisant la fonctionnalité assemblage du logiciel solidworks, en imposant des contraintes. Nous avons minutieusement choisi les dimensions de la gourde afin qu'elles ne soient pas trop petites, pour que l'impression de 3D se passe bien et qu'aucun détail de modélisation soit "oublié" lors de l'impression (suite à notre premier travail, nous nous sommes rendus compte que l'imprimante 3D n'imprimait pas les détails trop petits).
Nous avons également fait attention à bien laisser une petite marge entre les ergots. En effet, notre premier travail nous a appris à toujours laisser un peu de jeu pour chaque assemblage, étant donné que le matériau servant à l'impression peut fondre durant le processus, et ainsi empêcher l'assemblage de bien se passer.
3. Paramétrage du slicer : PrusaSlicer
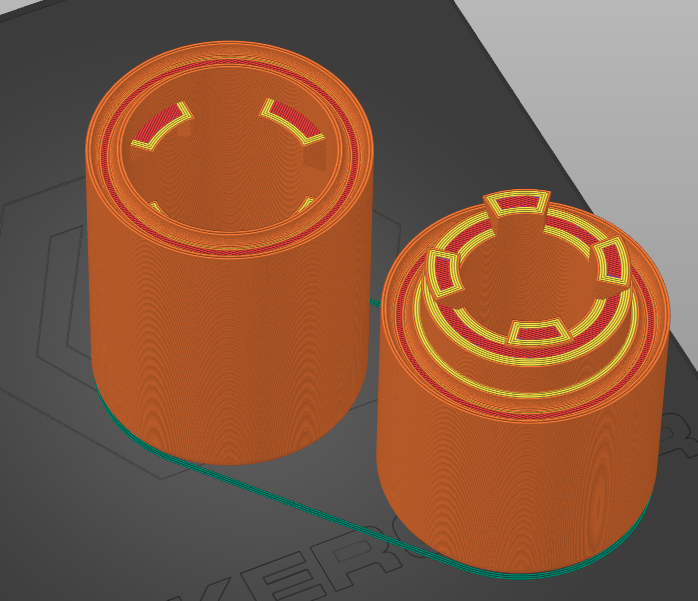
Nous avons utilisé le logiciel PrusaSlicer afin d'imprimer la gourde avec de bons paramètres. Les pièces ont été pensées de sorte à ce qu'elles puissent être imprimées en une fois, sans supports. Ainsi, nous avons imprimé les deux pièces en simultané.
Nous avons choisi un remplissage de 15% (à l'intérieur de la pièce), qui semblait être le meilleur compromis entre vitesse d'impression et solidité de nos pièces. Nous avons également choisi des motifs en étoile pour le remplissage. Concernant les filaments, nous avons pris du PLA, bien que nous souhaitions utilisé du PETG pour l'étanchéité de base, mais les conditions n'étaient pas réunies pour utiliser ce filament au moment de l'impression. De plus, nous avons augmenté le nombre de périmètres à 4, ainsi que très légèrement la température en sortie de buse, afin que les parois soient plus denses et mieux soudées.
4. Analyse des résultats obtenus
Après impression, nous avons pu remarqué que malgré les précautions prises, notre assemblage n'est pas complètement étanche. En effet, après remplissage avec de l'eau, sur l'un des bords inférieur de notre gourde, nous pouvons observer des fuites, probablement évitables avec un changement de matière (exemple : passage à de l'ABS ou au mieux à du PETG). Au niveau du joint, de légère fuites d'eau sont observable si la gourde est secouée de façon très prononcée, peut-être cela pourrait être amélioré en modifiant la forme de la fermeture, ainsi que la disposition du joint.
Voici les pièces :
No Comments