Sablier à Liquide Étanche
Membres : Chloé SALAMEH, Clément MESPOUILLES
Nous sommes des étudiants en M1 du parcours ROB de la mention automatique, robotique (AR) à Sorbonne Université. Dans le cadre de l'UE UM4RBM20, il nous a été demandé, afin de se familiariser avec l'impression 3D, de créer une pièce étanche.
L'objectif de ce projet est de concevoir et fabriquer un sablier fonctionnant avec un liquide, entièrement imprimé en 3D. Cela a pour but de se pencher sur :
-
L'assemblage : Création de deux coques creuses et courbées s'emboîtant parfaitement via des piliers, intégrant un système d'entonnoir interne pour réguler l'écoulement du liquide lors du retournement.
-
L'étanchéité : Paramétrage spécifique de l'impression 3D et post-traitement pour empêcher toute fuite d'eau à travers les couches de plastique.
Étape 1 : Modélisation CAO (SolidWorks)
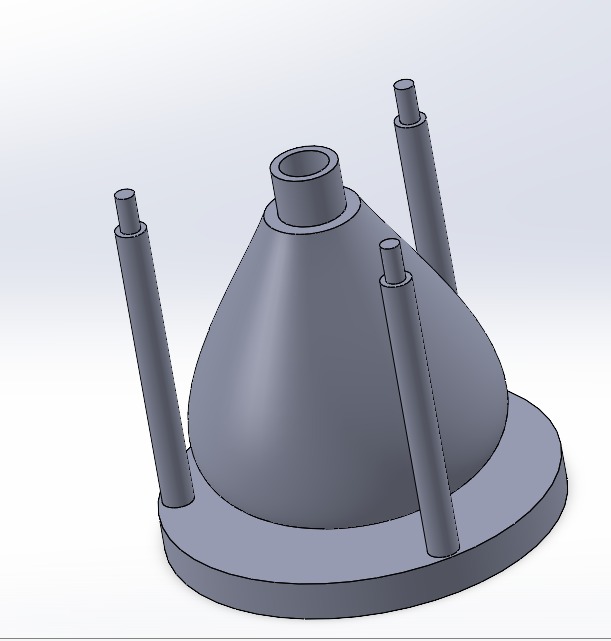
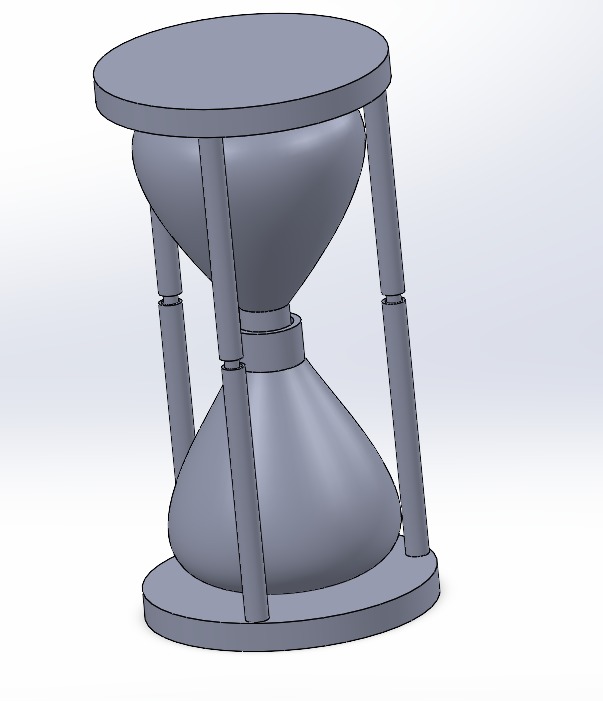
La conception du sablier repose sur deux moitiés qui viennent s'emboîter.
-
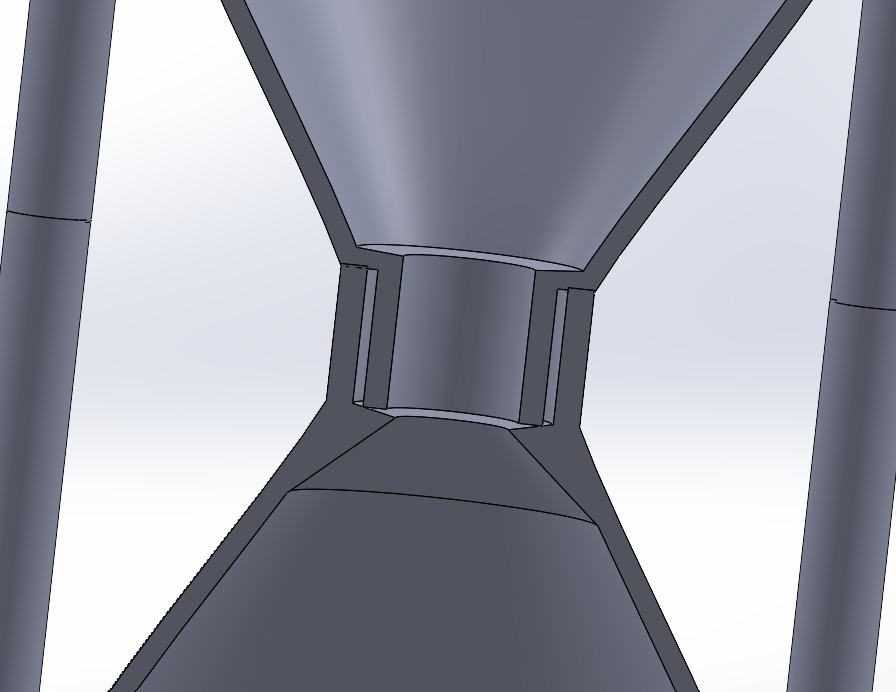
Le mécanisme interne : Un système d'entonnoir a été modélisé au centre pour éviter que le liquide ne se propage d'un coup lors du retournement.
-
Le système d'emboîtement : Des piliers viennent s'insérer dans des logements.
-
Tolérance finale retenue : Un jeu de 0,5 mm sur le diamètre entre la partie mâle et femelle a été nécessaire pour permettre l'emboîtement tout en laissant la place aux surépaisseurs de l'impression.
Le mécanisme de régulation (entonnoir) : Nous avons intégré un double entonnoir inversé à la jonction des deux réservoirs pour guider le liquide vers un canal central calibré, évitant un écoulement chaotique ou un blocage dû à la tension superficielle lors du retournement.
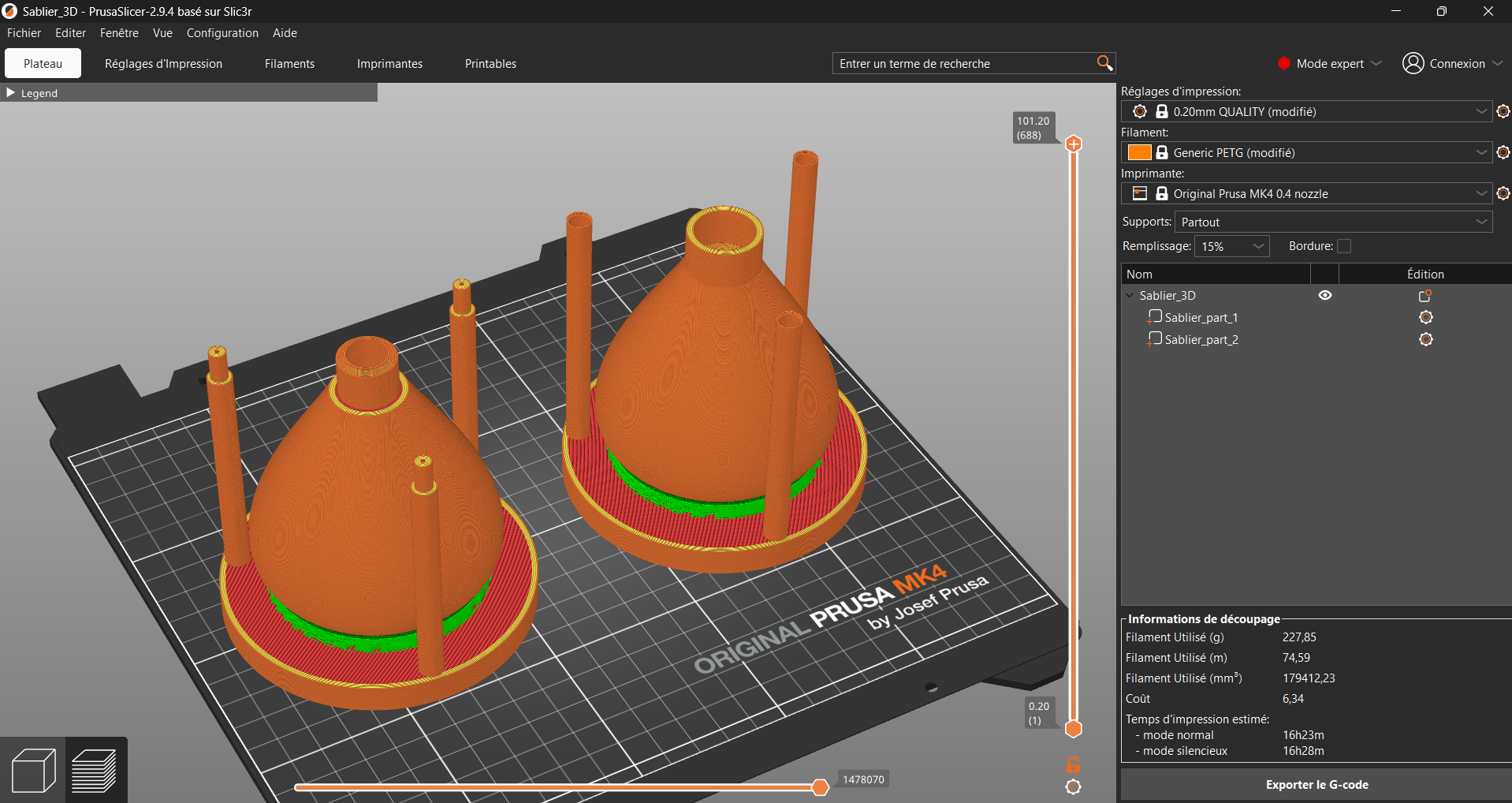
Étape 2 : Paramétrage du Slicer (PrusaSlicer)
Le choix du filament s'est porté sur le PETG au lieu du PLA. En effet, le PETG offre une fusion beaucoup plus forte entre ses couches d'impression, ce qui le rend naturellement bien plus étanche et résistant à l'eau que le PLA.
Cependant, pour rendre la pièce parfaitement étanche dès la sortie de l'imprimante, le profil par défaut ne suffit pas. L'eau trouve toujours son chemin. Voici les réglages appliqués sur le profil 0.20mm QUALITY :
-
Périmètres et couches pleines : Augmentation à 4 ou 5 périmètres (murs) et 5 à 6 couches pleines en haut et en bas. Plus il y a de matière, plus le chemin de l'eau est bloqué.
-
Multiplicateur d'extrusion (Flow Rate) : Monté à 1.05. Cette légère sur-extrusion permet d'écraser le plastique et de boucher la micro-porosité entre les lignes.
-
Position de la couture : Réglée sur Aléatoire (Random). Une couture alignée crée une micro-fissure verticale propice aux fuites.
Étape 3 : Résultat et Analyse
L'impression a été réalisée en PETG en suivant les paramètres d'étanchéité optimisés.
- Étanchéité et qualité : Le choix du PETG, avec un Flow Rate de 1.05, a donné des parois très lisse, signe d'une excellente fusion inter-couches. Les tests sur la partie inférieure de la pièce ont confirmé une étanchéité parfaite, validant notre stratégie de tranchage (slicing).
- Limites de notre projet : Un manque de matière en fin de bobine a provoqué l'arrêt prématuré de l'imprimante avant la finalisation des couches supérieures. Nous n'avons donc pas pu tester physiquement l'emboîtement final des deux parties et la robustesse des piliers de jonction.

En superposant simplement les pièces, on remarque tout de même que la forme obtenue est similaire à celle escomptée, ce qui peut donc être qualifié de visuellement réussi :

No Comments